一种地上采矿工程用卷绕拖拽电缆的制作方法
[0001]
本实用新型涉及电力电缆技术领域,具体是一种地上采矿工程用卷绕拖拽电缆。
背景技术:
[0002]
目前,随着煤矿机械化、自动化程度不断提高,电气控制技术在煤矿生产中有着非常重要的意义。地上采矿工程用卷绕拖拽电缆,由于使用工况的复杂性,电缆长期处于移动弯曲状态,因此电缆机械寿命非常短,通常寿命在6-10个月。而且作为矿用电缆、港机电缆等需要长期频繁移动的电缆,因此电缆中都会设置马鞍型垫心,避免线芯之间相互摩擦造成损伤。而在电缆的生产工艺中,如何保证马鞍型垫心与各绞合单元的位置固定最为关键。
技术实现要素:
[0003]
本实用新型的目的是提供一种结构简单,有利于延长使用寿命的地上采矿工程用卷绕拖拽电缆。
[0004]
实现本实用新型目的的基本技术方案是:一种地上采矿工程用卷绕拖拽电缆,其结构特点是:包括主线芯、监视线芯、中心填充和外护套。主线芯有3根。3根主线芯结构相同,均沿其各自径向由内向外依次设有主线芯导体、主线芯绝缘层和屏蔽层。主线芯绝缘层由乙丙橡胶挤包在主线芯导体外。屏蔽层包括编织屏蔽层和绕包屏蔽层。
[0005]
编织屏蔽层由编织导体作为编织丝的一股与尼龙纱一起复合编织在主线芯绝缘层外。编织导体由金属单丝绞合而成。半导电尼龙带绕包在编织屏蔽层外形成绕包屏蔽层。
[0006]
监视线芯沿其径向由内向外依次设有监视线芯导体和监视线芯绝缘层。监视线芯导体由尼龙绳和导体复绞而成。
[0007]
中心填充采用马鞍型芯垫,马鞍型芯垫采用半导电橡皮或氯丁橡皮材料挤包在监视线芯外。中心填充和3根主线芯绞合成缆。
[0008]
外护套采用氯丁橡皮材料挤包在绞合成缆的3根主线芯和中心填充外。
[0009]
以上述基本技术方案为基础的技术方案是:编织屏蔽层的编织导体由7根0.25mm的金属单丝绞合而成。
[0010]
以上述各相应技术方案为基础的技术方案是:编织屏蔽层的尼龙纱采用2/240d制成。
[0011]
以上述各相应技术方案为基础的技术方案是:监视线芯导体由1根尼龙绳和4根导体复绞而成,监视线芯导体复绞时绞合节径比为8倍, 1根尼龙绳采用1+4的结构设置在4根导体中。
[0012]
以上述各相应技术方案为基础的技术方案是:监视线芯导体的4个导体均由6根镀锡铜丝绞合而成。尼龙绳采用3/5/210d尼龙丝制成,即每股尼龙绳由5根210d尼龙丝绞合,再3股进行绞合形成尼龙绳。
[0013]
以上述各相应技术方案为基础的技术方案是:监视线芯外表涂覆滑石粉。
[0014]
以上述各相应技术方案为基础的技术方案是:监视线芯绝缘层由硬度为 60a至
80a的乙丙橡胶连续硫化制作而成。
[0015]
本实用新型具有以下的有益效果:(1)目前国内普通矿用电缆机械寿命一般在6-10个月,而采用此结构的地上采矿工程用卷绕拖拽电缆,机械寿命可提高至少一倍。
[0016]
(2)本实用新型的监视线芯导体采用尼龙绳及导体复绞而成,绞合时要求放线张力中心尼龙绳大于导体股线,而其受张力的延伸应控制在3%以内,导体采用了4/6/0.2的复绞结构,复绞时绞合节径比为8倍,选择了3/5/210d的尼龙绳作为加强元件,并在导体复绞时以1+4的结构形式放置在导体中心,试验表明伸长率大于25%的尼龙丝能满足导体拉伸15%不产生断裂的问题。
[0017]
(3)本实用新型的监视线芯挤包前中心填充前表面涂覆滑石粉,电缆使用弯曲时能够自由适应。
[0018]
(4)本实用新型的屏蔽层的编织屏蔽层的绞合后的编织导体作为并丝中的一股,与尼龙纱一起进行编织,编织后再绕包一层半导电尼龙带,将编织屏蔽层与外护套隔开,有利于弯曲,屏蔽可靠性好,编织屏蔽层有利于提高机械强度。尼龙纱材料能起到加强机械强度作用,而且尼龙纱材料由于可以做不同颜色,还可以起到线芯识别的效果。
