锂离子电池的电芯的制备方法、锂离子电池及其应用与流程
1.本发明涉及锂离子电池技术领域,特别涉及一种车用锂离子电池的电芯的制备方法及其制备的锂离子电池。
背景技术:
2.目前锂离子电池在纯电动车中的应用中存在以下共性问题:车用锂离子电芯的功率性能差,大电流放电温升高,限制了电动车的爬坡和加速等性能的开发;车用锂离子电芯快充性能差,不能满足车用快速充电的需求;车用锂离子电芯安全性能差,遇到过充,短路,挤压等滥用时,很容易出现电池系统着火爆炸现象;车用锂离子电芯正负极极片制作工艺复杂,设备精度要求高,投资成本大。
3.目前,车用锂离子电芯的正极极片集流体用一定厚度的铝箔作为基材,负极极片集流体用一定厚度的铜箔作为基材,极片切面示意图如图1所示。
4.车用锂离子电芯的隔膜目前大多为pe、pp、pp
‑
pe
‑
pp三层隔膜,在隔膜上都会增设陶瓷隔膜来增加隔膜的绝缘性,提高安全性。此外,车用锂离子电芯的阻燃剂大多会以不同比例直接添加在电解液中,对电池热失控产生抑制作用,但这样一来会降低电池的电化学性能。在制备工艺方面,目前车用锂离子电芯的正极极片和负极极片都是采用湿法混浆,并采用湿法涂布的工艺,用喷涂或者转移的方式将正负极混好的湿料涂覆在铝箔和铜箔上,然后在一定的温度下进行烘干,然后再进行辊压、分切成正负极极片,正极极片制作流程示意图参见图2,负极极片制作流程示意图参见图3。采用上述传统工艺,存在电芯正负极极片制作工艺复杂、电芯制备成本高、电芯电性能易受影响等弊端。
技术实现要素:
5.有鉴于此,本发明提供一种锂离子电池的电芯的制备方法、锂离子电池及其应用,采用本发明的制备方法制备锂离子电池的电芯,不仅可以改善极片的导电性能,降低极片的接触内阻提高电池的放电功率和快充能力,而且由于采用干法混料和干法刷片,可以节省溶剂、简化工艺、降低成本。
6.本发明为达到其目的,提供如下技术方案:
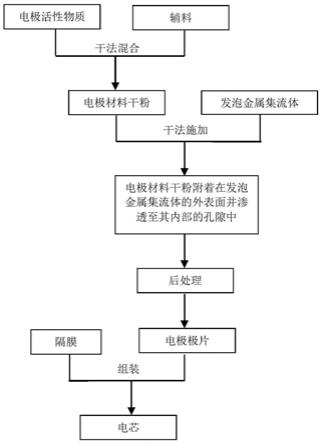
7.本发明一方面提供一种锂离子电池的电芯的制备方法,所述电芯的制备方法包括:
8.将电极活性物质和辅料干法混合得到电极材料干粉;
9.将所述电极材料干粉施加于发泡金属集流体表面,以使所述电极材料干粉附着于所述发泡金属集流体的外表面并且渗透至所述发泡金属集流体内部的孔隙中,经过后续处理后得到电极极片;
10.制备隔膜,并将所述电极极片和所述隔膜组装得到所述电芯。
11.进一步的,所述电极极片包括正极极片和负极极片;所述正极极片的制备步骤包括:将正极活性物质和辅料干法混合得到正极材料干粉;将所述正极材料干粉施加于发泡
铝集流体表面,并使所述正极材料干粉附着于所述发泡铝集流体的外表面并且渗透至所述发泡铝集流体内部的孔隙中,以得到所述正极极片;优选的,所述正极极片的面密度为0.04~0.08g/cm2(例如0.04、0.06、0.08g/cm2等);
12.和/或,所述负极极片的制备步骤包括:将负极活性物质和辅料干法混合得到负极材料干粉;将所述负极材料干粉施加于发泡铜集流体表面,并使所述负极材料干粉附着于所述发泡铜集流体的外表面并且渗透至所述发泡铜集流体内部的孔隙中,以得到所述负极极片;优选的,所述负极极片的面密度为0.02~0.06g/cm2(例如0.02、0.04、0.06g/cm2等)。
13.本发明采用发泡金属集流体作为电极集流体,具体如采用发泡铝材料作为正极集流体替代常规工艺中的铝箔,采用发泡铜材料作为负极集流体替代常规工艺中的铜箔;其中发泡金属材料(如发泡铝和发泡铜)是三维立体结构,采用干法混合和干粉上料,制作极片的时候,所有的电池材料干粉会均匀的分布在发泡集流体中,不仅附着在集流体的表面,而且会渗透至发泡集流体的内部孔隙,增强正负极干粉导电网络,使极粉都能有效的接触导电网络,提高极片的导电率,降低极片的接触内阻,提高电池的放电功率,提高电池的快充能力。
14.此外,本发明的制备方法,在制备电极极片时(例如制备正负极极片时),采用干法混料,干法上料,无需额外添加溶剂,无需如湿法涂布工艺那样进行涂覆烘干,简化了制作工艺,减少了制作工序,同时还能降低投资成本。
