一种S形加减速速度规划消除圆整误差的方法及装置与流程
本发明涉及计算机数控,尤其涉及一种s形加减速速度规划消除圆整误差的方法及装置。
背景技术:
1、在计算机数控系统中,影响工件加工过程的平稳性、精确性和稳定性的重要因素之一就是插补速度的规划。因此在满足机床运动学和动力学约束的前提下进行适当的速度规划成为了一个重要的研究课题。针对速度曲线、加速度曲线和加加速度曲线,目前已存在的加减速算法有t形加减速、s形加减速、指数型加减速、多项式型加减速等,其中s形加减速以其相对简单,而且速度和加速度曲线平滑的良好性能而被广泛应用于当前的多轴运动系统中。
2、此外,在计算机数控系统中,为了提高加工效率和质量,速度前瞻已经成为速度规划中必不可少的过程,而速度前瞻主要是为了在保障插补到最后一段时能够平稳减速到0,同时计算出每一段的最高拐弯速度或者说是末端速度。但是在每一段路径的实际插补时很难保证是插补周期的整数倍,因此在计算过程中的圆整误差是不可避免的,然而圆整误差的存在可能会影响加工精度和运动的平稳性。
3、现有的对圆整误差的补偿方法通常是对时间进行向上取整或者向下取整,时间向下取整会导致加速度和加加速度超过约束值,而向上取整虽然可以满足各方面的约束条件,但是插补时间变长,导致最终的末端速度相比前瞻计算出的允许的末端速度要降低。
技术实现思路
1、本发明目的一是提供一种s形加减速速度规划消除圆整误差的方法,具有提高工件加工的平稳性、精确性和稳定性的特点。
2、本发明的上述发明目的一是通过以下技术方案得以实现的:
3、一种s形加减速速度规划消除圆整误差的方法,包括:
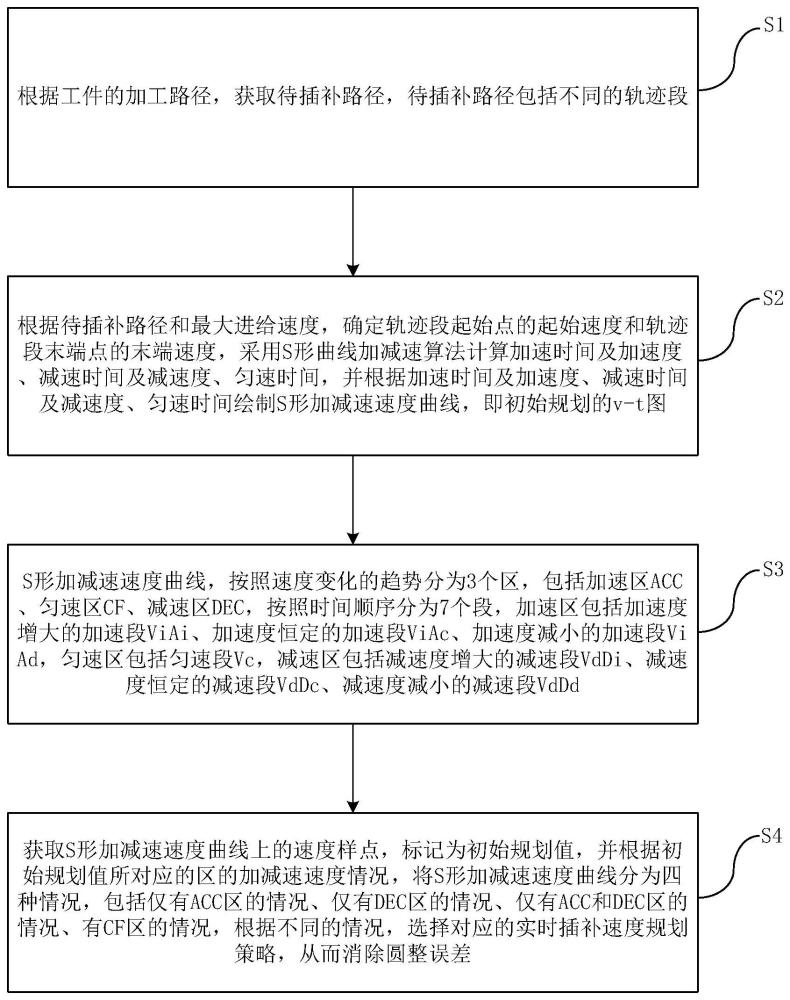
4、根据工件的加工路径,获取待插补路径,所述待插补路径包括不同的轨迹段;
5、根据待插补路径和最大进给速度,确定所述轨迹段起始点的起始速度和轨迹段末端点的末端速度,采用s形曲线加减速算法计算加速时间及加速度、减速时间及减速度、匀速时间,并根据所述加速时间及加速度、减速时间及减速度、匀速时间绘制s形加减速速度曲线,即初始规划的v-t图;
6、所述s形加减速速度曲线,按照速度变化的趋势分为3个区,包括加速区acc、匀速区cf、减速区dec,按照时间顺序分为7个段,加速区包括加速度增大的加速段viai、加速度恒定的加速段viac、加速度减小的加速段viad,匀速区包括匀速段vc,减速区包括减速度增大的减速段vddi、减速度恒定的减速段vddc、减速度减小的减速段vddd;
7、获取所述s形加减速速度曲线上的速度样点,标记为初始规划值,并根据所述初始规划值所对应的区的加减速速度情况,将所述s形加减速速度曲线分为四种情况,包括仅有acc区的情况、仅有dec区的情况、仅有acc和dec区的情况、有cf区的情况,根据不同的情况,选择对应的实时插补速度规划策略,从而消除圆整误差。
8、本发明在一较佳示例中可以进一步配置为,所述根据不同的情况,选择对应的实时插补速度规划策略,从而消除圆整误差,包括:
9、当所述s形加减速速度曲线为仅有acc区的情况时,计算出acc区的位移sacc、当前轨迹段的长度l,根据acc区的位移sacc和当前轨迹段的长度l,计算位移剩余量εround=l-sacc,获取插补周期相关的时间系数t,并进行如下判断,选择对应的实时插补速度规划策略来消除圆整误差:
10、当εround<vst时,先尝试向上取整一个插补周期作为起始速度vs,计算圆整误差补偿后的最大加速度a′,圆整误差补偿后的最大加加速度j′以及圆整误差补偿后的末端速度v′e;若v′e>vs,则向上取整一个插补周期作为起始速度vs,否则在不过当前轨迹段末端点的情况下进行转接处理,以初始规划的末端速度ve过渡到下一段的轨迹上,所述初始规划的末端速度ve为所述初始规划的v-t图上的初始规划的速度;
