在线端的自对准顶部过孔形成的制作方法
1.本发明涉及顶部过孔形成,并且更具体地涉及用于在线端进行自对准顶部过孔形成的技术。
背景技术:
2.在半导体器件金属化工艺中,过孔常常形成在金属线上方。然而,这种顶部过孔方案可能出现对准问题,尤其是当过孔在金属线的端部之上形成时。
3.即,顶部过孔方案中的一个挑战是在过孔的临界尺寸(cd)没有任何变化的情况下在线端处形成过孔。然而,如果使用光刻完成与金属线的对准,则控制通孔cd是困难的。即,有限的覆盖偏移可以使得过孔远离线端移动或者被线端切断,从而导致过孔cd减小。由于在光刻工艺期间的图案至图案未对准,可能发生重叠偏移。
4.由此,期望用于顶部过孔形成的改进技术。
技术实现要素:
5.本发明提供用于在线端处形成自对准顶部过孔的技术。在本发明的一个方面中,提供一种在线端处形成自对准过孔的方法。该方法包括:使用硬掩模对包括交替的偶数和奇数金属线的金属线进行图案化,所述硬掩模包括用于对所述偶数金属线进行图案化的第一硬掩模和用于对所述奇数金属线进行图案化的第二硬掩模;使用切割掩模切割所述硬掩模和(偶数或奇数的)选定金属线,所述切割掩模具有在所述选定金属线的切割区域上方暴露所述硬掩模的窗口;扩大所述切割掩模中的所述窗口以暴露所述选定金属线的所述切割区域的任一侧上的所述硬掩模;使用所述切割掩模中的扩大的窗口选择性地蚀刻所述硬掩模,以在所述选定金属线的所述切割区域内形成t形空腔;用间隙填充电介质填充所述t形空腔;去除所述硬掩模;以及相对于所述间隙填充电介质选择性地使所述金属线凹陷,其中所述间隙填充电介质悬垂于所述选定金属线的通过所述凹陷在所述金属线的端部处形成所述自对准过孔的部分。
6.在本发明的另一方面,提供了另一种在线端处形成自对准过孔的方法。该方法包括:使用硬掩模对包括交替的偶数和奇数金属线的金属线进行图案化,所述硬掩模包括用于对所述偶数金属线进行图案化的第一硬掩模和用于对所述奇数金属线进行图案化的第二硬掩模;使用第一切割掩模来切割所述第一硬掩模和所述偶数金属线中的选定的一个,所述第一切割掩模具有在选定偶数金属线的切割区域之上暴露所述第一硬掩模的窗口;扩大所述第一切割掩模中的所述窗口,以暴露所述选定偶数金属线的所述切割区域的任一侧上的所述第一硬掩模;使用所述第一切割掩模中的扩大的窗口选择性地蚀刻所述第一硬掩模,以在所述选定偶数金属线的所述切割区域内形成第一t形空腔;使用第二切割掩模来切割所述第二硬掩模和所述奇数金属线中的选定的一个,所述第二切割掩模具有窗口,所述窗口在选定奇数金属线的切割区域之上暴露所述第二硬掩模;扩大所述第二切割掩模中的所述窗口以暴露所述选定奇数金属线的所述切割区域的任一侧上的所述第二硬掩模;使用
所述第二切割掩模中的扩大的窗口选择性地蚀刻所述第二硬掩模以在所述选定奇数金属线的所述切割区域内形成第二t形空腔;用间隙填充电介质填充所述第一t形空腔和所述第二t形空腔;去除所述第一硬掩模和所述第二硬掩模;以及相对于所述间隙填充电介质选择性地使所述金属线凹陷,其中所述间隙填充电介质悬垂于所述选定偶数金属线和所述选定奇数金属线的通过所述凹陷在所述金属线的端部处形成所述自对准过孔的部分。
