一种斜直一体封边机控制系统的制作方法
本发明涉及封边机电气控制系统,尤其是指一种斜直一体封边机控制系统。
背景技术:
1、随着定制家具样式越来越多元化,加工工艺也不断更新。以前柜门、抽屉面板等要另外安装门手把。现工艺需要把板材进行封斜直边或者封全斜边来做隐藏式门手把,既美观又节省成本。现市场上大部分封边机都是只能封直边,不能封斜直边、全斜边,不能满足新的加工工艺,导致需要更换不同的封边机类型来进行加工,影响生产效率,自动化程度低。
技术实现思路
1、本发明针对现有技术的问题提供一种斜直一体封边机控制系统,能让一台封边机分别封全直边、斜直边、全斜边的功能,并带有一键切换三种加工模式的功能,自动化程度高,生产效率高,有效的解决传统的单一加工工艺问题。
2、为了解决上述技术问题,本发明采用如下技术方案:
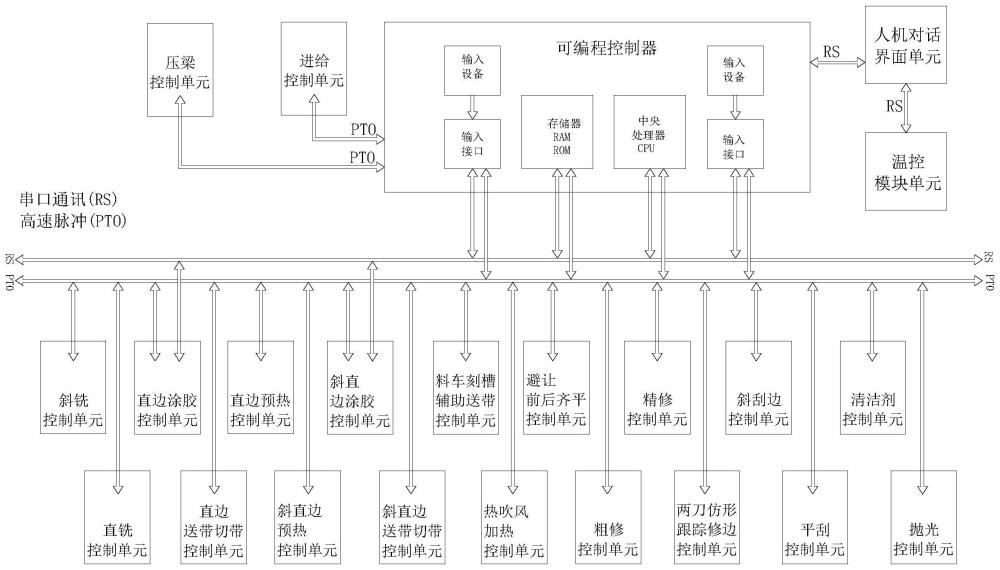
3、本发明提供了一种斜直一体封边机控制系统,其包括可编程控制器、人机对话控制单元以及斜直一体封边控制单元,所述人机对话控制单元和所述斜直一体封边控制单元分别与所述可编程控制器通讯连接;所述斜直一体封边控制单元包括斜直边加工模式、全直边加工模式以及全斜边加工模式,所述人机对话控制单元设置有一键切换单元,所述一键切换单元用于将所述斜直一体封边控制单元的加工模式切换为斜直边加工模式、全直边加工模式和全斜边加工模式中的一种;当所述斜直一体封边控制单元处于斜直边加工模式时,对工件的斜直边进行封边和修整;当所述斜直一体封边控制单元处于全直边加工模式时,对工件的全直边进行封边和修整;当所述斜直一体封边控制单元处于全斜边加工模式时,对工件的全斜边进行封边和修整。
4、其中,所述斜直一体封边机包括直铣机构、斜铣机构、直边涂胶加热机构、直边送带切带机构、直边预热机构、斜边预热机构、斜直边涂胶加热机构、斜直边送带切带机构、料车辅助送带刻槽机构、热吹风加热结构、避让前后齐头机构、粗修机构、精修机构、两刀仿形跟踪修边机构、斜刮刀机构、大平刮机构、清洁剂机构以及抛光机构;
5、斜直一体封边控制单元包括直铣控制单元、斜铣控制单元、直边涂胶控制单元、直边送带切带控制单元、直边预热控制单元、斜直边预热控制单元、斜直边涂胶控制单元、斜直边送带切带控制单元、料车辅助送带刻槽控制单元、热吹风加热控制单元、避让前后齐平控制单元、粗修控制单元、精修控制单元、两刀仿形跟踪修边控制单元、斜刮刀控制单元、大平刮控制单元、清洁剂控制单元以及抛光控制单元;
6、所述直铣控制单元、斜铣控制单元、直边涂胶控制单元、直边送带切带控制单元、直边预热控制单元、斜直边预热控制单元、斜直边涂胶控制单元、斜直边送带切带控制单元、料车辅助送带刻槽控制单元、热吹风加热控制单元、避让前后齐平控制单元、粗修控制单元、精修控制单元、两刀仿形跟踪修边控制单元、斜刮刀控制单元、大平刮控制单元、清洁剂控制单元和抛光控制单元分别与所述直铣机构、斜铣机构、直边涂胶加热机构、直边送带切带机构、直边预热机构、斜边预热机构、斜直边涂胶加热机构、斜直边送带切带机构、料车辅助送带刻槽机构、热吹风加热结构、避让前后齐头机构、粗修机构、精修机构、两刀仿形跟踪修边机构、斜刮刀机构、大平刮机构、清洁剂机构以及抛光机构连接。
7、其中,所述斜直一体封边机控制系统还包括压梁控制单元以及进给控制单元,所述压梁控制单元以及进给控制单元分别与可编程控制器通讯连接;
