一种悬式瓷绝缘子浸涂工艺的制作方法
1.本发明属于电器元件领域,尤其涉及一种悬式瓷绝缘子浸涂工艺。
背景技术:
2.绝缘子是一种特殊的绝缘控件,安装在不同电位的导体或导体与接地构件之间的能够耐受电压和机械应力作用的器件。绝缘子种类繁多,形状各异。不同类型绝缘子的结构和外形虽有较大差别,但都是由绝缘件和连接金具两大部分组成的,主要实现电气绝缘和机械固定的功能。
3.悬式瓷绝缘子主要由陶瓷绝缘件和金属附件采用水泥胶合或机械卡装而成,金属附件主要指瓷件两端露出的钢帽和钢脚,为了提高悬式瓷绝缘子防污闪能力,一般需要在瓷绝缘件表面进行涂层处理,一般多采用浸涂的方式进行表面涂层处理,现有技术中心在进行悬式瓷绝缘子浸涂时主要存在以下问题:
4.(1)为了保证浸涂的效果,在浸涂前都需要对绝缘子表面进行清理,现有技术中都是人工清理,清理效率低且清理质量难于控制;
5.(2)在浸涂前,需要准备液面高度高于绝缘子的涂层液体,必须在容器内注入大量的涂层液体才能完成;在长时间浸涂工序过程中,表面的涂层液会凝固结块,会造成涂层液体的大量浪费;
6.(3)在浸涂过程中,常常只是简单地将整个悬式瓷绝缘子浸入涂层液体中,当拿起后由于重力的作用,涂层液会顺着表面流动,使得瓷绝缘件表面的涂层分布不均匀,这将大大影响整体浸涂的效果,继而影响防污闪的功能;
7.(4)在现有技术中,对于绝缘子浸涂层厚度没办法控制,会造成个体绝缘子防污闪效果不同;
8.(5)因为绝缘子浸涂后需要有个阴干的过程,为了不破坏表面涂层,也为了浸涂过程中装夹方便,因此一般都是将瓷绝缘件与金属附件装配好后再进行浸涂处理,为了避免钢帽和钢脚在浸涂过程中被浸涂有涂层,常常需要人工将露出的金属附件通过胶带等包裹住,或者直接在浸涂后人工清理金属附件表面的涂层,浪费了人工人力,十分麻烦。
技术实现要素:
9.本发明的目的在于提供一种悬式瓷绝缘子浸涂工艺,其不仅操作简单,而且能够快速实现对绝缘子的清洁和浸涂。
10.为实现上述目的,本发明提供如下技术方案:一种悬式瓷绝缘子浸涂工艺,所述悬式瓷绝缘子浸涂工艺使用清洁浸涂设备,所述悬式瓷绝缘子浸涂工艺包括以下步骤:
11.s1、人工将绝缘子的钢脚插入到固定管内,并通过固定组件将绝缘子固定;
12.s2、控制清洁组件对绝缘子夹紧绝缘子,并控制动力组件驱动绝缘子转动;
13.s3、绝缘子清洁完毕后,控制清洁组件松开绝缘子,并控制浸涂组件包裹绝缘子,待涂层液体完全浸涂后,控制浸涂组件将绝缘子打开,控制动力组件驱动绝缘子转动从而
使粘附在绝缘子表面的涂层液体可以均匀的分布在绝缘子表面;
14.s4、待绝缘子表面的涂层逐渐凝固结块后,动力组件停止工作,固定组件将绝缘子放开,人工便可取下浸涂好的绝缘子。
15.进一步的,所述清洁浸涂设备包括底板,所述底板的侧面并排设有多个竖直板,每个竖直板上均转动连接有第一转轴,每个第一转轴在位于底板上方的一端均固定设有安装板,每个安装板上均设有固定组件、清洁组件、浸涂组件、以及动力组件;每个安装板在远离第一转轴的侧面并排设有上横板、中间横板、下横板,所述中间横板上垂直于中间横板方向滑动设有固定管;所述固定组件包括固定安装在下横板上且与固定管同轴设置的第一电动推杆,所述第一电动推杆的伸缩端伸入固定管内与固定管连接用于驱动固定管上下运动;所述上横板转动连接有竖直轴,所述竖直轴与固定管同轴设置,所述竖直轴的下端设有固定罩,所述固定罩的开口端正对固定管,所述固定罩内设有偏心凸块,所述偏心凸块用于插入绝缘子内。
