基于工业模型的高强度生产线协同优化与能效管理方法与流程
本技术涉及人工智能领域,尤其涉及基于工业模型的高强度生产线协同优化与能效管理方法。
背景技术:
1、智能生产线是一种高度自动化的生产方式,通过引入先进的传感器、机器人和人工智能技术,实现生产过程的智能化、自动化和可视化。智能生产线可以大幅提高生产效率,降低生产成本,提高产品质量,并减少对劳动力的依赖。
2、全园区覆盖的5g网络可以为智能生产线提供稳定、高效的通信支持,使生产线的各个环节实现实时监控和数据传输,提高生产线的协同效率。此外,全园区覆盖的5g网络还可以为企业提供远程监控、远程控制等服务,实现对整个生产园区的实时监控和管理,提高企业的管理水平和生产效率。
3、然而,由于无线通信的资源有限,在资源紧张可能导致通信不稳定,从而对智能生产线的网络服务的稳定性产生影响,因此,如何保证智能生产线的网络服务的稳定性是目前研究的热点问题。
技术实现思路
1、本技术实施例提供基于工业模型的高强度生产线协同优化与能效管理方法,用以保证智能生产线的网络服务的稳定性。
2、为达到上述目的,本技术采用如下技术方案:
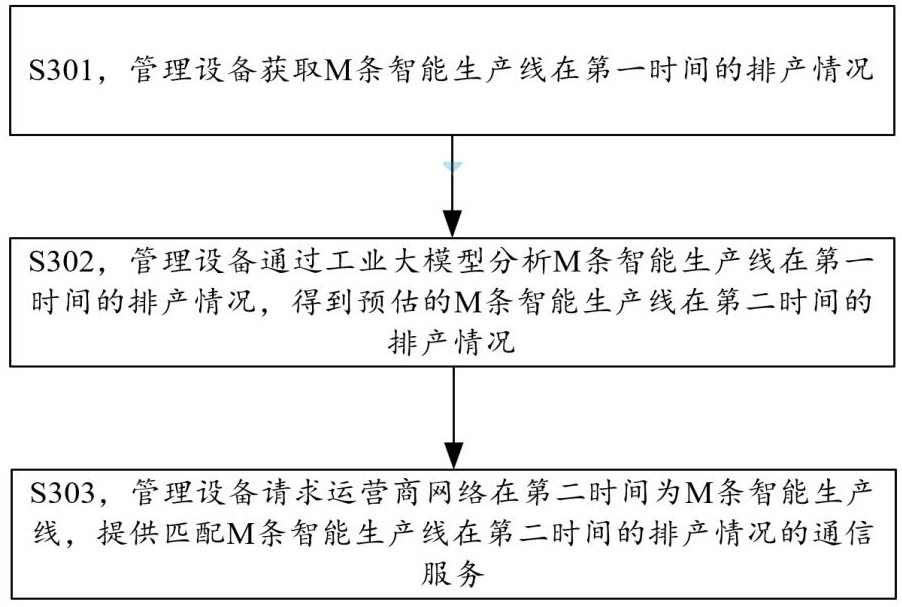
3、第一方面,本技术实施例提供了一种基于工业模型的高强度生产线协同优化与能效管理方法,该方法应用于园区生产线的管理设备,该方法包括:管理设备获取m条智能生产线在第一时间的排产情况,m为大于1的整数;管理设备通过工业大模型分析m条智能生产线在第一时间的排产情况,得到预估的m条智能生产线在第二时间的排产情况,其中,第二时间在第一时间之后;管理设备请求运营商网络在第二时间为m条智能生产线,提供匹配m条智能生产线在第二时间的排产情况的通信服务。
4、可选地,m条智能生产线在第一时间的排产情况包括:m条智能生产线各自在第一时间正排产的订单数目,以及m条智能生产线各自在第一时间等待排产的订单数目,管理设备获取m条智能生产线在第一时间的排产情况,包括:管理设备在第一时间从m条智能生产线各自的控制端,获取m条智能生产线各自在第一时间正排产的订单数目,以及m条智能生产线各自在第一时间等待排产的订单数目。
5、可选地,管理设备通过工业大模型分析m条智能生产线在第一时间的排产情况,得到预估的m条智能生产线在第二时间的排产情况,包括:管理设备通过工业大模型分析m条智能生产线各自在第一时间正排产的订单数目,以及m条智能生产线各自在第一时间等待排产的订单数目,得到预估的m条智能生产线各自在第二时间正排产的订单数目,以及m条智能生产线各自在第二时间等待排产的订单数目;其中,m条智能生产线在第二时间的排产情况包括m条智能生产线各自在第二时间正排产的订单数目,以及m条智能生产线各自在第二时间等待排产的订单数目。
6、可选地,工业大模型为卷积神经网络模型,管理设备通过工业大模型分析m条智能生产线各自在第一时间正排产的订单数目,以及m条智能生产线各自在第一时间等待排产的订单数目,得到预估的m条智能生产线各自在第二时间正排产的订单数目,包括:管理设备将m条智能生产线各自在第一时间正排产的订单数目,以及m条智能生产线各自在第一时间等待排产的订单数目,映射为第一图片表征,其中,第一图片包括m行双色条纹,m行双色条纹中每行双色条纹表征对应m条智能生产线中的一个智能生产线,m行双色条纹中每行双色条纹的两种颜色在该双色条纹中所占的比例表征:该双色条纹表征的一个智能生产线在第一时间正排产的订单数目与等待排产的订单数目的比例;管理设备通过工业大模型处理第一图片,得到第二图片,其中,第二图片包括m行双色条纹,m行双色条纹中每行双色条纹表征对应m条智能生产线中的一个智能生产线,m行双色条纹中每行双色条纹的两种颜色的长度分别表征该双色条纹表征的一个智能生产线在第二时间正排产的订单数目和等待排产的订单数目;管理设备根据第二图片,确定m条智能生产线各自在第二时间正排产的订单数目,以及m条智能生产线各自在第二时间等待排产的订单数目。