[0019]
(5)由于编织屏蔽层的作为编织丝的一股的编织导体的外径较大,编织机纡子无法储存足够长度的编织导体,所以会涉及到编织导体的焊接。为防止焊点过于密集而影响编织层强度,编织丝采用整体焊接,每锭纡子中的单束股线之间需间隔至少3mm进行焊接,纡子整体更换距离不小于1m,从而保证导体接头距离不会太近以免影响整体机械强度。
[0020]
(6)本实用新型通过在马鞍形芯垫的送料装置的中心空管两端的进料端和出料端分别设置第一定位模具和第二定位模具,通过第一定位模具和第二定位模具对马鞍形芯垫进行导向,使其进入笼式成缆机时与其同轴;第二定位模具的出料端采用圆锥状能使马鞍形芯垫出料时更接近笼式成缆机,定位更加精确,绞合时通过模具使其每个弧面均贴合在主线芯的表面,成缆张力均匀一致好。
附图说明
[0021]
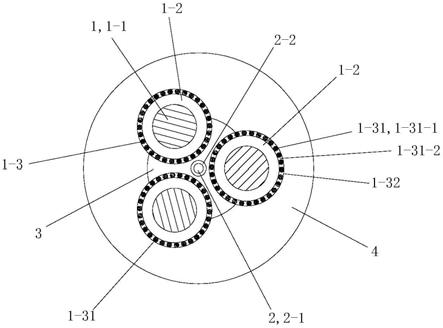
图1为本实用新型的地上采矿工程用卷绕拖拽电缆的结构示意图。
[0022]
图2为第一定位模具的结构示意图。
[0023]
图3为第二定位模具的结构示意图。
[0024]
图4为从图3的后方观察时的示意图。
[0025]
附图中的标号为:
[0026]
主线芯1,主线芯导体1-1,主线芯绝缘层1-2,屏蔽层1-3,编织屏蔽层1-31,编织导体1-31-1,尼龙纱1-31-2,绕包屏蔽层1-32,
[0027]
监视线芯2,监视线芯导体2-1,监视线芯绝缘层2-2,
[0028]
中心填充3,外护套4,第一定位模具51,第二定位模具52。
具体实施方式
[0029]
为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明。本实用新型的方位的描述按照图1所示的方位进行,也即图1所示的上下左右方向即为描述的上下左右方向,图1所朝的一方为前方,背离图
1的一方为后方。
[0030]
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本实用新型的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
[0031]
需要理解的是,术语“上”、“下”、“内”、“外”等指示方位或位置关系是基于附图所述的位置关系,仅是为了便于描述本实用新型或简化描述,而不是指示必须具有的特定的方位。
[0032] (实施例1 )
[0033]
见图1,本实用新型的地上采矿工程用卷绕拖拽电缆包括主线芯1、监视线芯2、中心填充3和外护套4。
[0034]
见图1,主线芯1有3根,3根主线芯1结构相同,均沿其各自径向由内向外依次设有主线芯导体1-1、主线芯绝缘层1-2和屏蔽层1-3。
[0035]
所述的主线芯导体1-1由若干镀锡铜线束绞后复绞而成。主线芯绝缘层1-2由硬度为 60a至80a的乙丙橡胶连续硫化制作而成,主线芯绝缘层1-2挤包在主线芯导体1-1外。
[0036]
见图1,屏蔽层1-3包括编织屏蔽层1-31和绕包屏蔽层1-32。
[0037]
编织屏蔽层1-31由编织导体1-31-1作为编织丝的一股与尼龙纱1-31-2一起复合编织在主线芯绝缘层1-2外。
[0038]
尼龙纱1-31-2采用2/240d制成,即每股尼龙纱由2根240d尼龙丝绞合而成。
[0039]
编织导体1-31-1由7根0.25mm的金属单丝绞合而成,本实施例为铜单丝。
[0040]
半导电尼龙带绕包在编织屏蔽层1-31外形成绕包屏蔽层1-32。
[0041]