16.进一步的,所述清洁组件包括沿垂直于安装板方向固定设置在安装板上的第二电动推杆,所述第二电动推杆的伸缩端固定设有上清洁杆,所述上清洁杆在靠近第二电动推杆的一端铰接有下清洁杆,所述第二电动推杆伸出时带动上清洁杆和下清洁杆分别运动至绝缘子的上下两侧;所述上清洁杆和下清洁杆用于压紧并贴合在绝缘子的上下表面;所述下清洁杆在与上清洁杆铰接的端部设有动力槽,所述上清洁杆上固定设有第三电动推杆,所述第三电动推杆的伸缩端设有伸入动力槽内的凸柱,所述第三电动推杆伸出时通过凸柱与动力槽的配合,上清洁杆和下清洁杆夹紧,所述第三电动推杆收缩时通过凸柱与动力槽的配合,上清洁杆和下清洁杆分开。
17.进一步的,所述浸涂组件包括上模具和下模具,所述上横板在固定罩的两侧固定设有沿竖直方向设置的两个第四电动推杆,所述上模具套接在固定罩的外侧且与两个第四电动推杆的伸缩端固定连接;所述下横板和中间横板之间在固定管的两侧固定设有沿竖直方向设置的两个第五电动推杆,所述下模具位于中间横板和上横板之间且套接在固定管上与两个第五电动推杆的伸缩端固定连接;所述上模具和下模具闭合时形成用于容纳绝缘子的空腔,所述下模具内设有与空腔连通的进液孔,所述上模具内设有与空腔连通的出液孔。
18.进一步的,所述动力组件包括动力轴,所述第一转轴与第一转轴同轴且固定连接,所述安装板在靠近第一转轴的侧面沿垂直于上横板方向转动连接有第二转轴,所述第二转轴在靠近第一转轴的一端固定设有第二锥齿轮,所述安装板上固定设有套接在第一转轴外侧且与第二锥齿轮啮合的第一锥齿轮;所述第二转轴在远离第一转轴的一端固定设有第一带轮,所述竖直轴在伸出上横板的一端固定设有第二带轮,所述第一带轮和第二带轮之间设有第一传动带;所述第一转轴带动安装板转动时,第二锥齿轮带动第二转轴转动,第二转轴带动竖直轴转动。
19.进一步的,其中一个竖直板的侧面固定设有凸板,所述凸板上固定设有第一电机,所述第一电机的输出轴上固定设有第一齿轮;位于该竖直板上的动力轴固定设有与第一齿轮啮合的第二齿轮;每个动力轴上均设有同步齿轮,多个同步齿轮之间设有同步带。
20.有益效果
21.与现有技术相比,本发明的技术方案具有以下优点:
22.1、本发明可以自动完成绝缘子清理,无需在浸涂前由人工进行清理,节省了人工,
提高了清理效率与质量;
23.2、通过使用上模具和下模具将绝缘子扣住,在浸涂时向上模具和下模具形成的空腔内充入涂层液体,只需要在充液回路中注入所需液体的量,无需使用大量液体,使其液面高于绝缘子高度,节省用量;
24.3、通过使用上模具和下模具将绝缘子扣住,在浸涂时向上模具和下模具形成的空腔内充入涂层液体,需将适量涂层液体注入充液回路的封闭蓄料箱内,这样涂层液体不完全暴露在空气中,表面不易凝固结块,减少浪费;
25.4、通过使用上模具和下模具将绝缘子扣住,通过控制上模具和下模具与绝缘子之间的距离,可以控制绝缘子涂层厚度,并且控制批量绝缘子涂层厚度一致,减少个体差异;
26.5、通过使用动力组件,在绝缘子浸涂过后带动绝缘子自身在各个方向上旋转,使涂层液体均匀的分布在绝缘子表面;
27.6、通过使用固定罩和固定管,在浸涂时将绝缘子露出的金属部分盖住,避免涂层在没干时滴落在金属表面,无需人力过后清理。
附图说明
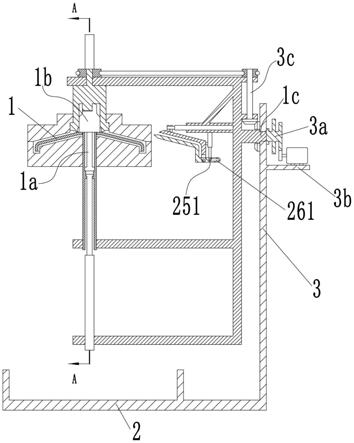
28.图1为本发明的剖视图;