15.优选的实施方式中,所述制备隔膜包括:在隔膜基材的外表面涂覆涂层材料,所述涂层材料在所述隔膜基材外表面形成涂层,所述涂层材料包括阻燃剂和包裹所述阻燃剂的包裹材料。包裹所述阻燃剂的包裹材料,在与阻燃剂混合后涂覆在隔膜基材表面形成涂层后,不会溶解在电解液中,能够在电解液中稳定存在。
16.优选的实施方式中,所述包裹材料包括溶剂、pvdf和造孔剂,其中所述溶剂、所述pvdf、所述造孔剂和所述阻燃剂的质量比为100:(2~7.5):(2~10):(0.5~10),例如100:2:2:0.5、100:2.5:3:1、100:5:6:5、100:7.5:10:10等。
17.一些具体实施方式中,所述涂层材料的配制步骤包括:将所述包裹材料的各组分与所述阻燃剂混合搅拌,分散温度可以为25~60℃,分散转速例如为5~25hz公转,600~2000r自转,使所述阻燃剂分散于所述包裹材料中,阻燃剂被包裹材料细密包裹。包裹材料中所用的所述溶剂可以是nmp(n
‑
甲基吡咯烷酮)、dmac(二甲基乙酰胺)等中的一种或多种;所用的造孔剂例如为四卤甲烷(例如四氯甲烷、四氟甲烷、四溴甲烷、四碘甲烷等)等。
18.本发明的隔膜和传统的隔膜相比,无需增设陶瓷隔膜,且阻燃剂被包裹材料细密包裹并涂覆在隔膜基材表面,从而替代了传统工艺中将阻燃剂直接添加裸露在电解液中的方式,不仅具有较好的安全性(例如热失控性能),而且同时还保证了电芯的电性能(例如容量和循环性能)。
19.本发明中,所用的阻燃剂可以采用本领域适用的阻燃剂类型,例如可以选自有机磷化合物、有机氟化合物、卤代烷基磷酸酯(例如bte、ttfp、tpp)等中的一种或多种。
20.本发明中,所用的所述隔膜基材可以采用本领域适用的隔膜材质,例如可以选自pe隔膜,pp隔膜,pp
‑
pe
‑
pp三层隔膜或无纺布隔膜等隔膜材质。
21.本发明中,优选地,所述隔膜基材的外表面的所述涂层的面密度为0.10~1g/m2(例如0.10g/m2、0.50g/m2、1g/m2等)。
22.一些具体实施方式中,所述正极材料干粉中,所述辅料包括粘合剂和导电剂,其中正极活性物质、粘合剂和导电剂的质量百分比依次分别为90%~98%、0.5%~7%、0.5%~5%。正极活性物质、粘合剂和导电剂分别可以采用本领域适用的相应物料,对此没有特别限制,例如正极活性物质可以选自镍钴锰酸锂材料、磷酸铁锂材料、镍钴铝酸锂材料、钴酸锂材料、锰酸锂材料等;粘合剂采用粘合剂干粉,例如pvdf(聚偏氟乙烯)等;导电剂例如可以选自sp系列、ks系列、碳纳米管、石墨烯等。
23.一些具体实施方式中,所述负极材料干粉中,所述辅料包括粘合剂和导电剂,其中负极活性物质、粘合剂和导电剂的质量百分比依次分别为90%~98%、0.5%~5%、0.5%~5%。负极活性物质、粘合剂和导电剂分别可以采用本领域适用的相应物料,对此没有特别限制,例如负极活性物质可以选自石墨、硅碳材料、钛酸锂材料等;粘合剂采用粘合剂干粉,例如选自pvdf(聚偏氟乙烯)、cmc(羧甲基纤维素)、sbr(丁苯橡胶)等;导电剂例如选自sp系列、ks系列、碳纳米管、石墨烯等。
24.一些具体实施方式中,所述电极材料干粉经研磨、过筛处理后再施加于所述金属集流体表面;具体地,制备所述正极极片时,所述正极材料干粉经研磨、过筛后再施加于所述发泡铝集流体表面,所述正极材料干粉进行所述过筛处理的目数为100~300目;制备所述负极极片时,所述负极材料干粉经研磨、过筛后再施加于所述发泡铜集流体表面,所述负极材料干粉进行所述过筛处理的目数为100~200目。通过研磨使正极材料和负极材料干粉混合均匀,并去除团聚现象;例如正极或负极材料可以采用直径10~100mm的锆珠进行研磨6~24h,研磨的速度为公转10~20hz,自转600~1400r,充分将导电剂、粘合剂和正极或负极活性物质干粉搅拌均匀。