7.在本发明的又一方面,提供了在线端处形成自对准过孔的又一方法。该方法包括:使用硬掩模对包括交替的偶数和奇数金属线的金属线进行图案化,所述硬掩模包括用于对所述偶数金属线进行图案化的第一硬掩模和用于对所述奇数金属线进行图案化的第二硬掩模;使用第一切割掩模来切割所述第一硬掩模和所述偶数金属线中的选定的一个,所述第一切割掩模具有在选定偶数金属线的切割区域之上暴露所述第一硬掩模的窗口;扩大所述第一切割掩模中的所述窗口,以暴露所述选定偶数金属线的所述切割区域的任一侧上的所述第一硬掩模;使用所述第一切割掩模中的扩大的窗口选择性地蚀刻所述第一硬掩模,以在所述选定偶数金属线的所述切割区域内形成第一t形空腔;使用第二切割掩模来切割所述第二硬掩模和所述奇数金属线中的选定的一个,所述第二切割掩模具有窗口,所述窗口在所述选定奇数金属线的切割区域之上暴露所述第二硬掩模;扩大所述第二切割掩模中的所述窗口以暴露所述选定奇数金属线的所述切割区域的任一侧上的所述第二硬掩模;使用所述第二切割掩模中的扩大的窗口选择性地蚀刻所述第二硬掩模以在所述选定奇数金属线的所述切割区域内形成第二t形空腔;使用掩模切割所述第一硬掩模,所述掩模具有暴露所述偶数金属线之一的非线端上方的所述第一硬掩模的窗口,以在所述第一硬掩模中形成间隙;使用另一掩模切割所述第二硬掩模,所述另一掩模具有暴露所述奇数金属线之一的非线端上方的所述第二硬掩模的窗口,以在所述第二硬掩模中形成间隙;用间隙填充电介质填充所述第一t形空腔、所述第二t形空腔、所述第一硬掩模中的所述间隙、以及所述第二硬掩模中的所述间隙;去除所述第一硬掩模和所述第二硬掩模;以及相对于所述间隙填充电介质选择性地使所述金属线凹陷,其中所述间隙填充电介质悬垂于所述偶数金属线的通过所述凹陷而在所述偶数金属线和所述奇数金属线的端部处形成所述自对准过孔的部分,并且其中相对于所述第一硬掩模中的所述间隙中的所述间隙填充电介质和所述第二硬掩模中的所述间隙中的所述间隙填充电介质选择性地使所述金属线凹陷形成非线端过孔。
8.在本发明的另方面,提供了一种结构。所述结构包括:金属线;在所述金属线中的选定的一个中的切口;过孔,所述过孔与所述切口的任一侧上的选定金属线的线端对齐;以及在所述线端部之间的间隙填充电介质。
9.通过参照以下详细说明和附图,将会获得对本发明的更完整的理解以及本发明的进一步的特征和优点。
附图说明
10.图1是示出根据本发明的一个实施方式的用于图案化偶数金属线的第一硬掩模和用于图案化奇数金属线的第二硬掩模,以及在(偶数/奇数)金属线以及第一硬掩模和第二硬掩模之上/周围沉积的电介质材料的自上而下的示图;
11.图2是示出根据本发明的实施方式的在偶数金属线之一之上的第一硬掩模的横截面图(a-a
′
);
12.图3是示出了根据本发明的实施方式的位于奇数金属线之一上的第二硬掩模的横截面图(b-b
′
);
13.图4是示出了根据本发明的实施例的已经在第一硬掩模和第二硬掩模之上形成的(第一)切割掩模的俯视图,该第一硬掩模和第二硬掩模具有暴露待切割的偶数金属线中的选定的一个的切割区域上的第一硬掩模的窗口;
14.图5为横截面图(a-a
′
),其示出根据本发明实施例的第一切割掩模已用于在选定偶数金属线之上图案化/切割第一硬掩模;
15.图6是示出根据本发明的实施例的,即使第一切割掩模中的窗口侵入相邻的奇数金属线,也不会由于使用不同的第一硬掩模和第二硬掩模而发生该奇数金属线的切割的横截面图(b-b
′
);
16.图7是根据本发明的实施例的横截面图(a-a
′
),其示出来自已经转移到选定偶数金属线的第一硬掩模的图案,从而切割偶数金属线;
17.图8是示出根据本发明实施例的已被执行以扩大窗口的第一切割掩模的横向蚀刻的俯视图;
