一种面向水泥分解炉系统的优化控制方法及系统与流程
本发明涉及水泥生产过程优化,具体是涉及一种面向水泥分解炉系统的优化控制方法及系统。
背景技术:
1、水泥分解炉完成燃料的燃烧、碳酸盐分解、气固输送、换热传质等过程,是水泥生产过程中的关键设备。入窑生料分解率是衡量分解炉运行正常的主要指标。如果分解率过低,会加大窑内负担,对增产与节能都不利。如果分解率过高,本应在窑内的烧结放热反应提前到分解炉内发生,会造成灾难性的烧结堵塞。分解炉出口温度在一定数值,是实现入窑生料分解率达到90%以上的基本条件。因此生产中需要同时调节风、煤、料的平衡,使系统的热工制度稳定。
2、当前国内水泥生产各工序的控制与优化普遍依赖于人工对生产过程的调节,再加上设备性能、原材料品质、原煤质量等工况的差异大,人工操作波动性强,使得水泥行业的能源、资源利用率偏低,水泥单位能耗居高不下,产品品质面对同质化竞争。这些因素制约着中国水泥产业的健康和可持续发展。
3、目前围绕分解炉优化控制的有,如公开号为cn108319133a的中国专利申请,其中公开了基于模糊神经网络的分解炉优化燃烧控制系统,又如公开号为cn110361972a的中国专利申请,其中公开了基于利用状态空间模型的分解炉炉温快速优化控制方法,又如公开号为cn101751051a的中国专利申请,其中公开了基于约束史密斯广义预测控制的水泥分解炉温度控制方法,又如公开号为cn104765350a的中国专利申请,其中公开了基于组合模型预测控制技术的水泥分解炉控制方法及系统。
4、目前出现的针对水泥生产的智能控制系统,实现了生产控制的自动稳定运行,但控制精度有限。
技术实现思路
1、发明目的:针对以上缺点,本发明提供一种控制精度高的用面向水泥分解炉系统的优化控制方法及系统。
2、技术方案:为解决上述问题,本发明采用一种面向水泥分解炉系统的优化控制方法,包括以下步骤:
3、(1)选择对水泥分解炉系统的优化控制相关的变量,分别作为预测模型的输入变量或输出变量;
4、(2)采集选择的变量的实时生产数据,并进行初步处理后作为预测数据;
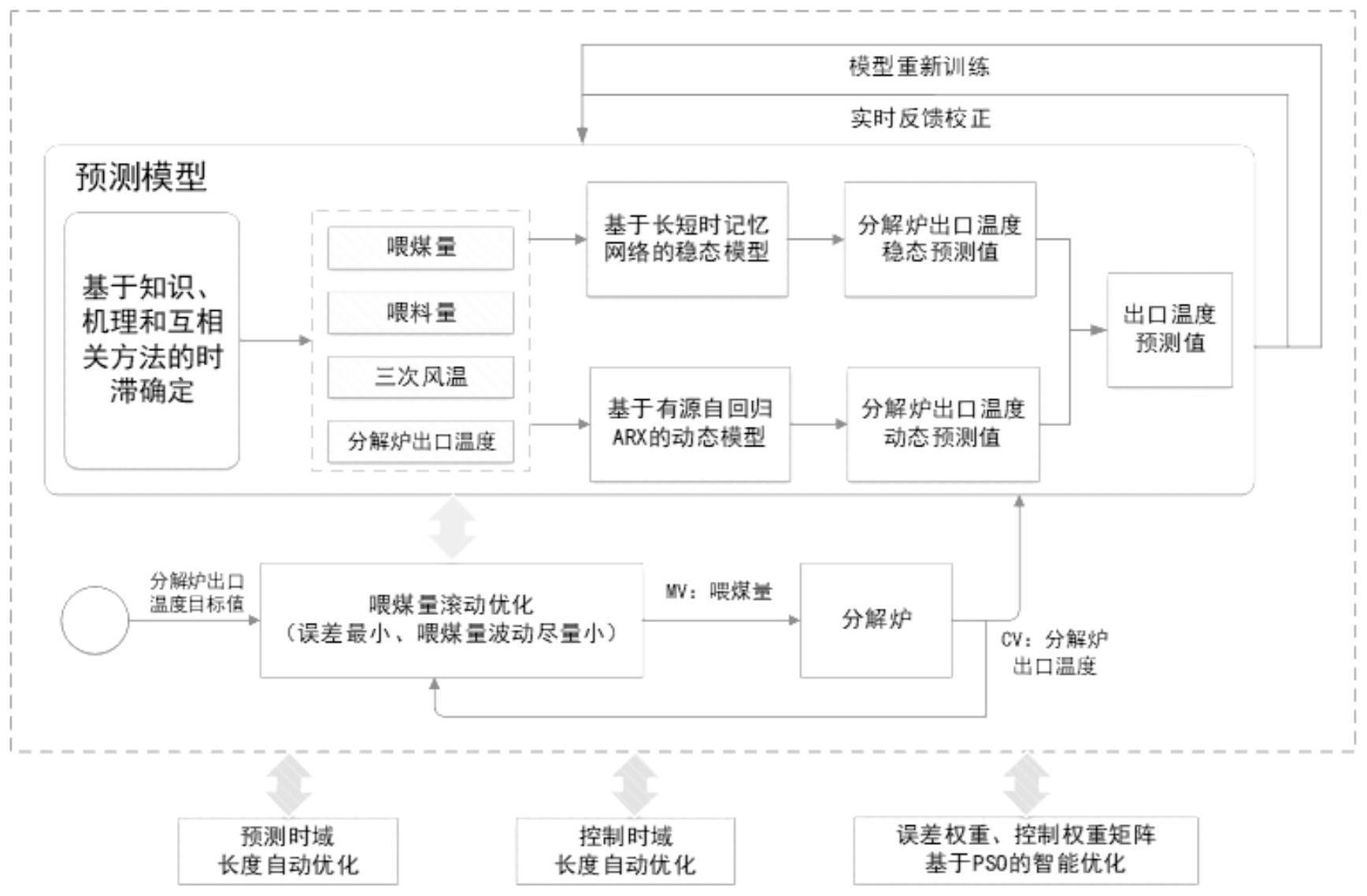
5、(3)采用训练好的长短时记忆网络模型作为分解炉系统的稳态预测模型;采用训练好的有源自回归模型作为分解炉系统的动态预测模型,预测数据通过稳态预测模型得到稳态预测值,预测数据通过动态预测模型得到动态预测值,稳态预测值与动态预测值结合得到综合预测值;
