一种轴向振动切削加工刀具轨迹相位的调控方法
本发明属于机械加工,具体涉及一种轴向振动切削加工刀具轨迹相位的调控方法。
背景技术:
1、从加工精度、表面形貌及质量要求等方面考虑,振动辅助切削技术是一种卓有成效的加工方式,它的出现弥补了传统金属加工的不足。振动辅助切削过程中,切削刀具被施加激励,使得刀尖在切削过程中产生有规律的、稳定的微幅振动,同时,刀具和工件之间会有周期性的相互作用,通过合理设置振动参数和切削参数,该周期性的作用既可以形成工件表面规整的微织构,也可以在脆硬性难加工材料切削过程中有效地降低切削力和切削热,提高零部件的加工精度和表面质量。但由于难加工材料的塑性和韧性较好,其高速高效切削加工过程中往往会形成大量的缠乱的带状切屑,这种切屑体积大,不易清除,妨碍切削加工的正常进行,容易拉伤工件的已加工表面,破坏其表面完整性,并使表面粗糙度恶化,若切屑卡在机床运动副之间,则会影响机床的正常运行。因此,研究一种轴向振动切削加工刀具轨迹相位的调控方法对于控制相邻切削加工刀具轨迹,实现可控的切屑控制,进而在提高相邻两圈刀具轨迹切削宽度的调控效率方面具有重要意义。
技术实现思路
1、本发明的目的是提供一种轴向振动切削加工刀具轨迹相位的调控方法,该方法通过定量调整轴向振动切削加工中的易于调控参数,能更简洁高效地控制相邻切削加工刀具轨迹相位差,进而提高相邻两圈刀具轨迹切削宽度的调控效率。
2、实现本发明目的的技术方案包括如下步骤:
3、步骤1、依据振动系统参数和切削加工工艺参数导出相邻两圈刀具轨迹的相位差公式:
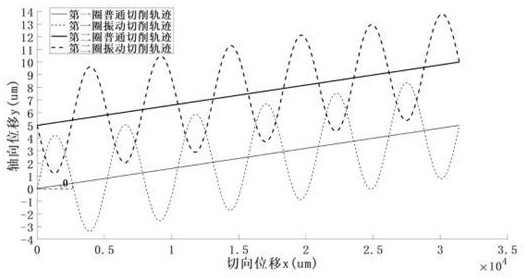
4、对于轴向振动切削,由于轴向振动的存在,相邻两圈刀具轨迹距离会随振动发生周期性的改变,为简化分析,将工件表面展开为平面,以和分别代表切削的切向位移和轴向位移;
5、普通切削时,刀具的运动轨迹方程表示为:
6、
7、
8、其中,为主轴转速;为工件直径;为切削时间;为车刀进给速度;
9、轴向振动切削时,刀具的运动轨迹方程表示为:
10、
11、
12、其中,为激振振幅;为激振频率;
13、则相邻两圈刀具轨迹,其轴向位移表达式为:
14、
15、
16、其中,,为每转进给量;为相邻两圈刀具轨迹的相位差;
17、相位差,其求解过程如下:
18、当刀具进给一圈时,令其时间为,,则普通切削一圈的运动轨迹长度为:
19、
20、代入得:
21、
22、其中,为刀具进给一圈时的切向位移,为刀具进给一圈时的轴向位移;
23、轴向振动切削时,一个振动周期的运动轨迹起点与终点的直线长度为:
24、
25、代入得:
26、
27、其中,为轴向振动切削时,一个振动周期的切向位移, , ,为切削切向位移方向与轨迹运动方向的夹角;
28、轴向振动切削时,刀具进给一圈的激振频率振动次数为:
29、
30、则相位差为:
31、
32、其中,为取不大于激振频率振动次数的最大整数。
33、步骤2、确定相位差公式中易于调控参数:
34、根据所述步骤1得到的相邻两圈刀具轨迹相位差公式,可以得到相邻两圈刀具轨迹相位差与工件直径、每转进给量、激振频率以及主轴转速有关,因为在轴向振动切削加工中刀具每转进给量远小于工件直径,相邻两圈刀具轨迹直径相等,所以激振频率与主轴转速是相邻两圈刀具轨迹相位差公式中易于调控参数。
35、步骤3、通过改变相位差公式中的确定调控参数,实现对轴向振动切削加工刀具轨迹相位的调控:
36、通过改变相位差公式中的激振频率与主轴转速,实现对轴向振动切削加工刀具轨迹相位的调控。
37、步骤4、通过对轴向振动切削加工刀具轨迹相位的调控,实现对相邻两圈刀具轨迹切削宽度的控制:
38、在振动切削加工中,相邻两圈刀具轨迹之间的距离代表切削宽度,的计算公式为:
39、
40、通过对计算公式(13)中轴向振动切削加工刀具轨迹相位的调控,实现对相邻两圈刀具轨迹切削宽度的控制。
41、本发明的优点是:本发明提供的一种轴向振动切削加工刀具轨迹相位的调控方法,该方法能更简洁高效地控制相邻切削加工刀具轨迹相位差,进而在提高相邻两圈刀具轨迹切削宽度的调控效率方面具有重要意义。
技术特征:
1.一种轴向振动切削加工刀具轨迹相位的调控方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种轴向振动切削加工刀具轨迹的调控方法,属于机械加工技术领域,本发明的方法:首先,依据振动系统参数和切削加工工艺参数导出相邻两圈刀具轨迹的相位差公式。然后,确定相位差公式中易于调控参数。接着,通过改变相位差公式中的确定调控参数,实现对轴向振动切削加工刀具轨迹相位的调控。最后,通过对轴向振动切削加工刀具轨迹相位的调控,实现对相邻两圈刀具轨迹切削宽度的控制。该方法能更简洁高效地控制相邻切削加工刀具轨迹相位差,进而在提高相邻两圈刀具轨迹切削宽度的调控效率方面具有重要意义。
技术研发人员:母德强,宋文明,王震,司苏美,司泽凯,苍鹏,李帅,李晓东,唐海亮,张继轩
受保护的技术使用者:长春工业大学
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!