18.图9为根据本发明的实施例的横截面图(a-a
′
),其示出了在通过横向蚀刻已扩大/加宽窗口之后的第一切割掩模,并且第一切割掩模已用于在由扩大/加宽窗口暴露的切割区域的任一侧上的选定(偶数)金属线之上选择性地蚀刻第一硬掩模的部分,以形成(第一)“t形”空腔;
19.图10是根据本发明实施例的横截面图(b-b
′
),其示出了即使第一切割掩模的现在扩大的窗口侵入相邻奇数金属线上方的第二硬掩模,使用不同的第一/第二硬掩模材料以及选择性蚀刻防止发生第二硬掩模的任何蚀刻;
20.图11是示出了根据本发明的实施例的已经在第一硬掩模和第二硬掩模之上形成的(第二)切割掩模的俯视图,该第一硬掩模和第二硬掩模具有暴露待切割的奇数金属线中的选定的一个的切割区域上的第二硬掩模的窗口;
21.图12是示出了根据本发明的实施例的,即使第二切割掩模中的窗口侵入相邻的偶数金属线,也不发生由于使用不同的第一和第二硬掩模而导致的该偶数金属线的切割的横截面图(a-a
′
);
22.图13是根据本发明实施例的横截面图(b-b
′
),其示出了已经使用第二切割掩模在选定奇数金属线之上图案化/切割第二硬掩模,并且已经将来自第二硬掩模的图案转移至选定奇数金属线,切割该奇数金属线;
23.图14是根据本发明的实施例的横截面图(a-a
′
),其示出了在已经执行第一切割掩模的横向蚀刻以扩大窗口之后,即使第二切割掩模的现在扩大的窗口侵占相邻偶数金属线上方的第一硬掩模,使用不同的第一/第二硬掩模材料并且选择性蚀刻防止发生第一硬掩模的任何蚀刻;
24.图15是根据本发明的实施例的横截面图(b-b
′
),其示出了在通过横向蚀刻已经扩大/加宽窗口之后的第二切割掩模,并且第二切割掩模已经被用于选择性地蚀刻第二硬掩模的在通过扩大/加宽窗口暴露的切割区域的任一侧上的选定(奇数)金属线之上的部分,以形成(第二)“t形”空腔;
25.图16是示出了根据本发明的实施例的已经在第一和第二硬掩模之上形成的(第
三)切割掩模的俯视图,所述第一和第二硬掩模具有暴露偶数金属线之一之上的第一硬掩模的窗口,并且已经使用第三切割掩模来在选定偶数金属线之上图案化第一硬掩模,从而在第一硬掩模中形成间隙;
26.图17是根据本发明的实施例的横截面图(a-a
′
),其示出(第三)切割掩模填充选定偶数金属线的切割区域中的第一t形空腔;
27.图18是示出了根据本发明的实施例的已经在第一硬掩模和第二硬掩模之上形成的(第四)切割掩模的俯视图,该第一硬掩模和第二硬掩模具有暴露奇数金属线之一之上的第二硬掩模的窗口,并且第四切割掩模已经被用来在选定奇数金属线之上图案化第二硬掩模,从而在第一硬掩模中形成间隙;
28.图19是图示根据本发明的实施例的(第四)切割掩模填充选定奇数金属线的切割区域中的第二t形空腔的横截面图(a-a
′
);
29.图20是示出根据本发明实施例的已经沉积到/填充选定偶数/奇数金属线的切割区域中的第一/第二t形空腔中的间隙填充电介质以及第一/第二硬掩模中的(非线端)间隙的俯视图;
30.图21是根据本发明实施例的横截面图(a-a
′
),其示出在选定偶数金属线的切割区域中填充第一t形空腔的间隙填充电介质;
31.图22是根据本发明实施例的横截面图(b-b
′
),其示出在选定奇数金属线的切割区域中填充第二t形空腔的间隙填充电介质;
32.图23是根据本发明的实施例的横截面图(a-a
′
