零件的定位方法与流程
1.本发明涉及零件生产技术领域,特别是涉及一种零件的定位方法。
背景技术:
2.在对零件进行加工时,一般需要对零件进行固定,例如对磁芯进行绕线操作时,需要固定磁芯,目前,一般通过人工进行磁芯绕线,同时也通过人手进行磁芯固定,因此导致工作效率低。
技术实现要素:
3.本发明实施例的目的是提供一种零件的定位方法,其能够避免人手固定零件导致工作效率低的问题。
4.为了解决上述技术问题,本发明实施例提供一种零件的定位方法,所述零件的定位方法基于定位装置,所述定位装置包括基准座和锁定组件,所述基准座上设有用于容纳零件的容纳槽,所述锁定组件包括第一锁定件和第二锁定件,所述第一锁定件和所述第二锁定件可移动地连接在所述基准座上;所述零件的定位方法包括:
5.将零件放置在所述容纳槽上;
6.控制所述第一锁定件抵靠在所述零件的一端上,控制所述第二锁定件抵靠在所述零件的另一端上,以夹紧所述零件。
7.作为优选方案,所述将零件放置在所述容纳槽上,具体为:通过机械手将零件放置在所述容纳槽上。
8.作为优选方案,所述基准座上还设有缺口,所述缺口与所述容纳槽连通。
9.作为优选方案,所述基准座上设有第一凹槽和第二凹槽,所述第一凹槽与所述容纳槽的一端连通,所述第二凹槽与所述容纳槽的另一端连通。
10.作为优选方案,所述容纳槽的宽度从所述容纳槽的顶部朝所述容纳槽的底部的方向缩小。
11.作为优选方案,所述容纳槽的宽度从所述容纳槽的顶部朝所述容纳槽的底部的方向平滑渐进地缩小。
12.作为优选方案,所述定位装置还包括控制模块,所述锁定组件还包括第一驱动装置和第二驱动装置,则所述控制所述第一锁定件抵靠在所述零件的一端上,控制所述第二锁定件抵靠在所述零件的另一端上,以夹紧所述零件,具体为:
13.所述控制模块控制所述第一驱动装置驱动所述第一锁定件抵靠在所述零件的一端上,控制所述第二驱动装置驱动所述第二锁定件抵靠在所述零件的另一端上。
14.作为优选方案,所述定位装置还包括第一滑轨组件和第二滑轨组件,所述第一滑轨组件和所述第二滑轨组件相互平行;所述第一锁定件可滑动地连接在所述第一滑轨组件上,所述第二锁定件可滑动地连接在所述第二滑轨组件上。
15.作为优选方案,所述基准座上设有第一定位柱,所述第一锁定件上设有通孔,所述
第一定位柱穿过所述通孔,且所述第一定位柱与所述通孔相对移动设置。
16.作为优选方案,所述定位装置还包括漆包线漆皮保护组件,所述漆包线漆皮保护组件可移动地连接在所述基准座上,所述漆包线漆皮保护组件包括遮挡部,所述遮挡部用于设置在所述零件的上方。
17.相比于现有技术,本发明实施例的有益效果在于:本发明实施例提供了一种零件的定位方法,所述零件的定位方法基于定位装置,所述定位装置包括基准座和锁定组件,所述基准座上设有用于容纳零件的容纳槽,所述锁定组件包括第一锁定件和第二锁定件,所述第一锁定件和所述第二锁定件可移动地连接在所述基准座上;所述零件的定位方法包括:将零件放置在所述容纳槽上,控制所述第一锁定件抵靠在所述零件的一端上,控制所述第二锁定件抵靠在所述零件的另一端上,以夹紧所述零件,从而避免了人手固定零件导致工作效率低的问题。
附图说明
18.图1是本发明实施例中的磁芯在绕线前的结构示意图;
19.图2是本发明实施例中的磁芯在绕线后的结构示意图;
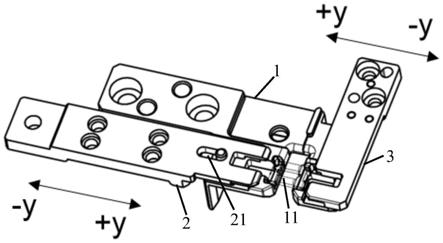
20.图3是本发明实施例中的零件的定位装置的结构示意图;
21.图4是本发明实施例中的基准座的结构示意图;
22.图5是图4在a处的局部放大图;
23.图6是本发明实施例中的零件的定位装置的工作示意图;
24.图7是本发明实施例中的漆包线漆皮保护组件的工作示意图;
