一种航空橡胶自动化制坯控制系统及其折算方法与流程
本发明涉及航空橡胶密封圈坯料制作加工领域,具体是一种航空橡胶自动化制坯控制系统及其折算方法。
背景技术:
1、目前,航空橡胶密封圈各类型号尺寸高达数百种,每一种型号密封圈胶料硫化前都需要进行准确的坯料尺寸控制。当下密封圈坯料制作采取的主要方式是操作者逐项计算坯料尺寸,手工剪切下料,计算和剪切过程费时费力,坯料尺寸常常难以准确控制。若操作者手工剪制的橡胶坯料尺寸偏大,会造成橡胶模压产品毛边过厚,分模线模缝错位量偏大;若手工剪制的橡胶坯料偏小,会造成坯料硫化缺胶,使密封圈直接报废。因此,胶片坯料制作作为密封圈胶料硫化前处理的重要一环,制坯精度与速度直接影响着密封圈产品质量和生产效率。
技术实现思路
1、为了解决上述问题,本发明提出一种航空橡胶自动化制坯控制系统及其折算方法。
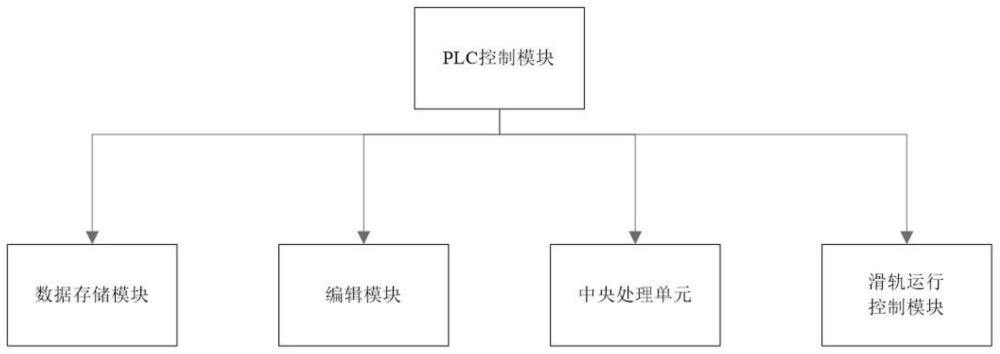
2、一种航空橡胶自动化制坯控制系统,包括:
3、数据存储模块,用于存放自动制坯设备的系统程序、用户程序及工作类数据;
4、编辑模块,用于在橡胶胶片制坯前,直接调用并编辑数据存储模块内现有的数据,并通过设备可触摸显示屏设置加工参数,将编辑完整的目标坯料数据发送至数据存储模块待执行;
5、中央处理单元,作为整个设备运行控制的核心,起着总指挥的作用;
6、滑轨运行控制模块,用于控制自动制坯设备方向、速度、刀片进深深度、划切方向、激光定位制坯起点坐标。
7、所述的数据存储模块的数据包括数百种不同密封圈胶片厚度h、体积v2、截面半径尺寸r、内径尺寸d、密封圈截面积为s、密封圈截面环形中心线长度为l2、对应的条形坯料长度l1、宽度w数据。
8、所述的编辑模块中的现有的数据包括现有密封圈坯料加工参数长度l1和宽度w,编辑输入数据存储模块内无数据信息的新型密封圈截面半径r、内径尺寸d。
9、所述的编辑模块中的加工参数包括胶料制坯速度、真空吸附面积。
10、所述的中央处理单元包括控制电路、运算器和寄存器。
11、所述的中央处理单元通过地址总线、数据总线、控制总线与数据存储模块的输入输出接口电路连接。
12、所述的滑轨运行控制模块包括x轴滑轨、y轴滑轨、激光定位器、划制刀头。
13、一种航空橡胶自动化制坯控制系统及其折算方法,其具体步骤如下:
14、s1、查询调用现有数据:若该型号密封圈截面半径尺寸r、内径尺寸d信息已经保存在设备数据存储模块中,制坯时可直接调用数据存储模块中密封圈目标坯料长度l1,宽度w尺寸;
15、s2、自动计算未加工过密封圈坯料参数:数据存储模块内无该型号密封圈尺寸信息数据,通过显示屏幕编辑模块,输入密封圈截面半径尺寸r、内径尺寸d,系统根据设定好的plc算法程序自行输出密封圈截面面积s=3.14×r2,密封圈截面环形中心线长度为l2=3.14×(2r+d),计算目标坯料尺寸长度l1=1.05×3.14×(2r+d),宽度w=[1.15×3.14×r2×3.14×(2r+d)]/l1h;
16、s3、数据反馈:根据设定的算法程序得出条形坯料长度l1、宽度w后,然后将待执行制坯目标尺寸、制作数量类信息发送至滑轨运行控制模块,同时设置滑轨控制模块x轴、y轴的运行速度、激光定位初始切割位置,最后精准快速制坯成型。
17、所述的步骤s2中,设定好的plc算法程序具体为:
18、s201、记密封圈硫化成型体积v2,截面半径尺寸r,内径尺寸d,密封圈截面面积为s=3.14×r2,密封圈截面环形中心线长度为l2=3.14×(2r+d),密封圈体积v2≈s×l2≈3.14×r2×3.14×(2r+d);