),其示出了已经去除第一硬掩模并且已经相对于间隙填充电介质选择性地凹陷偶数金属线,由此偶数金属线在线端处的间隙填充电介质覆盖的部分不凹陷,并且形成与(偶数)线端自对准的过孔;
33.图24是根据本发明的实施例的横截面图(b-b
′
),其示出了已经去除第二硬掩模并且已经相对于间隙填充电介质选择性地凹陷奇数金属线,由此奇数金属线的位于线端处的间隙填充电介质覆盖的部分不凹陷,并且形成与(奇数)线端自对准的过孔;以及
34.图25是示出根据本发明的实施例的间隙填充电介质的横截面图(a-a
′
),所述间隙填充电介质已被抛光从而暴露过孔在偶数线端处的顶部。
具体实施方式
35.本文提供用于在线端处形成自对准顶部过孔的技术,其首先采用切割光刻来限定线切割,然后加宽切割区域掩模开口并将图案转移到下面的金属线硬掩模层。随后,用电介质填充扩大的开口,以在线端处形成用于自对准顶部过孔的掩模。如下面将详细描述的,本技术将过孔放置在线切割区域的两侧(即,在线端处)。有利地,不存在过孔临界尺寸(cd)变化,否则该过孔临界尺寸变化会由于将过孔光刻地对准到先前形成的线切割而产生。而且,通过本工艺,通过硬掩模的横向蚀刻的量来控制线端处的过孔cd。
36.现在参见图1-25描述用于在线端处形成自对准过孔的示例性方法。如图1(俯视图)所示,工艺开始于使用第一硬掩模102对偶数金属线进行图案化以及使用第二硬掩模104对奇数金属线进行图案化。术语“偶数”和“奇数”在本文中用于指交替的金属线。哪些金属线是偶数和哪些是奇数的指定是任意的。然而,如果给定金属线是偶数,则下一相邻金属线是奇数,反之亦然。在本文中还可使用术语“第一”和
‘“
第二”来分别表示偶数和奇数金属
线。
37.值得注意的是,以下描述示出了在偶数/奇数金属线端处形成自对准过孔,以及在偶数/奇数金属线端上方形成非线端过孔。然而,应当理解,可以实施本技术以单独地或组合地并且以任何顺序形成用于偶数/奇数金属线的这些线端和/或非线端过孔中的任一个。例如,可以选择实现本技术,以简单地在偶数和/或奇数金属线端之上形成线端过孔,和/或形成用于偶数和/或奇数金属线的非线端过孔。
38.本方法需要用于偶数和奇数金属线的不同硬掩模(由不同材料形成)。如将从以下描述中变得显而易见的,该双重硬掩模配置允许偶数对奇数金属线的选择性切割,反之亦然。根据示范性实施例,第一硬掩模102由诸如钛(ti)、钽(ta)、氧化钛(tiox)、氮化钛(tin)和/或氮化钽(tan)的材料形成,并且第二硬掩模104由诸如氮化硅(sin)、碳氮化硅(sicn)、含氢的碳氮化硅(sicnh)和/或碳化硅(sic)的材料形成。第一硬掩模102和第二硬掩模104可以使用诸如光刻的图案化技术来图案化,之后进行蚀刻工艺。合适的蚀刻工艺包括但不限于诸如反应离子蚀刻(rie)的定向(各向异性)蚀刻工艺。或者,第一硬掩模102和第二硬掩模104可通过任何其他合适的技术来形成,包括但不限于侧壁图像转移(sit)、自对准双重图案化(sadp)、自对准四重图案化(saqp)和其他自对准多重图案化(samp)。
39.可以使用诸如rie的定向(各向异性)蚀刻工艺来分别使用第一硬掩模102和第二硬掩模104来形成偶数和奇数金属线。即,第一硬掩模102和第二硬掩模104形成在金属层(图中未示出)上,该金属层然后被图案化成单独的偶数和奇数金属线。用于金属层/金属线的合适金属包括但不限于钨(w)、钴(co)和/或钌(ru)。