6、(4)构建广义预测控制模型,使用diophantine方程求解控制矩阵并构建预测输出向量;
7、(5)采用滚动优化策略求解最优控制增量;
8、(6)通过最优控制增量控制水泥分解炉系统。
9、进一步的,相关变量包括分解炉喂煤量、分解炉出口温度、生料喂料量、三次风温,其中,分解炉喂煤量为操作变量,分解炉出口温度为被控变量,生料喂料量、三次风温为环境变量。
10、进一步的,所述步骤(2)中对采集的数据进行的初步处理包括限幅滑动平均滤波处理;所述限幅滤波为:确定两次采样允许的最大偏差值a,每次检测到新值时判断,如果本次值与上次值之差≦a,则本次值有效,如果本次值与上次值之差>a,则本次值无效,放弃本次值,用上次值代替本次值;
11、滑动平均滤波为:把连续n个采样值作为一个队列,队列的长度固定为n,每次采样到一个新数据放入队尾,并扔掉原来队首的一次数据,把队列中的n个数据进行算术平均运算,获得新的滤波结果值。
12、进一步的,对所述步骤(2)中初步处理后的数据进行时滞分析;操作变量x与被控变量y的时滞为τ时的相关程度为:
13、
14、其中,rx,y(τ)为时滞为τ时x与y的互相关函数、x(k)为操作变量、为操作变量的期望值、y(k+τ)为被控变量、为被控变量的期望值、采样时刻k=0…k,k为最大可能时滞。
15、计算操作变量与被控变量的时滞范围,即rx,y(τ)为最大时的τ的变动区间。
16、进一步的,所述步骤(3)中稳态预测值为:ts(k+1)=flstm(ts,cs,ls,ws);其中,flstm()表示采用长短时记忆网络模型进行预测;
17、动态预测值为:δt(k+1)=farx(c,t);其中,farx()表示采用有源自回归模型进行预测;
18、综合预测值为:t(k+1)=flstm(ts,cs,ls,ws)+farx(c,t)。
19、进一步的,所述动态预测值:
20、δt(k+1)=farx(c,t)=a(z-1)·δt(k)+b(z-1)·δc(k)+ε(k)
21、其中,a(z-1)=a0+a1·z-1+…+aτt·z-τt,b(z-1)=b0+b1·z-1+…+bτc·z-τc,z-1为后移算子,表示后退采样周期的相应量;τt、τc表示模型阶次;a0~aτt、b0~bτt表示对象参数;k表示采样时刻,δt(k)表示分解炉出口温度增量,δc(k)表示分解炉喂煤量增量,ε(k)表示系统的噪声扰动。
