基于多传感器数据决策融合的超声焊接质量预测方法
本发明涉及基于多传感器数据决策融合的超声焊接质量预测方法,属于超声波焊接。
背景技术:
1、超声波焊接原理是利用超声频率的机械振动能量,连接同种材料或异种材料的一种特殊方法。在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将线框振动能量转变为工件间的摩擦功、形变能及有限的温升。超声波焊接广泛应用于动力电池制造、线束连接、汽车部件焊接等多个工业领域。
2、传统锂电池超声焊接质量检测方法多为离线有损检测方法,即通过测量样品的连接剪切强度实现焊接质量检测。单个样品检测即报废,无法实现全批次质量检测,另外,针对过度焊接的情况,其剥离峰值偏差范围大,需要借助电子显微镜二次确认。现有离线有损检测方法由于损害样品、抽检率低、准确性不高、实时性差、效率低等问题,已经不适应于电动汽车大规模工业生产的需要。并且,目前的质量检测方法仅通过焊接样本接头强度来考虑焊接样品的力学性能,从而忽略了电导率的关键作用。
3、超声焊接质量受到焊接压力、超声振幅、焊接能量与随机外部干扰等多个因素影响,焊接状态数据量极大,且异常数据远少于正常数据,传统方法难以实现焊接质量的在线监测。近年来随着机器学习技术,特别是深度学习技术的突破,依据大量状态监控数据,分析、挖掘和有效利用故障的演化规律,成为切实可行的思路。
技术实现思路
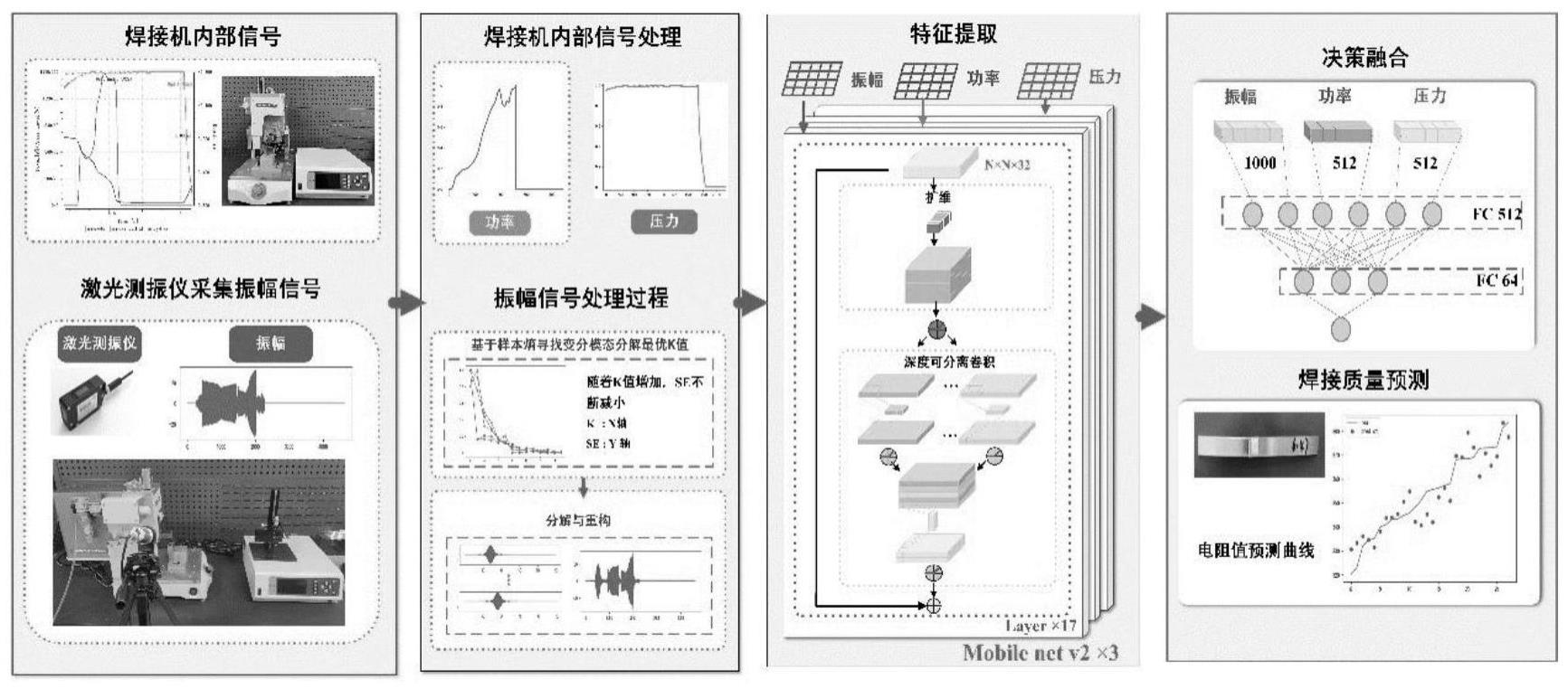
1、为了克服现有研究的不足,本发明提供了一种基于多源传感器融合和深度学习的超声波金属焊接端到端在线质量监测方法,依据线束连接对超声焊接质量的要求,首次通过预测焊接样本电阻值的方式,对焊接质量进行评估;提出一种基于最小样本熵的变分模态分解(se-vmd)方法,对焊接过程中复杂的振幅数据进行分解,有效的过滤出符合超声工作频率的振幅分量,并基于分量进行数据重构;确定出基于振幅、功率、压力三种传感器数据和mobile net v2的决策融合模型,对焊接样本的电气特性进行精准预测。
2、多源传感器数据来源方面,通过多普勒激光测振仪测量超声焊头的振幅数据,并获取焊接机得到焊接过程中的关键参数变化,如功率、压力、深度,拟寻找出最优最高效的传感器组合,并确定出数据融合、特征融合和决策融合三种传感器数据融合方式中准确度最高的融合策略。
3、基于多传感器数据决策融合的超声焊接质量预测方法的具体步骤如下:
4、步骤一:获取数据:使用激光测振仪实时采集超声焊头的振幅数据,记为h;通过焊接机导出焊接过程中关键参数的变换情况,其中w表示功率、p表示压力、d表示深度;通过回路电流发生器,测量焊接样本的电阻值。
5、步骤二:数据预处理:为了方便后期深度学习模型训练,将h、w、p、d四类数据用0值填充至等长,并将其转化为二维图像数据,其中h需要先经过降采样以及se-vmd处理。