40.然后,在(偶数/奇数)金属线以及第一和第二硬掩模102和104之上/周围沉积电介质材料106,随后进行诸如化学机械抛光(cmp)的抛光工艺,以去除过量的电介质。合适的电介质材料106包括但不限于氧化物材料,例如氧化硅(siox)和/或有机硅酸盐玻璃(sicoh)和/或超低κ层间电介质(ulk-ild)材料,例如具有小于2.7的介电常数κ。通过比较,二氧化硅(sio2)具有3.9的介电常数κ值。合适的超低κ电介质材料包括但不限于多孔有机硅酸盐玻璃(psicoh)。
41.图2是示出了在偶数金属线202之上的第一硬掩模102的横截面图(沿着线a-a
′‑
参见图1)。图3是示出了在奇数金属线302之上的第二硬掩模104的横截面图(沿着线b-b
′‑
参见图1)。
42.然后,执行均匀的金属线202切割。为此,在第一硬掩模102和第二硬掩模104上方形成(第一)切割掩模402。参见图4(俯视图)。窗口404(暴露切割区域)存在于第一硬掩模102中的一者之上(在待切割的偶数金属线202中的选定一者之上)的切割掩模402中。根据示范性实施例,由多层光刻堆叠体形成切割掩模402,所述多层光刻堆叠体包括但不限于设置在抗反射涂层(arc)和有机平坦化层(opl)之上的光致抗蚀剂。理想地,窗口404仅打开待切割的选定偶数金属线202(即,期望的切割区域)上方的第一硬掩模102。然而,如图6所示并且如下所述,对于偶数和奇数金属线使用不同的硬掩模扩大了工艺窗口,因为不同的/第二硬掩模104存在于相邻的奇数金属线之上并保护相邻的奇数金属线。
43.图5是(沿着线a-a
′
)的截面图,示出了已经被用于在待切割的选定偶数金属线202之上图案化/切割第一硬掩模102的切割掩模402。如图6所示(横截面图(沿着线b-b
′
)),即使窗口404侵占相邻的奇数金属线302,该奇数金属线302由第二硬掩模104(即,不同的硬掩
模材料,见上文)保护。因此,没有发生奇数金属线302的切割。仅作为示例,使用含氯等离子体的等离子体蚀刻工艺可以用于选择性地蚀刻硬掩模102。
44.图7是(沿着线a-a
′
)横截面图,示出了来自第一硬掩模102的图案已被转移到选定偶数金属线202,切割该偶数金属线202。对于金属线切割,可以采用诸如rie的定向(各向异性)蚀刻工艺。
45.如图8(俯视图)所示,随后执行切割掩模402的横向蚀刻(见箭头802)以扩大窗口404。窗口404的这种扩大/加宽限定了过孔的宽度,基于横向蚀刻,过孔现在被放置在线切割区域的两侧上(即,在已经被切割的选定偶数金属线202的端部处)。根据示范性实施例,使用氧等离子体蚀刻来执行切割掩模402的这种横向蚀刻。必须注意加宽/扩大的窗口404足以在切割区域的任一侧上在选定(偶数)金属线之上暴露第一硬掩模102的部分,而不加宽窗口404太多以致于暴露另一不同的偶数金属线202之上的第一硬掩模102。
46.图9是示出在通过横向蚀刻扩大/加宽窗口404之后的切割掩模402的横截面图(沿线a-a
′
)。如上所述,扩大窗口404暴露出在切割区域的任一侧上的选定(偶数)金属线之上的第一硬掩模102的部分。接下来,如图9所示,切割掩模402用于选择性地蚀刻第一硬掩模102的位于由扩大/加宽的窗口404暴露的切割区域的任一侧上的选定(偶数)金属线之上的那些部分。如上所述,使用含氯等离子体的等离子体蚀刻工艺可以用于选择性地蚀刻硬掩模102。如图9所示,在选定偶数金属线的切割区域之上的蚀刻的第一硬掩模102形成(第一)“t形”空腔902。