11、当vst<εround<δs′acc_1时,在viai段增加一个插补周期,对于不存在viac段的acc区,计算得到圆整误差补偿后的最大加速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
12、对于存在viac段的acc区,计算得到圆整误差补偿后的最大加速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
13、当δs′acc_1<εround<δs′acc_2时,在viac段增加一个插补周期,对于绘制所述s形加减速速度曲线阶段时不存在viac段的acc区,增加一个插补周期作为viac段,计算得到圆整误差补偿后的最大加速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
14、对于存在viac段的acc区,计算得到圆整误差补偿后的最大加速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
15、当δs′acc_2<εround<δs′acc_3时,在viad段增加一个插补周期,对于不存在viac段的acc区,计算得到圆整误差补偿后的最大加速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
16、对于存在viac段的acc区,计算得到圆整误差补偿后的最大加速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
17、当δs′acc_3<εround时,以初始规划的末端速度ve增加一个插补周期,计算得到圆整误差补偿后的最大加速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e。
18、本发明在一较佳示例中可以进一步配置为,所述根据不同的情况,选择对应的实时插补速度规划策略,从而消除圆整误差,还包括:
19、当所述s形加减速速度曲线为仅有dec区的情况时,计算出dec区的位移sdec、当前轨迹段的长度l,根据dec区的位移sdec和当前轨迹段的长度l,计算位移剩余量εround=l-sdec,并进行如下判断,选择对应的实时插补速度规划策略来消除圆整误差:
20、当δs′dec_1<εround<vst时,增加一个插补周期作为起始速度vs,计算圆整误差补偿后的最大加速度a′,圆整误差补偿后的最大加加速度j′以及圆整误差补偿后的末端速度v′e:
21、当δs′dec_2<εround≤δs′dec_1时,在vddi段增加一个插补周期,对于不存在vddc段的dec区,计算得到圆整误差补偿后的最大减速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
22、对于存在vddc段的dec区,计算得到圆整误差补偿后的最大减速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
23、当δs′dec_3<εround≤δs′dec_2时,在vddc段增加一个插补周期,对于绘制所述s形加减速速度曲线阶段时不存在vddc段的dec区,增加一个插补周期作为vddc段,计算得到圆整误差补偿后的最大减速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
24、对于存在vddc段的dec区,计算得到圆整误差补偿后的最大减速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
25、当vet<εround≤δs′dec_3时,在vddd段增加一个插补周期,对于不存在vddc段的dec区,计算得到圆整误差补偿后的最大减速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