19、s202、记密封圈条形坯料长度l1,宽度w,厚度h,胶片在炼胶机复炼时,设置厚度h=2r+0.4,,条形坯料体积为v1=l1×w×h=l1×w×(2r+0.4);
20、s203、当密封圈坯料体积v1为硫化成型密封圈体积v2的1.15倍,即v1=1.15v2时;当条形坯料长度l1是密封圈截面环形中心线长度为l2的1.05倍时,即l1=1.05l2时,此时硫化成型质量最优;
21、s204、最终得出坯料尺寸折算公式:目标条形坯料厚度h=2r+0.4,长度l1=1.05×3.14×(2r+d),宽度w=[1.15×3.14×r2×3.14×(2r+d)]/l1h。
22、本发明的有益效果是:本发明通过对航空橡胶密封圈坯料制作过程的自动控制,创造性的使坯料成型控制具备了自动计算、自动划制类功能,解决了手工折算频次高、计算量大、手工剪制速度慢类问题,极大地提高了密封圈质量和生产效率。
技术特征:
1.一种航空橡胶自动化制坯控制系统,其特征在于:包括:
2.根据权利要求1所述的一种航空橡胶自动化制坯控制系统,其特征在于:所述的数据存储模块的数据包括数百种不同密封圈胶片厚度h、体积v2、截面半径尺寸r、内径尺寸d、密封圈截面积为s、密封圈截面环形中心线长度为l2、对应的条形坯料长度l1、宽度w数据。
3.根据权利要求1所述的一种航空橡胶自动化制坯控制系统,其特征在于:所述的编辑模块中的现有的数据包括现有密封圈坯料加工参数长度l1和宽度w,编辑输入数据存储模块内无数据信息的新型密封圈截面半径r、内径尺寸d。
4.根据权利要求1所述的一种航空橡胶自动化制坯控制系统,其特征在于:所述的编辑模块中的加工参数包括胶料制坯速度、真空吸附面积。
5.根据权利要求1所述的一种航空橡胶自动化制坯控制系统,其特征在于:所述的中央处理单元包括控制电路、运算器和寄存器。
6.根据权利要求1所述的一种航空橡胶自动化制坯控制系统,其特征在于:所述的中央处理单元通过地址总线、数据总线、控制总线与数据存储模块的输入输出接口电路连接。
7.根据权利要求1所述的一种航空橡胶自动化制坯控制系统,其特征在于:所述的滑轨运行控制模块包括x轴滑轨、y轴滑轨、激光定位器、划制刀头。
8.利用权利要求1至7中任一项所述的一种航空橡胶自动化制坯控制系统的折算方法,其特征在于:其具体步骤如下:
9.根据权利要求1所述的一种航空橡胶自动化制坯控制系统的折算方法,其特征在于:所述的步骤s2中,设定好的plc算法程序具体为:
技术总结
本发明涉及航空橡胶密封圈坯料制作加工领域,具体是一种航空橡胶自动化制坯控制系统及其折算方法,系统包括:数据存储模块,用于存放自动制坯设备的系统程序、用户程序及工作类数据;编辑模块,用于在橡胶胶片制坯前,直接调用并编辑数据存储模块内现有数据及未存储数据;中央处理单元,作为整个设备运行控制的核心;滑轨运行控制模块,用于控制自动制坯设备;折算方法具体步骤如下:S1、查询调用现有数据;S2、自动计算未加工过密封圈坯料参数;S3、数据反馈;通过对航空橡胶密封圈坯料制作过程的自动控制,创造性的使坯料成型控制具备了自动计算、自动划制类功能,解决了手工折算频次高、计算量大、手工剪制速度慢类问题,极大地提高了密封圈质量和生产效率。
技术研发人员:尹卫亮,王翠红,胡水莲,贡晓洁
受保护的技术使用者:国营芜湖机械厂
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!