47.如图10(横截面图(沿着线b-b
′
))所示,即使现在扩大的窗口404侵占相邻的第二硬掩模104/奇数金属线302,使用不同的第一/第二硬掩模材料以及选择性蚀刻也防止发生第二硬掩模104的任何蚀刻。在切割区域的任一侧上的选定(偶数)金属线之上的第一硬掩模102已经被蚀刻穿过扩大的窗口404之后,去除切割掩模402。
48.然后使用相同的一般工艺来切割奇数金属线302中的选定的一个。即,如图11(俯视图)所示,在第一硬掩模102和第二硬掩模104上形成(第二)切割掩模1102。窗口1104(暴露切割区域)存在于第二硬掩模104中的一者上方(待切割的奇数金属线302中的选定的一个的上方)的切割掩模1102中。根据示范性实施例,由诸如光致抗蚀剂/arc/opl堆叠体的多层光刻堆叠体形成切割掩模1102。理想地,窗口1104仅打开待切割的选定奇数金属线302(即,期望的切割区域)上方的第二硬掩模104。然而,对于偶数和奇数金属线使用不同的硬掩模扩大了工艺窗口,因为不同的/第一硬掩模102存在于相邻的偶数金属线之上并保护相邻的偶数金属线。即,如图12(横截面图(沿着线a-a
′
))所示,即使窗口1104侵害相邻的偶数金属线202,该偶数金属线202也由第一硬掩模102(即,不同的硬掩模材料,见上文)保护。由此,不会发生对偶数金属线202的切割。仅作为示例,使用碳氟化合物等离子体的等离子体蚀刻工艺可以用于选择性地蚀刻硬掩模104。此外,如图12所示,切割掩模1102填充选定偶数金属线的切割区域中的t形空腔902。
49.图13是(沿着线b-b
′
)横截面图,示出了切割掩模1102已经被用来在选定奇数金属线203上方图案化/切割第二硬掩模104,并且来自第二硬掩模104的图案已经被转移到选定奇数金属线302,切割该奇数金属线302。对于金属线切割,可以采用诸如rie的定向(各向异性)蚀刻工艺。虽然在图13中结合,但是在上述图5和图7中描述了单独的硬掩模和金属线图案化步骤(在用于图案化选定偶数金属线的情况下)。
50.然后,执行切割掩模1102的横向蚀刻,以加宽第二硬掩模104和选定奇数金属线302上方的窗口1104。如图14所示,(沿着线a-a
′
)的横截面图,即使现在扩大的窗口1104(见箭头1402)侵占相邻的第一硬掩模102/偶数金属线202,使用不同的第一/第二硬掩模材料以及选择性蚀刻防止发生第一硬掩模102的任何蚀刻。
51.如上所述,窗口1104的加宽限定了过孔的宽度,基于横向蚀刻,过孔现在被放置在线切割区域的两侧上(即,在已经被切割的选定奇数金属线302的端部处)。根据示范性实施例,使用氧等离子体蚀刻来执行切割掩模1102的该横向蚀刻。必须注意加宽/扩大的窗口1104足以在切割区域的任一侧上在选定(奇数)金属线之上暴露第二硬掩模104的部分,而不加宽窗口1104太多以致于暴露另一不同的奇数金属线302之上的第二硬掩模104。
52.图15是示出在窗口1104已通过横向蚀刻被扩大/加宽之后的切割掩模1102的横截面图(沿线b-b
′