26、对于存在vddc段的dec区,计算得到圆整误差补偿后的最大减速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
27、当δs′dec_3≤εround≤vet时,以初始规划的末端速度ve增加一个插补周期,计算得到圆整误差补偿后的最大减速度a′,圆整误差补偿后的各段的加加速度以及圆整误差补偿后的末端速度v′e;
28、当εround<δs′dec_3时,则在不过当前轨迹段末端点的情况下进行转接处理,以初始规划的末端速度ve过渡到下一段的轨迹上。
29、本发明在一较佳示例中可以进一步配置为,所述根据不同的情况,选择对应的实时插补速度规划策略,从而消除圆整误差,还包括:
30、当所述s形加减速速度曲线为仅有acc和dec区的情况时,增加一个插补周期作为cf区,计算acc区的位移sacc、dec区的位移sdec、cf区的位移svc,计算当前轨迹段的长度l,根据acc区的位移sacc、dec区的位移sdec、cf区的位移svc和当前轨迹段的长度l,计算位移剩余量εround=l-sacc-specsvc,并进行如下判断,选择对应的实时插补速度规划策略来消除圆整误差:
31、当εround<vst&&εround<vet时,则在不过当前轨迹段末端点的情况下进行转接处理,以初始规划的末端速度ve过渡到下一段的轨迹上;
32、当vst<εround<vet时,则选择仅有acc区的插补策略;
33、当vet<εround时,则选择仅有dec区的插补策略。
34、本发明在一较佳示例中可以进一步配置为,所述根据不同的情况,选择对应的实时插补速度规划策略,从而消除圆整误差,还包括:
35、当所述s形加减速速度曲线为存在有cf区的情况时,获取初始规划的起始速度vs、初始规划的末端速度ve、初始规划的最大速度vm,进行如下判断,选择对应的实时插补速度规划策略来消除圆整误差:
36、当不存在acc和dec区时,即vs=ve=vm,则在不过当前轨迹段末端点的情况下进行
37、转接处理,以初始规划的末端速度ve过渡到下一段的轨迹上;
38、当存在acc和cf区时,即vs<ve&&ve=vm,则选择仅有acc区的插补策略;
39、当存在cf和dec区时,即vs<ve&&vs=vm,则选择仅有dec区的插补策略;
40、当存在acc、cf和dec区时,即vs<vm&&ve=vm,若vs≤ve,则选择仅有acc区的插补策略,否则选择仅有dec区的插补策略。
41、本发明在一较佳示例中可以进一步配置为,所述在不过当前轨迹段末端点的情况下进行转接处理,以初始规划的末端速度ve过渡到下一段的轨迹上,包括:
42、设末端点为点b、前一轨迹段为ab、下一轨迹段为bc,所述轨迹段ab上有一点p,所述轨迹段bc上有一点q,设轨迹段ab的初始规划的起始速度为vs、初始规划的末端速度为ve,设|pb|为轨迹段ab中的位移剩余量,所述|qb|满足|pb|<vets&&|pb|<υst;根据所述点b与所述点q之间的距离|bq|、所述点p与所述点b之间的距离|pb|、所述点p与所述点q之间的距离|pq|、所述前一轨迹段为ab与所述下一轨迹段为bc之间的夹角∠abc,计算所述点q的位置坐标;
43、根据所述点q的位置坐标,将下一个插补周期插补到所述下一轨迹段bc上,位于所述点q,从而以初始规划的末端速度ve过渡到所述下一轨迹段bc上。
44、本发明在一较佳示例中可以进一步配置为,所述根据所述点b与所述点q之间的距离|bq|、所述点p与所述点b之间的距离|pb|、所述点p与所述点q之间的距离|pq|、所述前一轨迹段为ab与所述下一轨迹段为bc之间的夹角∠abc,计算所述点q的位置坐标,包括:
45、求解三角余弦公式(1);
