一种蓝牙电池注液机的制作方法
[0001]
本实用新型涉及电池加工技术领域,特别是一种蓝牙电池注液机。
背景技术:
[0002]
蓝牙软包电池在生产加工时,需要对其进行注液操作。随着机械自动化的快速发展,蓝牙软包电池在注液时可使用自动化的注液机完成注液操作。现有的蓝牙软包电池注液机,需要进行电池上料、注液前称重、电池扩孔、电池注液、电池静置、电池封装、注液后称重、电池下料等一系列工序,从而完成蓝牙软包电池注液。在流转过程中,需要通过机械手结合上下料拉带实现电池流转,其中在电池上下料时,蓝牙软包电池一般平放在上下料拉带上,机械手需要吸取并旋转蓝牙软包电池,再进行相应的扩孔、注液、静置和封装操作,完成后的蓝牙软包电池还需要平放到拉带上,增加机械手的操作复杂性,增加设备成本;此外,在进行扩孔、注液、静置和封装操作时,注液流转机构也需要在各工位之间配置流转用的驱动部件,同样增加设备复杂性和成本。为此,需要针对蓝牙软包电池的注液机进行改良,降低设备复杂性和生产、维护成本。
技术实现要素:
[0003]
本实用新型要解决的技术问题是针对上述现有技术的不足,提供了一种蓝牙电池注液机。
[0004]
为解决上述技术问题,本实用新型所采取的技术方案是:一种蓝牙电池注液机,包括上料机构、中转机构、注液流转机构和下料机构,上料机构与中转机构之间设有上料称重机构,上料机构、上料称重机构和中转机构之间设有上料机械手进行电池流转;注液流转机构位于中转机构中间位置的侧旁,注液流转机构与中转机构之间设有出入料机械手进行电池流转;中转机构与下料机构之间设有下料称重机构,中转机构、下料称重机构和下料机构之间设有下料机械手进行电池流转;
[0005]
注液流转机构包括转盘、扩孔组件、注液组件、静置组件和封装组件,转盘上设有电池出入工位、扩孔工位、注液工位、静置工位和封装工位,电池出入工位位于中转机构中间位置的侧旁,电池出入工位、扩孔工位、注液工位、静置工位和封装工位依次顺时针或逆时针排列,扩孔组件、注液组件、静置组件和封装组件对应设置于扩孔工位、注液工位、静置工位和封装工位的上方,转盘在电池出入工位、扩孔工位、注液工位、静置工位和封装工位均设有电池夹具。
[0006]
上述技术方案中,上料机构包括上料拉带和驱动上料拉带的上料电机;中转机构包括中转拉带和驱动中转拉带的中转电机;下料机构包括下料拉带和驱动下料拉带的下料电机;上料拉带、中转拉带和下料拉带的两侧均设有若干的立柱结构。
[0007]
上述技术方案中,上料机械手和下料接携手均设有双联夹爪。
[0008]
上述技术方案中,出入料机械手设有四联夹爪。
[0009]
上述技术方案中,上料称重机构包括上料称重电子秤、上料扫码器和上料ng盒,上
料称重电子秤位于上料机构和中转机构之间,上料扫码器和上料ng盒置于上料称重电子秤侧旁;下料称重机构包括下料称重电子秤、下料扫码器和下料ng盒,下料称重电子秤位于下料机构和中转机构之间,下料扫码器和下料ng盒置于下料称重电子秤侧旁。
[0010]
上述技术方案中,电池夹具与转盘之间设有升降组件,升降组件用于电池夹具升降移动。
[0011]
上述技术方案中,电池夹具的上端设有电池放置槽,电池放置槽内设有4个夹持部件。
[0012]
本实用新型的有益效果是:注液流转机构采用转盘流转,节省注液流转时用于实现移动的驱动部件;扩孔组件、注液组件、静置组件和封装组件固定安装在转盘的上方,减少旋转移动的负载;电池在流转时始终保持竖直放置,无需机械手进行旋转,简化流转工艺。
附图说明
[0013]
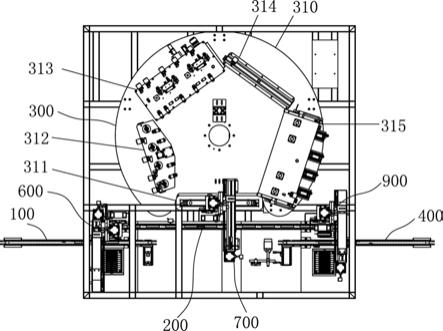
图1是本实用新型整体的俯视结构示意图。
[0014]
图2是本实用新型在上料机构、中转机构和下料机构之间的连接结构俯视图。
[0015]
图3是本实用新型在上料机构、中转机构和下料机构之间的连接结构示意图。
[0016]
图4是本实用新型在上料机构与中转机构之间的连接结构左视图。
[0017]
图5是本实用新型中注液流转机构的扩孔工位的结构示意图。
[0018]
图6是本实用新型中注液流转机构的注液工位的结构示意图。
[0019]