见图1,监视线芯2沿其径向由内向外依次设有监视线芯导体2-1和监视线芯绝缘层2-2。监视线芯导体2-1由1根尼龙绳和4根导体复绞而成,复绞时绞合节径比为8倍,导体由6根镀锡铜丝绞合而成,1根尼龙绳采用1+4的结构设置在4根导体中。监视线芯绝缘层2-2由硬度为 60a至80a的乙丙橡胶连续硫化制作而成。尼龙绳采用3/5/210d尼龙丝制成,即每股尼龙绳由5根210d尼龙丝绞合,再3股进行绞合形成尼龙绳。
[0042]
中心填充3采用马鞍型芯垫。马鞍型芯垫采用半导电橡皮或氯丁橡皮材料挤包在监视线芯2外,监视线芯2外表涂覆滑石粉。
[0043]
中心填充3和3根主线芯1绞合成缆。
[0044]
外护套4采用氯丁橡皮材料挤包在绞合成缆的3根主线芯1和中心填充3外。
[0045]
见图1至图4,本实用新型的地上采矿工程用卷绕拖拽电缆的生产工艺包括以下步骤:
[0046]
1)将若干镀锡铜线束绞后复绞,形成主线芯导体1-1。
[0047]
2)通过挤塑机将乙丙橡胶挤包在主线芯导体1-1外形成主线芯绝缘层1-2,然后通过硫化设备对主线芯绝缘层1-2的乙丙橡胶进行硫化处理。
[0048]
3)将编织导体1-31-1作为编织丝的一股与尼龙纱1-31-2一起复合编织在主线芯绝缘层1-2外形成编织屏蔽层1-31。
[0049]
3.1)编织导体1-31-1由7根0.25mm的金属单丝绞合而成,本实施例为铜单丝。编织丝采用2/240d尼龙纱与相应的一股7/0.25的编织导体1-31-1一起进行编织。
[0050]
3.2)编织导体1-31-1采用整体焊接,每锭纡子中的单束股线之间需间隔至少3mm进行焊接,纡子整体更换距离不小于1m。
[0051]
4)半导电尼龙带绕包在编织屏蔽层1-31外形成绕包屏蔽层1-32。
[0052]
5)监视线芯导体2-1采用1根尼龙绳和4根导体复绞而成,在绞合时放线张力中心尼龙绳大于导体,其受张力的延伸控制在3%以内。导体采用6根0.2mm的镀锡铜丝绞合而成。4根导体采用了4/6/0.2的复绞结构,即每根导体由6根0.2mm的镀锡铜丝绞合,再4股进行复绞,复绞时绞合节径比为8倍,尼龙绳采用3/5/210d,即每股尼龙绳由5根210d尼龙丝绞合,再3股进行绞合形成尼龙绳,并在4根导体复绞时以1+4的结构形式放置在4根导体中心。将乙丙橡胶挤包在监视线芯导体2-1外,然后进行连续硫化形成监视线芯绝缘层2-2,从而制成监视线芯2。
[0053]
6)将半导电橡皮或氯丁橡皮材料挤包在监视线芯2外形成马鞍型垫心,从而制成中心填充3,挤包前在监视线芯2外表涂覆滑石粉。
[0054]
马鞍型垫心采用罐式硫化设备或水平干烘管道进行,挤包时在冷却水槽中应放入大量滑石粉,使马鞍型垫心表面充分粘连滑石粉。
[0055]
7)使用笼式成缆机对3根主线芯1和中心填充3进行绞合,主线芯1在成缆转动的同时中心填充3的马鞍型垫心的送料装置与绞笼转动方向同步转动,保证马鞍型垫心的每个弧面均贴合在相应的主线芯1的表面。
[0056]
所述马鞍形芯垫的送料装置的中心空管两端的进料端和出料端分别设有第一定位模具51和第二定位模具52。通过第一定位模具51和第二定位模具52对马鞍形芯垫进行导向,使其进入笼式成缆机时与其同轴。
[0057]
所述第一定位模具51为圆盘形,中央沿其轴向设有贯穿其两端的与马鞍形芯垫形状相对应的过线通孔。
[0058]
所述第二定位模具52为一体件,包括呈圆柱状的进料端和呈圆锥状的出料端,中央沿其轴向设有贯穿其两端的与马鞍形芯垫形状相对应的过线通孔,出料端采用圆锥状能使马鞍形芯垫出料时更接近笼式成缆机的绞合模具,定位更加精确。
[0059]
8)将氯丁橡皮材料挤包在绞合成缆的3根主线芯1和中心填充3外形成外护套4。
[0060]
以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1