)。如上所述,扩大窗口404暴露出在切割区域的任一侧上的选定(奇数)金属线之上的第二硬掩模104的部分。接下来,如图15所示,切割掩模1102用于选择性地蚀刻第二硬掩模104的位于由扩大/加宽的窗口1104暴露的切割区域的任一侧上的选定(奇数)金属线之上的那些部分。如上所述,使用碳氟化合物等离子体的等离子体蚀刻工艺可以用于选择性地蚀刻硬掩模104。如图15所示,在选定奇数金属线的切割区域之上的蚀刻的第二硬掩模104形成(第二)“t形”空腔1502。在切割区域的任一侧上的选定(奇数)金属线之上的第二硬掩模104已经被蚀刻穿过扩大的窗口1104之后,去除切割掩模1102。
53.非线端过孔(即,不在金属线的端部之上的顶部过孔)也可以在相应的第一/第二硬掩模102/104中分别在偶数/奇数金属线202/302之上被图案化。例如,如图16(俯视图)所示,在第一硬掩模102和第二硬掩模104上方形成(第三)过孔掩模1602。窗口1604(限定过孔区域)存在于过孔掩模1602中,过孔掩模1602在偶数金属线202中的选定的一个之上的第一硬掩模102中的一者之上。根据示范性实施例,由诸如光致抗蚀剂/arc/opl堆叠体的多层光刻堆叠体形成过孔掩模1602。如图17所示,(沿着线a-a
′
)过孔掩模1602的横截面图在选定偶数金属线的切割区域中填充t形空腔902。以相同的方式,过孔掩模1602填充在选定奇数金属线的切割区域中的t形空腔1502(尽管未在附图中明确示出)。
54.返回参考图16,过孔掩模1602然后用于图案化在选定偶数金属线202之上的第一硬掩模102,从而在第一硬掩模102中形成间隙1606。如上所述,使用含氯等离子体的等离子体蚀刻工艺可以用于选择性地蚀刻硬掩模102。在已经在选定(偶数)金属线之上的第一硬掩模102中蚀刻了非线端过孔之后,去除过孔掩模1602。
55.相同的工艺适用于在选定奇数金属线之上的第二硬掩模104中形成非线端过孔。例如,如图18(俯视图)所示,在第一硬掩模102和第二硬掩模104上方形成(第四)过孔掩模1802。窗口1804(限定过孔区域)存在于过孔掩模1802中,其在奇数金属线302中的选定的一个之上的第二硬掩模104之上。根据示范性实施例,由诸如光致抗蚀剂/arc/opl堆叠体的多层光刻堆叠体形成过孔掩模1802。如图19(沿着线b-b
′
)的横截面图所示,过孔掩模1802填充选定奇数金属线的切割区域中的t形空腔1502。以相同的方式,过孔掩模1802填充选定偶数金属线的过孔区域中的t形空腔902(尽管未在附图中明确示出)。
56.返回参考图18,过孔掩模1802然后用于图案化在选定奇数金属线302之上的第二硬掩模104,从而在第二硬掩模104中形成间隙1806。如上所述,使用碳氟化合物等离子体的等离子体蚀刻工艺可以用于选择性地蚀刻硬掩模104。在已经在选定(奇数)金属线之上的
第二硬掩模104中蚀刻了非线端过孔之后,去除过孔掩模1802。
57.然后将间隙填充电介质沉积到选定偶数/奇数金属线的切割区域中的(线端)t形空腔902/1502中并且填充选定偶数/奇数金属线的切割区域中的(线端)t形空腔902/1502,以及将间隙填充电介质沉积到第一/第二硬掩模102/104中的(非线端部)间隙1606/1806并且填充其中,之后进行诸如cmp的抛光工艺以去除过量的电介质。合适的间隙填充电介质材料包括但不限于氧化硅(siox)和/或旋涂玻璃(sog)。即,如图20(俯视图)所示,间隙填充电介质2002现在填充选定偶数/奇数金属线的切割区域中的t形空腔902/1502以及第一/第二硬掩模102/104中的(非线端)间隙1606/1806。