29.图2为本发明绝缘子没有安装前a
‑
a方向的剖视图;
30.图3为本发明绝缘子安装后a
‑
a方向的剖视图;
31.图4为本发明绝缘子浸涂过程中a
‑
a方向的剖视图;
32.图5为本发明对绝缘子进行清洗时的剖视图;
33.图6为本发明的后视图。
具体实施方式
34.请参阅图1
‑
6所示,一种悬式瓷绝缘子浸涂工艺,所述悬式瓷绝缘子浸涂工艺使用清洁浸涂设备,所述悬式瓷绝缘子浸涂工艺包括以下步骤:
35.s1、人工将绝缘子1的钢脚1a插入到固定管17内,并通过固定组件将绝缘子1固定;
36.s2、控制清洁组件对绝缘子1夹紧绝缘子1,并控制动力组件驱动绝缘子1转动;
37.s3、绝缘子1清洁完毕后,控制清洁组件松开绝缘子1,并控制浸涂组件包裹绝缘子1,待涂层液体完全浸涂后,控制浸涂组件将绝缘子1打开,控制动力组件驱动绝缘子1转动从而使粘附在绝缘子1表面的涂层液体可以均匀的分布在绝缘子1表面;
38.s4、待绝缘子1表面的涂层逐渐凝固结块后,动力组件停止工作,固定组件将绝缘子1放开,人工便可取下浸涂好的绝缘子1。
39.所述清洁浸涂设备包括底板2,所述底板2的侧面并排设有多个竖直板3,每个竖直板3上均转动连接有第一转轴1c,每个第一转轴1c在位于底板2上方的一端均固定设有安装板21,每个安装板21上均设有固定组件、清洁组件、浸涂组件、以及动力组件;每个安装板21在远离第一转轴1c的侧面并排设有上横板2a、中间横板2b、下横板2c,所述中间横板2b上垂直于中间横板2b方向滑动设有固定管17;所述固定组件包括固定安装在下横板2c上且与固定管17同轴设置的第一电动推杆15,所述第一电动推杆15的伸缩端伸入固定管17内与固定管17连接用于驱动固定管17上下运动;所述上横板2a转动连接有竖直轴2d,所述竖直轴2d
与固定管17同轴设置,所述竖直轴2d的下端设有固定罩16,所述固定罩16的开口端正对固定管17,所述固定罩16内设有偏心凸块161,所述偏心凸块161用于插入绝缘子1内。
40.所述清洁组件包括沿垂直于安装板21方向固定设置在安装板21上的第二电动推杆24,所述第二电动推杆24的伸缩端固定设有上清洁杆27,所述上清洁杆27在靠近第二电动推杆24的一端铰接有下清洁杆26,所述第二电动推杆24伸出时带动上清洁杆27和下清洁杆26分别运动至绝缘子1的上下两侧;所述上清洁杆27和下清洁杆26用于压紧并贴合在绝缘子1的上下表面;所述下清洁杆26在与上清洁杆27铰接的端部设有动力槽261,所述上清洁杆27上固定设有第三电动推杆25,所述第三电动推杆25的伸缩端设有伸入动力槽261内的凸柱251,所述第三电动推杆25伸出时通过凸柱251与动力槽261的配合,上清洁杆27和下清洁杆26夹紧,所述第三电动推杆25收缩时通过凸柱251与动力槽261的配合,上清洁杆27和下清洁杆26分开。
41.所述浸涂组件包括上模具11和下模具12,所述上横板2a在固定罩16的两侧固定设有沿竖直方向设置的两个第四电动推杆13,所述上模具11套接在固定罩16的外侧且与两个第四电动推杆13的伸缩端固定连接;所述下横板2c和中间横板2b之间在固定管17的两侧固定设有沿竖直方向设置的两个第五电动推杆14,所述下模具12位于中间横板2b和上横板2a之间且套接在固定管17上与两个第五电动推杆14的伸缩端固定连接;所述上模具11和下模具12闭合时形成用于容纳绝缘子1的空腔101,所述下模具12内设有与空腔101连通的进液孔121,所述上模具11内设有与空腔101连通的出液孔111。