8、所述压梁控制单元包括压梁i/o模块、压梁位置模块、压梁驱动电机、接触器以及热继电器,所述可编程控制器通过压梁i/o模块与所述接触器的输入端连接,所述接触器通过所述热继电器与所述压梁驱动电机的输入端连接,所述压梁位置模块与所述可编程控制器连接;
9、所述进给控制单元包括进给板驱动电机、进给板变频器、进给板i/o模块以及进给板位置模块,所述可编程控制器通过进给板i/o模块控制所述进给板变频器工作,可编程控制器通过串行通讯单元将不同的频率信号输入所述进给板变频器,所述进给板变频器的输出端与所述进给板驱动电机连接,所述进给板位置模块与所述可编程控制器连接。
10、其中,所述可编程控制器包括中央处理器cpu以及分别与中央处理器cpu连接的存储器和多个输入接口,多个输入接口分别与所述直铣控制单元、斜铣控制单元、直边涂胶控制单元、直边送带切带控制单元、直边预热控制单元、斜直边预热控制单元、斜直边涂胶控制单元、斜直边送带切带控制单元、料车辅助送带刻槽控制单元、热吹风加热控制单元、避让前后齐平控制单元、粗修控制单元、精修控制单元、两刀仿形跟踪修边控制单元、斜刮刀控制单元、大平刮控制单元、清洁剂控制单元以及抛光控制单元一一对应连接。
11、其中,所述直铣控制单元包括直铣i/o模块、直铣接触器以及直铣刀具电机,所述可编程控制器通过直铣i/o模块与直铣接触器连接,所述直铣接触器与直铣刀具电机驱动连接;
12、所述斜铣控制单元包括斜铣i/o模块、斜铣接触器以及斜铣刀具电机,所述可编程控制器通过斜铣i/o模块与斜铣接触器连接,所述斜铣接触器与斜铣刀具电机驱动连接;
13、所述斜直边涂胶控制单元包括直边涂胶模块以及斜直边涂胶模块,直边涂胶模块包括直边涂胶i/o模块、直边涂胶变频器以及直边涂胶电机,所述可编程控制器通过直边涂胶i/o模块与所述直边涂胶变频器连接;所述直边涂胶变频器与所述直边涂胶电机驱动连接;
14、斜边涂胶模块包括斜边涂胶i/o模块、斜边涂胶变频器以及斜边涂胶电机,所述可编程控制器通过斜边涂胶i/o模块与所述斜边涂胶变频器连接;所述斜边涂胶变频器与所述斜边涂胶电机驱动连接;
15、所述斜直边涂胶控制单元包括斜直边发热i/o模块、斜直边发热温度模块、斜直边发热接触器、斜直边发热管以及斜直边热电偶,所述可编程控制器通过斜直边发热i/o模块与斜直边发热接触器连接,所述斜直边发热接触器与斜直边发热管连接,所述斜直边热电偶设置于斜直边发热管的一侧,斜直边热电偶通过斜直边温度模块与所述可编程控制器连接。
16、其中,所述料车辅助送带刻槽控制单元包括刻槽装置、斜边辅助送带装置以及直边辅助送带装置,所述刻槽装置、斜边辅助送带装置以及直边辅助送带装置分别与所述可编程控制器单元连接;
17、所述刻槽装置包括刻槽i/o模块、刻槽变频器和刻槽电机,所述可编程控制器通过刻槽i/o模块与刻槽变频器连接,所述刻槽变频器与刻槽电机连接;
18、所述斜边辅助送带装置以及直边辅助送带装置均包括辅助送带i/o模块、辅助送带接触器和辅助送带电机,所述可编程控制器通过辅助送带i/o模块与辅助送带接触器连接,所述辅助送带接触器与辅助送带电机连接;
19、所述斜边辅助送带装置以及直边辅助送带装置还包括辅助送带电磁阀和辅助送带气缸,所述可编程控制器通过辅助送带i/o模块与辅助送带电磁阀连接,所述辅助送带电磁阀与所述辅助送带气缸连接;