58.图21是示出了填充选定偶数金属线的切割区域中的t形空腔902的间隙填充电介质2002的横截面图(沿线a-a
′
)。图22是示出了填充选定奇数金属线的切割区域中的t形空腔1502的间隙填充电介质2002的横截面图(沿线b-b
′
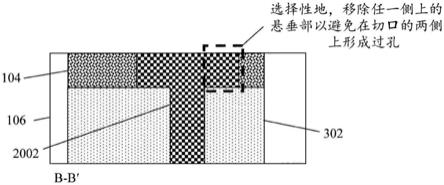
)。选择性地,可(例如)使用额外掩模(未示出)来移除t形间隙填充电介质2002的一侧悬垂部,以避免在奇数线及偶数线两者中的切口的两侧上形成过孔。这允许仅在切口的一侧上形成自对准过孔。
59.然后使用硬掩模和对间隙填充电介质2002有选择性的金属线蚀刻来去除第一/第二硬掩模102/104。即,图23是(沿着线a-a
′
)的横截面图,示出了第一硬掩模102已被去除并且偶数金属线202已对间隙填充电介质2002选择性地凹陷。由于t形空腔902的配置,间隙填充电介质2002悬垂于/覆盖在线端处的偶数金属线202的一部分。结果,偶数金属线202的在线端处的该被覆盖部分不会凹陷,并且形成与(偶数)线端自对准的过孔2302。该工艺还形成非线端过孔(未示出)。如上所述,使用含氯等离子体的等离子体蚀刻工艺可以用于选择性地蚀刻硬掩模102。可以采用金属选择性rie来对间隙填充电介质2002选择性地使偶数金属线202凹陷。
60.图24是(沿线b-b
′
)的横截面图,示出了第二硬掩模104已被去除并且奇数金属线302已对间隙填充电介质2002选择性地凹陷。归因于t形空腔1502,间隙填充电介质2002悬垂于/覆盖在线端处的奇数金属线302的一部分。结果,奇数金属线302的在线端处的这个被覆盖部分没有凹陷,并且形成与(奇数)线端自对准的过孔2402。该工艺还形成非线端过孔(未示出)。如上所述,使用碳氟化合物等离子体的等离子体蚀刻工艺可以用于选择性地蚀刻硬掩模104。可以采用金属选择性rie来对间隙填充电介质2002选择性地使奇数金属线302凹陷。
61.所有上述工艺可损坏电介质材料106。因此,根据示范性实施例,去除该损坏的电介质材料106,并且用新的电介质材料(现在给定附图标记106
′
)替换该损坏的电介质材料106。在该情况下,电介质材料106
′
不仅填充线之间的空间,而且填充沿线的所有顶部过孔(线端过孔2302、2402和其他非线端过孔)之间的空间。
62.最后,然后采用诸如cmp之类的工艺来抛光106
′
覆盖层并将间隙填充电介质2002向下抛光至过孔2302/2402,由此暴露在偶数/奇数线端处的过孔2302/2402的顶部。例如,图25是示出间隙填充电介质2002已被向下抛光至过孔2302,从而暴露在偶数线端处的过孔2302的顶部的横截面图(沿线a-a
′
)。在奇数线端处的过孔2402存在相同配置。
63.例如,如图25所示,所得到的结构包括在(即,偶数和/或奇数)金属线的至少一个选定金属线中的切口。过孔(例如,图25中的过孔2302)与切口任一侧上的选定金属线的线端完美对准。例如,如图25所示,每个过孔2302的侧壁与选定金属线的线端共面。在线端之
间存在间隙填充电介质2002。
64.虽然本文已经描述了本发明的说明性实施例,但是应当理解的是,本发明不限于那些精确的实施例,并且在不脱离本发明的范围的情况下,本领域技术人员可以进行各种其他改变和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1