图7是本实用新型中注液流转机构的静置工位的结构示意图。
[0020]
图8是本实用新型中注液流转机构的封装工位的结构示意图。
[0021]
附图标记
[0022]
100、上料机构;110、上料拉带;111、立柱结构;120、上料电机;
[0023]
200、中转机构;210、中转拉带;220、中转电机;
[0024]
300、注液流转机构;310、转盘;311、电池出入工位;312、扩孔工位;313、注液工位;314、静置工位;315、封装工位;320、电池夹具;321、升降组件;322、电池放置槽;323、夹持部件;330、扩孔组件;340、注液组件;350;静置组件;360、封装组件;
[0025]
400、下料机构;410、下料拉带;420、下料电机;
[0026]
500、上料称重机构;510、上料称重电子秤;520、上料扫码器;530、上料ng盒;
[0027]
600、上料机械手;610、双联夹爪;
[0028]
700、出入料机械手;710、四联夹爪;
[0029]
800、下料称重机构;810、下料称重电子秤;820、下料扫码器;830、下料ng盒;
[0030]
900、下料机械手。
具体实施方式
[0031]
下面结合附图对本实用新型作进一步详细的说明。
[0032]
如图1-3所示,一种蓝牙电池注液机,包括上料机构100、中转机构200、注液流转机构300和下料机构400,上料机构100与中转机构200之间设有上料称重机构500,上料机构100、上料称重机构500和中转机构200之间采用上料机械手600进行电池流转;注液流转机
构300位于中转机构200中间位置的侧旁,注液流转机构300与中转机构200之间采用出入料机械手700进行电池流转;中转机构200与下料机构400之间设有下料称重机构800,中转机构200、下料称重机构800和下料机构400之间采用下料机械手900进行电池流转。
[0033]
蓝牙电池注液机在运行时,电池从上料机构100进入,上料机械手600将上料机构100中的电池移动至上料称重机构500称重,然后再移动至中转机构200;出入料机械手700将中转机构200中完成上料称重的电池移入至注液流转机构300中执行相应的注液操作,完成注液操作后的电池再次回到原位,出入料机械手700将注液流转机构300中完成注液的电池移出至中转机构200中;下料机械手900将中转机构200中已完成注液的电池移动至下料称重机构800称重,然后再移动至下料机构400。至此,蓝牙电池注液机完成一次完整的注液流程。
[0034]
如图2和图3所示,上料机构100包括上料拉带110和上料电机120;上料称重机构500包括上料称重电子秤510、上料扫码器520和上料ng盒530;中转机构200包括中转拉带210和中转电机220;下料称重机构800包括下料称重电子秤810、下料扫码器820和下料ng盒830;下料机构400包括下料拉带410和下料电机420。
[0035]
上料电机120带动上料拉带110转动以移动电池至上料机械手600所在的位置;上料机械手600将上料拉带110上的电池移动至上料称重电子秤510上,上料扫码器520和上料ng盒530均置于上料称重电子秤510侧旁,上料扫码器520对上料称重电子秤510上的电池扫码读取电池信息,然后由上料称重电子秤510进行称重,并通过后台将称重后的信息记录到电池信息中,若电池的称重数据符合正常的电池注液前重量指标,上料机械手600将电池移动至中转拉带210中,若不符合,上料机械手600则将电池移动至上料ng盒530内;中转电机220带动中转拉带210转动以输送电池移动,电池先到达中转拉带210的中间位置,通过出入料机械手700将电池移入注液流转机构300中进行注液操作,并将已完成注液的电池移出至中转拉带210的中间位置,电池继续流转至下料机械手900所在的位置;下料机械手900将中转拉带210上的电池移动至下料称重电子秤810上,下料扫码器820和下料ng盒830均置于下料称重电子秤810侧旁,下料扫码器820对下料称重电子秤810上的电池扫码读取电池信息,然后由下料称重电子秤810进行称重,并通过后台将称重后的信息记录到电池信息中,若电池的称重数据符合正常的电池注液后重量指标,下料接携手将电池移动至下料拉带410中,若不符合,下料机械手900则将电池移动至下料ng盒830内;下料电机420带动下料拉带410转动以输送电池至下一工序中。