22、进一步的,所述步骤(4)中广义预测控制模型为:
23、
24、其中,为预测控制增益,i和j分别为预测长度。
25、上式经diophantine方程求解变换,得到最合适的预测值为:
26、
27、其中,ej与fj为a(z-1)和预测长度j确定的diophantine方程多项式系数,t(k)为k时刻的分解炉出口温度。
28、进一步的,所述步骤(4)中还包括对分解炉出口温度预测值进行反馈校正:
29、第k时刻模型预测误差为
30、第k+i时刻模型预测值校正为其中,为预测输出的校正值,h为校正加权系数。
31、进一步的,根据分解炉出口实际温度与期望值间的误差最小化,同时,稳定状态下分解炉喂煤量的波动尽量小的优化目标,得到分解炉喂煤量的增量值,目标函数mincj(k)为:
32、
33、其中,tr(k+i)为分解炉出口温度设定值曲线,p为模型的预测时域,m为模型的控制时域,qi、rj为误差加权系数和控制加权系数。
34、本发明还采用一种面向水泥分解炉系统的优化控制系统,包括,结构确认模块,用于选择对水泥分解炉系统的优化控制相关的变量,分别作为预测模型的输入变量或输出变量;
35、数据获取模块,用于采集选择的变量的实时生产数据,并进行初步处理后作为预测数据;
36、模型辨识模块,用于采用训练好的长短时记忆网络模型作为分解炉系统的稳态预测模型;采用训练好的有源自回归模型作为分解炉系统的动态预测模型,预测数据通过稳态预测模型得到稳态预测值,预测数据通过动态预测模型得到动态预测值,稳态预测值与动态预测值结合得到综合预测值;
37、预测控制及输出模块,用于构建广义预测控制模型,使用diophantine方程求解控制矩阵并构建预测输出向量,采用滚动优化策略求解最优控制增量,通过最优控制增量控制水泥分解炉系统。
38、有益效果:本发明相对于现有技术,其显著优点是采用长短时记忆网络模型,基于门控机制对时序数据进行循环更新训练,能够处理更长的序列数据,并能捕捉到序列数据中的依赖关系,从而获得更准确的稳态辨识模型。采用有源自回归模型,建模简单、计算速度快、易于预测时序数据中的未来取值,同时能有效消减未知扰动的影响,获得更灵活的动态辨识模型。两者辨识模型的组合,为模型预测控制提供更接近于实际值的预测值,能够减少最优操作参数的寻优时间,从而使得优化控制能够实时可靠地应用于生产过程中。
- 还没有人留言评论。精彩留言会获得点赞!