6、步骤三:特征提取与电阻值预测:提取步骤二获取的数据,分别放入mobile netv2模型中提取特征,然后将提取到的四组特征经过全连接层网络预测电阻值,对比不同传感器数据预测的结果。
7、步骤四:传感器数据融合:验证h、w、p、d四类数据之间的不同组合方式,在数据融合、特征融合和决策融合三种融合策略上取得的效果,选取最优的数据组合方式和对应的融合策略。
8、所述步骤二具体包括以下步骤:
9、步骤2.1:本文发明使用焊接过程中的四种关键数据,分别为激光传感器测得的超声焊头振幅(h),通过焊接机内部导出的压力(p)、深度(d)和功率(w)变化曲线,并将这三类数据进行归一化处理使数据分布在[0,1]之间:
10、
11、式中,三类数据中任意一类数据x={x1,x2,x3,…,xn},xi表示某一类数据中第i个样本数据,n表示该类数据的长度,max(x)表示这类数据中的最大值,min(x)表示这类数据中的最小值;
12、步骤2.2:激光传感器的采样频率为312.5khz,在一个焊接过程会采集到两百万个点,但是其中有效数据长度仅为三十万左右。因此需要人为截取这段有效数据长度,并每隔100个点保留1个点进行降采样,将数据降维,并用0值将振幅数据和步骤2.1中的三类数据填充至等长。
13、步骤2.3:基于se-vmd将振幅数据进行分解与重构。由于振幅数据复杂程度较高,涉及多模态混叠和大量噪声干扰,如果直接放入模型中训练,会影响预测效果.本发明通过变分模态分解vmd来消除多模态混叠对预测效果带来的影响。值得注意的是,当使用vmd方法时,分解次数k会对分解结果产生很大影响。如果k太小,分解后的子序列将丢失信息或导致模态混叠。相反,当k很大时会出现过度分解、浪费计算资源的问题,从而甚至影响后续的预测。因此发明文采用最小样本熵(se)准则确定最优k值。为了评估vmd分解后序列的复杂性,获取最优的分解层数k,引入样本熵se。当振幅子序列较复杂时,se的计算值会较大,反之亦然。据此,应用vmd分解振幅后,计算每个子序列的se值,se最小的序列为振幅数据的趋势项。当分解数k较小时,可能导致数据分解过度,丢失有效数据;而其他干扰项混在趋势项中,导致se值增大。当取适当的k值时,趋势项的se会变小。之后,随着分解数k变大,se逐渐趋于稳定。因此,趋势项se趋于稳定的转折点的k值被视为vmd的最优分解次数。
14、在确定k之后,振幅数据经过vmd处理后,获得k个模态分量。在k个模态分量中,挑选出在超声工作频率(19khz-20khz)范围内的模态分量,并通过累加的方式重构振幅数据,以去除噪声干扰。
15、步骤2.4:由于卷积网络对图像特征具有很好的提取能力和表现力,故将步骤2.3处理后的振幅数据转化为68×68×1的三维图像。由于功率、压力和深度数据复杂度较低,直接转化为68×68×1的三维图像。