[0036]
进一步地,如图2和图3所示,上料拉带110、中转拉带210和下料拉带410采用新的拉带结构进行电池输送,上料拉带110、中转拉带210和下料拉带410的两侧均设有若干的立柱结构111,电池放置在两侧的立柱结构111之间,使电池保持竖立状态,以便于上料机械手600、出入料机械手700和下料机械手900夹取电池。
[0037]
进一步地,如图2和图3所示,出入料机械手700设有四联夹爪710,四联夹爪710可同时夹取四个电池在中转拉带210和注液流转机构300之间移动。
[0038]
进一步地,结合图4所示,上料机械手600设有双联夹爪610,上料机械手600采用双联夹爪610执行上料拉带110、上料称重电子秤510和中转拉带210之间的电池移动,双联夹爪610同时夹取上料拉带110和上料称重电子秤510上的电池,移动一个工位的距离将电池移动至上料称重电子秤510和中转拉带210上。若上料称重电子秤510出现称重ng的电池时,
双联夹爪610同时夹取上料拉带110和上料称重电子秤510上的电池,可先把上料拉带110上夹持的电池移动至上料称重电子秤510上,再把上料称重电子秤510上夹持的电池移动至上料ng盒530中;也可先把上料称重电子秤510上夹持的电池移动至上料ng盒530中,再把上料拉带110上夹持的电池移动至上料称重电子秤510上。上料机械手600与下料机械手900相同,下料机械手900也设有双联夹爪610。
[0039]
如图1和图5-8所示,注液流转机构300包括转盘310、置于转盘310上的5个电池夹具320以及置于转盘310上方的扩孔组件330、注液组件340、静置组件350和封装组件360,转盘310上依次设有电池出入工位311、扩孔工位312、注液工位313、静置工位314和封装工位315,电池出入工位311位于中转机构200中间位置的侧旁,电池出入工位311用于注液流转机构300的电池出入,转盘310顺时针方向依次排列扩孔工位312、注液工位313、静置工位314和封装工位315,5个工位等距分布在转盘310上,每个工位均设有1个电池夹具320,扩孔工位312的上方设置扩孔组件330,注液工位313的上方设置注液组件340,静置工位314的上方设置静置组件350,封装工位315的上方设置封装组件360。电池经出入料机械手700放入电池出入工位311的电池夹具320中,转盘310顺时针旋转,使电池出入公务的电池夹具320移动至扩孔工位312进行电池扩孔,相同的,转盘310继续顺时针旋转,该电池夹具320继续经过注液工位313、静置工位314、封装工位315进行注液、静置和封装,最后回到电池出入工位311,上下料机械手900将完成注液流转的电池移至中转拉带210,完成一次电池注液流转。
[0040]
其中,电池出入工位311、扩孔工位312、注液工位313、静置工位314和封装工位315也可按转盘310逆时针方向排列,对应地,转盘310逆时针旋转进行电池注液流转。
[0041]
进一步地,电池夹具320与转盘310之间设有升降组件321,转盘310需执行旋转时,升降组件321将电池夹具320降低,各电池夹具320与其上方对应的扩孔组件330、注液组件340、静置组件350和封装组件360分离,转盘310旋转改变电池夹具320的位置;执行电池出入、扩孔、注液、静置和封装时,升降组件321将电池夹具320升起,电池夹具320与其上方对应的上下料机械手900、扩孔组件330、注液组件340、静置组件350和封装组件360执行相应操作。电池夹具320的上端设有电池放置槽322,电池放置槽322内设有4个夹持部件323,可同时夹持4个电池。
[0042]
以上的实施例只是在于说明而不是限制本实用新型,故凡依本实用新型专利申请范围所述的方法所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1