25.其中,1、基准座;11、容纳槽;12、缺口;13、第一凹槽;14、第二凹槽;15、第一定位柱;2、第一锁定件;21、通孔;3、第二锁定件;4、漆皮保护组件。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.在本发明实施例中,以磁芯作为定位装置需要固定的零件进行说明,在具体应用中,磁芯需要进行漆包线的绕线操作,如图1所示,其是本发明实施例中的磁芯在绕线前的结构示意图,而图2是本发明实施例中的磁芯在绕线后的结构示意图。本发明实施例的定位装置可以固定磁芯,以便于磁芯进行绕线操作。
28.请参阅图3所示,本发明实施例的零件的定位装置包括基准座1和锁定组件,所述基准座1上设有用于容纳零件的容纳槽11,所述锁定组件包括第一锁定件2和第二锁定件3,所述第一锁定件2和所述第二锁定件3可移动地连接在所述基准座1上,所述第一锁定件2用于抵靠在所述零件的一端上,所述第二锁定件3用于抵靠在所述零件的另一端上。
29.在本发明实施例中,零件的定位装置包括基准座1和锁定组件,所述基准座1上设有用于容纳零件的容纳槽11,所述锁定组件包括第一锁定件2和第二锁定件3,所述第一锁定件2和所述第二锁定件3可移动地连接在所述基准座1上,所述第一锁定件2用于抵靠在所
述零件的一端上,所述第二锁定件3用于抵靠在所述零件的另一端上,以夹紧所述零件,从而避免了人手固定零件导致工作效率低的问题。此外,一方面,通过容纳槽11对零件的底部进行固定,另一方面,通过第一锁定件2和第二锁定件3进一步夹紧固定,从而使得零件可以牢靠地固定在基准座1上,进而便于对零件进行加工操作。
30.在具体实施当中,所述容纳槽11构成一个与零件的形状相匹配的凹腔,该凹腔整体集成于基准座1上,以便提高刚性。
31.请参阅图5所示,所述容纳槽11的宽度从所述容纳槽11的顶部朝所述容纳槽11的底部的方向缩小。具体地,所述容纳槽11的宽度从所述容纳槽11的顶部朝所述容纳槽11的底部的方向平滑渐进地缩小。为了便于放置零件,可以将所述容纳槽11的槽口设置得稍大一点,使得零件可以顺利地放置在所述容纳槽11上。
32.请参阅图5所示,所述基准座1上还设有缺口12,所述缺口12与所述容纳槽11连通。所述缺口12把磁芯绕线的直边露出,在基准座1的一端形成一个“u”字型结构,以便于进行磁芯绕线操作。具体地,所述缺口12具有光滑的外表面,以避免刮伤其他部件。
33.请参阅图5所示,所述基准座1上设有第一凹槽13和第二凹槽14,所述第一凹槽13与所述容纳槽11的一端连通,所述第二凹槽14与所述容纳槽11的另一端连通,以作为避让槽,从而便于零件的装载和卸载,例如,便于机械手等机构进行磁芯的装载和卸载。
34.在一种可选的实施方式中,所述零件的定位装置还包括控制模块,所述锁定组件还包括第一驱动装置和第二驱动装置,所述控制模块分别与所述第一驱动装置和所述第二驱动装置连接,所述控制模块用于控制所述第一驱动装置驱动所述第一锁定件2抵靠在所述零件的一端上,所述控制模块用于控制所述第二驱动装置用于驱动所述第二锁定件3抵靠在所述零件的另一端上。
35.在一种可选的实施方式中,所述零件的定位装置还包括第一滑轨组件和第二滑轨组件,所述第一滑轨组件和所述第二滑轨组件相互平行;所述第一锁定件2可滑动地连接在所述第一滑轨组件上,所述第二锁定件3可滑动地连接在所述第二滑轨组件上。通过将所述第一锁定件2和所述第二锁定件3分别安装在两个滑轨组件上,使得其可以自由滑动,以实现“关闭/打开”的操作,用于绕线时关闭锁紧磁芯,当装载/卸载磁芯时则打开。
36.请参阅图4所示,所述基准座1上设有第一定位柱15,所述第一锁定件2上设有通孔21,所述第一定位柱15穿过所述通孔21,且所述第一定位柱15与所述通孔21相对移动设置。
37.结合图6和图7所示,所述零件的定位装置还包括漆包线漆皮保护组件4,所述漆包线漆皮保护组件4可移动地连接在所述基准座1上,所述漆包线漆皮保护组件4包括遮挡部,所述遮挡部用于设置在所述零件的上方。具体地,所述漆包线漆皮保护组件4可以安装在一个滑轨上自由滑动,当遮挡部伸出到达磁芯顶部时,对漆包线上端加以保护,防止漆皮被刮伤,而当遮挡部退回时让出空间以便磁芯装载/卸载。