16、所述步骤三具体包括以下步骤:
17、步骤3.1:分别将步骤2.4获取的四类图像数据放入mobile net v2中进一步提取数据特征。mobile net v2设置了17层bottleneck,每层bottleneck包含深度可分离卷积,并通过线性瓶颈和反向残差结构优化网络,使其具有更深的网络层数,更小的模型体积,以及更快的运行速度。每层bottleneck设置了不同的卷积核个数与步长,以获得不同尺度的特征向量。其中h经过特征提取变为1000×1的特征向量,w、p、d均变为512×1的特征向量。
18、步骤3.2:将步骤3.1中获得的四组特征向量,分别放入三层全连接网络进行电阻值预测,全连接网络最后一层神经元输出预测电阻值。优化器选用adam,损失为均方根误差rmse。
19、所述步骤四具体包括以下步骤:
20、为了验证多源数据融合能否带来比单一数据预测更准确的结果,本发明将步骤2.4获取的四组图像数进行组合,四种数据共有11种组合方式。分别验证数据融合、特征融合、决策融合这三种融合策略,在上述11种数据组合上取得的预测效果。
21、步骤4.1:在数据融合阶段,本发明先将数据进行堆叠,堆叠后数据维度变为68×68×n(n为融合的传感器数据个数)。将融合后的数据放入mobile net v2提取特征,再经过全连接层网络输出预测电阻值。
22、步骤4.2:在特征融合阶段,分别将每一类传感器数据放入mobile net v2中。经过网络前14层的特征提取,每类数据维度变为3×3×160,再堆叠成维度为3×3×(160×n)的图像特征(n为融合的传感器数据个数),放入mobile net v2的后三层网络中得到三组特征,最后将特征合并放入全连接层输出电阻预测值。
23、步骤4.3:在决策融合阶段,将每类传感器数据放入mobile net v2中,经过17层网络的特征提取,振幅数据维度变为1000×1的一维向量,功率、压力和深度数据变为512×1的一维向量。再拼接成长度为一维特征。与特征融合不同的是,决策融合发生在mobile netv2的17层特征提取网络之后。将拼接后的特征放入全连接层输出电阻预测值。
24、与现有技术相比,本发明的有益效果在于:
25、为了避免通过剪切强度评估焊接样本所带来的不便和弊端,本发明将焊接样本两端通过100a电流,测量焊接样本的电阻值,以电阻值作为焊接质量的评估指标。由于多普勒激光测振仪的采集频率在312.5khz左右,所以采集到的振幅数据量较大、较为复杂,故本发明提出一种基于最小样本熵的变分模态分解(se-vmd)方法,对振幅数据进行处理。为了有效地提取出各传感器数据的有效特征,以轻量型网络mobile net v2作为特征提取模型,并基于该模型进行数据、特征和决策三种融合策略的验证。
- 还没有人留言评论。精彩留言会获得点赞!