46、|bq|2+|pb|2-2|bq||pb|cos∠abc=|pq|2 (1)
47、令所述|pq|满足|pq|=vets,解得式(2):
48、qx=bx+(cx-bx)|bq|/|bc|
49、qy=by+(cy-by)|bq|/|bc| (2)
50、qz=bz+(cz-bz)|bq|/|bc|
51、得到所述点q的位置坐标。
52、本发明在一较佳示例中可以进一步配置为,所述δs′acc_1为在viai段增加一个插补周期下,保持初始规划的末端速度不变的位移增量;所述δs′acc_2为在viac段增加一个插补周期下,保持初始规划的末端速度不变的位移增量;所述δs′acc_3为在viad段增加一个插补周期下,保持初始规划的末端速度不变的位移增量。
53、本发明在一较佳示例中可以进一步配置为,所述δs′dec_1为在vddi段增加一个插补周期下,保持初始规划的末端速度不变的位移增量;所述δs′dec_2为在vddc段增加一个插补周期下,保持初始规划的末端速度不变的位移增量;所述δs′dec_3为在vddd段增加一个插补周期下,保持末端速度不变的位移增量;所述δsdec_3为在进行圆整误差补偿前的vddd段的位移增量。
54、本发明目的二是提供一种s形加减速速度规划消除圆整误差的装置,具有提高工件加工的平稳性、精确性和稳定性的特点。
55、本发明的上述发明目的二是通过以下技术方案得以实现的:
56、一种s形加减速速度规划消除圆整误差的装置,包括:
57、获取模块,用于根据工件的加工路径,获取待插补路径;
58、绘制模块,用于根据待插补路径和最大进给速度,确定所述轨迹段起始点的起始速度和轨迹段末端点的末端速度,采用s形曲线加减速算法计算加速时间及加速度、减速时间及减速度、匀速时间,并根据所述加速时间及加速度、减速时间及减速度、匀速时间绘制s形加减速速度曲线,即初始规划的v-t图;
59、划分模块,用于所述s形加减速速度曲线,按照速度变化的趋势划分为3个区,包括加速区acc、匀速区cf、减速区dec,按照时间顺序划分为7个段,加速区包括加速度增大的加速段viai、加速度恒定的加速段viac、加速度减小的加速段viad,匀速区包括匀速段vc,减速区包括减速度增大的减速段vddi、减速度恒定的减速段vddc、减速度减小的减速段vddd;
60、选择模块,用于获取所述s形加减速速度曲线上的速度样点,标记为初始规划值,并根据所述初始规划值所对应的区的加减速速度情况,将所述s形加减速速度曲线分为四种情况,包括仅有acc区的情况、仅有dec区的情况、仅有acc和dec区的情况、有cf区的情况,根据不同的情况,选择对应的实时插补速度规划策略,从而消除圆整误差。
61、综上所述,本发明包括以下至少一种有益技术效果:
62、1.通过采用本技术方案,改造s形加减速速度曲线从而对圆整误差进行补偿,在向上取整方法无法保障加速度和加加速度遵行约束条件的时候,通过不过末端点处理的方法转接到下一段轨迹。而对于速度圆整误差时间向四舍五入取整,这样可以减少加速度和加加速度的越界量,再结合位移误差向上取整就可以完美的限制加速度和加加速度在约束范围内。通过本发明的误差补偿方法可以在速度和精度上达到最优解决方案;
63、2.由于位移圆整误差或剩余量太小,所以下一个插补周期将直接跳转到下一段轨迹上,所产生的几何误差相比于插补到末端点而引起机器振动导致的误差,是可以被接受的,因此采用不过末端点的转接处理方法能够保证工件在加工过程中的平稳性、精确性和稳定性;
64、3.本技术方案通过分类讨论的数学思想,对于消除圆整误差的实时插补速度规划策略进行分类讨论,可以考虑到不同工作环境和任务需求的变化,选择相应的速度规划策略。这样可以使工件加工机器具备更强的适应性,能够在不同情况下灵活调整速度规划,提高工作表现和应对能力。
- 还没有人留言评论。精彩留言会获得点赞!