38.相应地,本发明实施例还提供了一种零件的定位方法,所述零件的定位方法基于定位装置,所述定位装置包括基准座1和锁定组件,所述基准座1上设有用于容纳零件的容纳槽11,所述锁定组件包括第一锁定件2和第二锁定件3,所述第一锁定件2和所述第二锁定件3可移动地连接在所述基准座1上;所述零件的定位方法包括:
39.将零件放置在所述容纳槽11上;
40.控制所述第一锁定件2抵靠在所述零件的一端上,控制所述第二锁定件3抵靠在所
述零件的另一端上,以夹紧所述零件。
41.在本发明实施例中,所述零件的定位方法包括:将零件放置在所述容纳槽11上,控制所述第一锁定件2抵靠在所述零件的一端上,控制所述第二锁定件3抵靠在所述零件的另一端上,以夹紧所述零件,从而避免了人手固定零件导致工作效率低的问题。
42.在一种可选的实施方式中,所述将零件放置在所述容纳槽11上,具体为:通过机械手将零件放置在所述容纳槽11上。
43.在一种可选的实施方式中,所述基准座1上还设有缺口12,所述缺口12与所述容纳槽11连通。
44.在一种可选的实施方式中,所述基准座1上设有第一凹槽13和第二凹槽14,所述第一凹槽13与所述容纳槽11的一端连通,所述第二凹槽14与所述容纳槽11的另一端连通。
45.在一种可选的实施方式中,所述容纳槽11的宽度从所述容纳槽11的顶部朝所述容纳槽11的底部的方向缩小。
46.在一种可选的实施方式中,所述容纳槽11的宽度从所述容纳槽11的顶部朝所述容纳槽11的底部的方向平滑渐进地缩小。
47.在一种可选的实施方式中,所述定位装置还包括控制模块,所述锁定组件还包括第一驱动装置和第二驱动装置,则所述控制所述第一锁定件2抵靠在所述零件的一端上,控制所述第二锁定件3抵靠在所述零件的另一端上,以夹紧所述零件,具体为:
48.所述控制模块控制所述第一驱动装置驱动所述第一锁定件2抵靠在所述零件的一端上,控制所述第二驱动装置驱动所述第二锁定件3抵靠在所述零件的另一端上。
49.在一种可选的实施方式中,所述定位装置还包括第一滑轨组件和第二滑轨组件,所述第一滑轨组件和所述第二滑轨组件相互平行;所述第一锁定件2可滑动地连接在所述第一滑轨组件上,所述第二锁定件3可滑动地连接在所述第二滑轨组件上。
50.在一种可选的实施方式中,所述基准座1上设有第一定位柱15,所述第一锁定件2上设有通孔21,所述第一定位柱15穿过所述通孔21,且所述第一定位柱15与所述通孔21相对移动设置。
51.在一种可选的实施方式中,所述定位装置还包括漆包线漆皮保护组件4,所述漆包线漆皮保护组件4可移动地连接在所述基准座1上,所述漆包线漆皮保护组件4包括遮挡部,所述遮挡部用于设置在所述零件的上方。
52.相比于现有技术,本发明实施例的有益效果在于:本发明实施例提供了一种零件的定位装置,其包括基准座1和锁定组件,所述基准座1上设有用于容纳零件的容纳槽11,所述锁定组件包括第一锁定件2和第二锁定件3,所述第一锁定件2和所述第二锁定件3可移动地连接在所述基准座1上,所述第一锁定件2用于抵靠在所述零件的一端上,所述第二锁定件3用于抵靠在所述零件的另一端上,以夹紧所述零件,从而避免了人手固定零件导致工作效率低的问题。此外,一方面,通过容纳槽11对零件的底部进行固定,另一方面,通过第一锁定件2和第二锁定件3进一步夹紧固定,从而使得零件可以牢靠地固定在基准座1上,进而便于对零件进行加工操作。随着工业自动化的深入和发展,越来越多的自动化设备替代人的手工操作,不但效率高,而且避免了生产中造成的事故,同时也使产品保持清洁和卫生。同时,本发明实施例还相应地提供了一种零件的定位方法。
53.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人
员来说,在不脱离本发明技术原理的前提下,还可以作出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1