7、可选地,工业大模型为递归神经网络模型,递归神经网络模型的输入数据格式为输出n项数据,n大于或等于2*m,管理设备通过工业大模型分析m条智能生产线各自在第一时间正排产的订单数目,以及m条智能生产线各自在第一时间等待排产的订单数目,得到预估的m条智能生产线各自在第二时间正排产的订单数目,包括:管理设备将m条智能生产线各自在第一时间正排产的订单数目作为一项第一数据,并将m条智能生产线各自在第一时间等待排产的订单数目作为另一项第一数据,共前2*m项第一数据,以及管理设备将后n-2*m项第一数据填充为0;管理设备将前2*m项第一数据以及后n-2*m项第一数据,共n项第一数据输入递归神经网络模型,得到递归神经网络模型输出的n项第二数据,其中,n项第二数据中前2*m项第二数据为m条智能生产线各自在第二时间正排产的订单数目以及m条智能生产线各自在第二时间等待排产的订单数目,n项第二数据中后n-2*m项第二数据为0。
8、可选地,管理设备请求运营商网络在第二时间为m条智能生产线,提供匹配m条智能生产线在第二时间的排产情况的通信服务,包括:管理设备根据m条智能生产线在第二时间的排产情况,确定m条智能生产线在第二时间各自所需的通信资源;管理设备向运营商网络中的nef网元发送应用服务请求,其中,应用服务请求用以运营商网络在第二时间为m条智能生产线提供匹配通信资源的通信服务。
9、可选地,管理设备根据m条智能生产线在第二时间的排产情况,确定m条智能生产线在第二时间各自所需的通信资源,包括:管理设备根据预设的完成一个订单所需的单位通信资源、m条智能生产线各自在第二时间正排产的订单数目,以及m条智能生产线各自在第二时间等待排产的订单数目,确定m条智能生产线各自完成在第二时间正排产的订单所需的通信资源;其中,m条智能生产线各自完成在第二时间正排产的订单所需的通信资源即为m条智能生产线在第二时间各自所需的通信资源,单位通信资源包括单位时域资源和单位频域资源,单位时域资源表示完成一个订单所需的时间,单位频域资源表示完成一个订单过程中产生的通信所需的频域资源。
10、可选地,应用服务请求包括m条智能生产线各自在运营商网络中的标识,m条智能生产线各自的能力信息,以及m条智能生产线各自完成在第二时间正排产的订单所需的通信资源;其中,m条智能生产线各自的能力信息用于表示m条智能生产线各自最多能同时排产的订单数目。
11、可选地,运营商网络在第二时间为m条智能生产线提供匹配通信资源的通信服务是指:运营商网络中服务m条智能生产线的ran设备需要在第二时间为m条智能生产线预留通信资源。
12、第二方面,本技术实施例提供了一种基于工业模型的高强度生产线协同优化与能效管理系统,该系统包括园区生产线的管理设备,该系统被配置为:管理设备获取m条智能生产线在第一时间的排产情况,m为大于1的整数;管理设备通过工业大模型分析m条智能生产线在第一时间的排产情况,得到预估的m条智能生产线在第二时间的排产情况,其中,第二时间在第一时间之后;管理设备请求运营商网络在第二时间为m条智能生产线,提供匹配m条智能生产线在第二时间的排产情况的通信服务。
13、可选地,该系统被配置为:管理设备在第一时间从m条智能生产线各自的控制端,获取m条智能生产线各自在第一时间正排产的订单数目,以及m条智能生产线各自在第一时间等待排产的订单数目。
14、可选地,该系统被配置为:管理设备通过工业大模型分析m条智能生产线各自在第一时间正排产的订单数目,以及m条智能生产线各自在第一时间等待排产的订单数目,得到预估的m条智能生产线各自在第二时间正排产的订单数目,以及m条智能生产线各自在第二时间等待排产的订单数目;其中,m条智能生产线在第二时间的排产情况包括m条智能生产线各自在第二时间正排产的订单数目,以及m条智能生产线各自在第二时间等待排产的订单数目。