20、所述热吹风加热控制单元包括热吹风i/o模块、热吹风继电器和热吹风电机,所述可编程控制器通过热吹风i/o模块与热吹风继电器连接,所述热吹风继电器与热吹风电机连接;
21、所述直边涂胶控制单元包括直边胶装置,所述直边胶装置设置有与所述可编程控制器连接;所述直边发热单元包括直边发热i/o模块、直边发热温度模块、直边发热接触器、直边发热管以及直边热电偶,所述可编程控制器通过直边发热i/o模块与直边发热接触器连接,所述直边发热接触器与直边发热管连接,所述直边热电偶设置于直边发热管的一侧,直边热电偶通过直边温度模块与所述可编程控制器连接;
22、所述直边预热控制单元包括直边预热i/o模块、直边预热固态继电器和直边预热灯,所述可编程控制器通过直边预热i/o模块与直边预热固态继电器连接,所述直边预热固态继电器与直边预热灯连接;
23、所述斜直边预热控制单元包括斜直边预热i/o模块、斜直边预热固态继电器和斜直边预热灯,所述可编程控制器通过斜直边预热i/o模块与斜直边预热固态继电器连接,所述斜直边固态继电器与斜直边预热灯连接。
24、其中,所述避让前后齐平控制单元包括前后齐平位置模块、第一前后齐平i/o模块、前后齐平变频器、前后齐平刀具电机、第二前后齐平i/o模块、前齐平电磁阀、前齐平气缸、前避让电磁阀、前避让气缸、后齐平电磁阀、后齐平气缸、后避让电磁阀和后避让气缸,所述可编程控制器通过第一前后齐平i/o模块与前后齐平变频器连接,所述前后齐平变频器与前后齐平刀具电机驱动连接,所述可编程控制器通过第二前后齐平i/o模块分别与前齐平电磁阀、前避让电磁阀、后齐平电磁阀和后避让电磁阀连接,所述前齐平电磁阀、前避让电磁阀、后齐平电磁阀和后避让电磁阀分别与所述前齐平气缸、前避让气缸、后齐平气缸和后避让气缸驱动连接;
25、所述直边送带切带控制单元包括直边第一送带i/o模块、直边第二送带i/o模块、直边送带电磁阀、直边送带气缸、直边送带变频器、直边送带电机、直边切带i/o模块、直边压带i/o模块、直边切带电磁阀、直边切带气缸、直边压带电磁阀以及直边压带气缸;所述可编程控制器分别通过直边第一送带i/o模块和直边第二送带i/o模块与直边送带电磁阀和直边送带变频器连接,直边送带电磁阀与直边送带气缸驱动连接,直边送带变频器与直边送带电机驱动连接;所述可编程控制器分别通过直边切带i/o模块和直边压带i/o模块与直边切带电磁阀和直边压带电磁阀连接,直边切带电磁阀与直边切带气缸驱动连接,直边压带电磁阀与直边压带气缸驱动连接;
26、所述斜边送带切带控制单元包括斜边第一送带i/o模块、斜边第二送带i/o模块、斜边送带电磁阀、斜边送带气缸、斜边送带变频器、斜边送带电机、斜边切带i/o模块、斜边压带i/o模块、斜边切带电磁阀、斜边切带气缸、斜边压带电磁阀以及斜边压带气缸;所述可编程控制器分别通过斜边第一送带i/o模块和斜边第二送带i/o模块与斜边送带电磁阀和斜边送带变频器连接,斜边送带电磁阀与斜边送带气缸驱动连接,斜边送带变频器与斜边送带电机驱动连接;所述可编程控制器分别通过斜边切带i/o模块和斜边压带i/o模块与斜边切带电磁阀和斜边压带电磁阀连接,斜边切带电磁阀与斜边切带气缸驱动连接,斜边压带电磁阀与斜边压带气缸驱动连接。
27、其中,所述两刀仿形跟踪修边控制单元包括仿形i/o模块、修边i/o模块、仿形位置模块、仿形修边模块、第一仿形修头模块、第二仿形修头模块、第一仿形修尾模块以及第二仿形修尾模块,所述仿形i/o模块、仿形位置模块以及修边i/o模块均用于通过高速脉冲与可编程控制器通讯连接;