42.所述动力组件包括动力轴3a,所述第一转轴1c与第一转轴1c同轴且固定连接,所述安装板21在靠近第一转轴1c的侧面沿垂直于上横板2a方向转动连接有第二转轴3c,所述第二转轴3c在靠近第一转轴1c的一端固定设有第二锥齿轮22,所述安装板21上固定设有套接在第一转轴1c外侧且与第二锥齿轮22啮合的第一锥齿轮32;所述第二转轴3c在远离第一转轴1c的一端固定设有第一带轮23,所述竖直轴2d在伸出上横板2a的一端固定设有第二带轮18,所述第一带轮23和第二带轮18之间设有第一传动带28;所述第一转轴1c带动安装板21转动时,第二锥齿轮22带动第二转轴3c转动,第二转轴3c带动竖直轴2d转动。
43.其中一个竖直板3的侧面固定设有凸板3b,所述凸板3b上固定设有第一电机34,所述第一电机34的输出轴上固定设有第一齿轮33;位于该竖直板3上的动力轴3a固定设有与第一齿轮33啮合的第二齿轮35;每个动力轴3a上均设有同步齿轮36,多个同步齿轮36之间设有同步带37。
44.上述s1中,固定组件工作时,第一电动推杆15伸出,通过钢脚1a推动绝缘子1向上运动,从而将绝缘子1的钢帽推入固定罩16内,且偏心凸起插入绝缘子1上部的钢帽中并与之配合,(如图3所示)从而完成绝缘子1安装工作。
45.上述s2中,控制清洁组件夹紧绝缘子1时,先控制第三电动推杆25收缩,将上清洁杆27和下清洁杆26分开,接着控制第二电动推杆24伸出,直到上清洁杆27触碰到绝缘子1时停止,并第三电动推杆25伸出,带动下清洁杆26和上清洁杆27合拢将绝缘子1夹住(如图5所示);动力组件工作时,先控制第一电机34正转,带动安装板21正转180
°
,接着控制第一电机34在反转,带动安装板21反转180
°
,由于第一锥齿轮32和第二锥齿轮22啮合,在安装板21转动时第二转轴3c转动,第二转轴3c通过第一带轮23、第一传动带28、第二带轮18带动竖直轴2d转动,竖直轴2d转动时驱动固定罩16转动,固定罩16带动绝缘子1沿自轴旋转,从而使上
清洁杆27和下清洁杆26将绝缘子1清洗干净。
46.上述s3中,浸涂组件工作前,先控制第三电动推杆25收缩,接着控制第二电动推杆24收缩,将上清洁杆27和下清洁杆26收回,然后控制第四电动推杆13和第五电动推杆14伸出,推动上模具11和下模具12将绝缘子1扣住(如图4所示),充液回路将涂层液体从进液孔121充进上模具11和下模具12形成的空腔101中,空腔101内的空气和多余的涂层液体通过出液孔111回到充液回路的蓄料箱内,当模具中充满涂层液体后停止充入,涂层液体以完全浸涂绝缘子1表面。等待一端时间后,控制第四电动推杆13和第五电动推杆14收缩,将浸涂好的绝缘子1暴露在空气中,接着控制第一电机34继续带动安装板21正反转,使得绝缘子1在跟随安装板21正反转的同时还沿自轴旋转,从而使粘附在绝缘子1表面的涂层液体可以均匀的分布在绝缘子1表面,完成浸涂;
47.上述s4中,在第一电机34不断工作一段时间后,绝缘子1表面的涂层逐渐凝固结块,控制第一电机34停止工作,第一电动推杆15收缩,将绝缘子1放开,人工便可取下浸涂好的绝缘子1,完成工作。
48.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1