15、可选地,工业大模型为卷积神经网络模型,该系统被配置为:管理设备将m条智能生产线各自在第一时间正排产的订单数目,以及m条智能生产线各自在第一时间等待排产的订单数目,映射为第一图片表征,其中,第一图片包括m行双色条纹,m行双色条纹中每行双色条纹表征对应m条智能生产线中的一个智能生产线,m行双色条纹中每行双色条纹的两种颜色在该双色条纹中所占的比例表征:该双色条纹表征的一个智能生产线在第一时间正排产的订单数目与等待排产的订单数目的比例;管理设备通过工业大模型处理第一图片,得到第二图片,其中,第二图片包括m行双色条纹,m行双色条纹中每行双色条纹表征对应m条智能生产线中的一个智能生产线,m行双色条纹中每行双色条纹的两种颜色的长度分别表征该双色条纹表征的一个智能生产线在第二时间正排产的订单数目和等待排产的订单数目;管理设备根据第二图片,确定m条智能生产线各自在第二时间正排产的订单数目,以及m条智能生产线各自在第二时间等待排产的订单数目。
16、可选地,工业大模型为递归神经网络模型,递归神经网络模型的输入数据格式为输出n项数据,n大于或等于2*m,该系统被配置为:管理设备将m条智能生产线各自在第一时间正排产的订单数目作为一项第一数据,并将m条智能生产线各自在第一时间等待排产的订单数目作为另一项第一数据,共前2*m项第一数据,以及管理设备将后n-2*m项第一数据填充为0;管理设备将前2*m项第一数据以及后n-2*m项第一数据,共n项第一数据输入递归神经网络模型,得到递归神经网络模型输出的n项第二数据,其中,n项第二数据中前2*m项第二数据为m条智能生产线各自在第二时间正排产的订单数目以及m条智能生产线各自在第二时间等待排产的订单数目,n项第二数据中后n-2*m项第二数据为0。
17、可选地,该系统被配置为:管理设备根据m条智能生产线在第二时间的排产情况,确定m条智能生产线在第二时间各自所需的通信资源;管理设备向运营商网络中的nef网元发送应用服务请求,其中,应用服务请求用以运营商网络在第二时间为m条智能生产线提供匹配通信资源的通信服务。
18、可选地,该系统被配置为:管理设备根据预设的完成一个订单所需的单位通信资源、m条智能生产线各自在第二时间正排产的订单数目,以及m条智能生产线各自在第二时间等待排产的订单数目,确定m条智能生产线各自完成在第二时间正排产的订单所需的通信资源;其中,m条智能生产线各自完成在第二时间正排产的订单所需的通信资源即为m条智能生产线在第二时间各自所需的通信资源,单位通信资源包括单位时域资源和单位频域资源,单位时域资源表示完成一个订单所需的时间,单位频域资源表示完成一个订单过程中产生的通信所需的频域资源。
19、可选地,应用服务请求包括m条智能生产线各自在运营商网络中的标识,m条智能生产线各自的能力信息,以及m条智能生产线各自完成在第二时间正排产的订单所需的通信资源;其中,m条智能生产线各自的能力信息用于表示m条智能生产线各自最多能同时排产的订单数目。
20、可选地,运营商网络在第二时间为m条智能生产线提供匹配通信资源的通信服务是指:运营商网络中服务m条智能生产线的ran设备需要在第二时间为m条智能生产线预留通信资源。
21、第三方面,本技术实施例提供了一种计算机可读存储介质,所述存储介质上存储有程序代码,当所述程序代码被所述计算机运行时,执行如第一方面所述的方法。
22、综上,上述方法及装置具有如下技术效果:
23、管理设备可以当前的订单排产情况,通过工业大模型预估将来某个时间的订单排产情况,请求运营商网络给将来某个时间的订单排产情况提供与之匹配的通信服务,保证智能生产线的网络服务的稳定性,避免因通信资源紧张而对智能生产线的工作产生影响。
- 还没有人留言评论。精彩留言会获得点赞!