28、所述仿形位置模块与仿形i/o模块通讯连接并用于检测板材的位置,所述第一仿形修头模块、第二仿形修头模块与仿形i/o模块通讯连接并用于带动仿形修边模块对板材的前端进行避让,所述第一仿形修尾模块以及第二仿形修尾模块与仿形i/o模块通讯连接并用于带动修边模块对板材的后端进行避让;所述第一仿形修尾模块以及第二仿形修尾模块与修边i/o模块通讯连接并用于对板材的前后端进行切割;
29、所述仿形修边模块包括仿形避让气缸、仿形传感器,所述仿形传感器与仿形i/o模块通讯连接并用于检测仿形避让气缸的位置,所述仿形传感器与仿形i/o模块通讯连接并用于检测仿形避让气缸的位置;
30、所述仿形修边模块包括变频器以及若干修边刀具电机,所述修边变频器分别与修边i/o模块和若干修边刀具电机电连接;若干所述修边刀具电机分别与前仿形修边模块和后仿形修边模块传动连接,若干所述修边刀具电机的输出轴均设有刀具;
31、所述粗修控制单元包括粗修i/o模块、粗修变频器、粗修刀具电机、粗修电磁阀以及粗修避让气缸,所述可编程控制器通过粗修i/o模块与粗修变频器、粗修电磁阀连接,所述粗修变频器与所述粗修刀具电机驱动连接,所述粗修电磁阀与所述粗修避让气缸驱动连接;
32、所述精修控制单元包括精修i/o模块、精修变频器、精修刀具电机、精修电磁阀以及精修避让气缸,所述可编程控制器通过精修i/o模块与精修变频器、精修电磁阀连接,所述精修变频器与所述精修刀具电机驱动连接,所述精修电磁阀与所述精修避让气缸驱动连接。
33、其中,所述斜刮刀控制单元包括斜刮刀i/o模块、斜刮刀电磁阀、清洁吹气电磁阀以及斜刮刀避让气缸,所述可编程控制器通过斜刮刀i/o模块分别与斜刮刀电磁阀、清洁吹气电磁阀连接,所述斜刮刀电磁阀与斜刮刀避让气缸驱动连接;
34、所述平刮控制单元包括大平刮i/o模块、平刮电磁阀以及平刮避让气缸,所述可编程控制器通过平刮i/o模块与平刮电磁阀连接,平刮电磁阀与平刮避让气缸驱动连接;
35、所述清洁剂控制单元包括清洁i/o模块、清洁位置模块和清洁电磁阀,所述可编程控制器通过清洁i/o模块与清洁电磁阀连接,清洁位置模块与所述可编程控制器连接;
36、所述抛光控制单元包括抛光i/o模块、抛光接触器、摆动接触器、抛光电机和摆动电机,所述可编程控制器通过抛光i/o模块分别与抛光接触器、摆动接触器连接,所述抛光接触器和摆动接触器分别与抛光电机和摆动电机驱动连接。
37、本发明还提供了一种斜直一体封边机控制系统的加工方法,其包括以下步骤:
38、s1、开机运行系统,查看是否有故障报警,如有报警先解除报警;
39、s2、一键切换选择加工模式:斜直边加工模式、全直边加工模式或全斜边加工模式;
40、s3、按照加工板材的厚度,设置压粱高度自动定位;
41、s4、设置胶水温度,启动加热;
42、s5、根据选择的加工模式来开启的功能部件,一键启动;
43、s6、放入加工工件进行加工。
44、本发明的有益效果:
45、本发明设计巧妙,方便作业人员操作和使用,有效提高生产效率以及对斜直一体封边控制单元的调整,方便自动封边机对板材工件分别加工出直边、斜直边、全斜边,并且带有一键切换加工模式的功能,一次性就能完成了板材成型、封边、修整的加工工序,自动化程度高,生产效率高,一体化的控制,控制更加方便、高效。
- 还没有人留言评论。精彩留言会获得点赞!