25.一些具体实施方式中,所述后续处理包括辊压、分切。具体地,将所述正极材料干粉施加于所述发泡铝集流体表面后,经辊压、分切得到所述正极极片;将所述负极干粉材料施加于所述发泡铜集流体表面后,经辊压、分切得到所述负极极片。正极材料干粉和负极材料干粉可以通过涂片设备以干粉刷片方式施加于正极或负极集流体上,再通过辊压设备辊压,之后分切得到正极或负极极片。
26.本发明另一方面还提供一种锂离子电池,所述锂离子电池包括电芯,所述电芯包括电极极片和与所述电极极片层叠设置的隔膜,其中,所述电极极片包括发泡金属集流体和电极材料,所述电极材料附着于所述发泡金属集流体表面并渗透至所述发泡金属集流体内部的孔隙中。
27.进一步的,所述电极极片包括正极极片和负极极片,所述隔膜设置在所述正极极片和所述负极极片之间,
28.所述正极极片的发泡金属集流体为发泡铝集流体,所述正极极片的电极材料为正极材料;
29.所述负极极片的发泡金属集流体为发泡铜集流体,所述负极极片的电极材料为负极材料;
30.优选的,所述隔膜包括隔膜基材和涂覆于所述隔膜基材外表面的涂层,所述涂层包括阻燃剂和包裹所述阻燃剂的包裹材料。
31.关于锂离子电池的电芯中涉及的正极极片、负极极片和隔膜的说明,可以参照前文关于锂离子电池的电芯制备方法中的相应说明,对此不再一一赘述。
32.具体地,所述锂离子电池的电芯可采用上文所述的制备方法制得。
33.本发明还提供上文所述的锂离子电池在车用锂离子电池中的应用。
34.对于锂离子电池的电芯的组装操作和锂离子电池的组装操作均为本领域技术人员所熟知的,本领域技术人员可以根据其掌握的相应常规技术完成组装操作。本发明主要改进之处在于对现有锂离子电池的电芯的电极极片(具体如正极极片、负极极片)和隔膜的制备进行改进,文中未作特别说明之处,本领域技术人员可以根据其掌握的公知常识和常规技术手段而知晓或理解,对此不再一一赘述。
35.本发明提供的技术方案具有如下有益效果:
36.采用本发明的制备方法制备锂离子电池的电芯,改善了车用锂离子电芯的功率性能,提高大电流放电性能和车用锂离子电芯快充性能。本发明采用改进的隔膜,无需直接将阻燃剂加入电解液中,提高了车用锂离子电芯安全性的同时保证了电芯的原有电性能。本发明工艺降低了锂离子电池电芯极片(如正负极极片)制作工艺复杂程度,减少工序,降低投资成本。
附图说明
37.图1是现有技术中极片沿厚度方向的切面示意图;
38.图2是现有技术中正极极片的制作流程示意图;
39.图3是现有技术中负极极片的制作流程示意图;
40.图4是本发明一种实施方式中电极极片的制作流程示意图;
41.图5是本发明一种实施方式中正极极片沿厚度方向的切面示意图;
42.图6是本发明一种实施方式中沿隔膜厚度方向切面示意图;
43.图7是涂层材料内阻燃剂被包裹材料包裹的示意图;
44.图8是不同倍率的恒流充电曲线;
45.图9是不同倍率的恒流放电曲线;
46.图10是循环曲线。
47.附图标记说明:
48.1、正/负极极片活性物浆料涂覆区域;2、正/负极极片集流体;3、正极材料干粉;4、正极极片集流体;5、隔膜基材;6、涂层;7、阻燃剂;8、包裹材料。
具体实施方式
49.为了更好的理解本发明的技术方案,下面结合实施例进一步阐述本发明的内容,但本发明的内容并不仅仅局限于以下实施例。
50.本发明对现有的锂离子电池的电芯的制备工艺进行改进,提供一种新的锂离子电池的电芯的制备方法。本发明提供的锂离子电池的电芯的制备方法,将电极活性物质和辅料干法混合得到电极材料干粉;将电极材料干粉施加于发泡金属集流体表面,以使电极材料干粉附着于发泡金属集流体的外表面并且渗透至发泡金属集流体内部的孔隙中,经过后续处理后得到电极极片;制备隔膜,并将电极极片和隔膜组装得到电芯。具体地,将正极活性物质和辅料以粉料形式进行干法混合得到正极材料干粉,之后直接将正极材料干粉以粉料形式施加于发泡铝集流体上,使得正极材料干粉不仅附着于发泡铝集流体外表面,而且
还使正极材料干粉渗透至发泡铝集流体内部的孔隙中;经辊压、分切得到正极极片。类似的,在制备负极极片时,将负极活性物质和辅料以粉料形式进行干法混合得到负极材料干粉,之后直接将负极材料干粉以粉料形式施加于发泡铜集流体上,使得负极材料干粉不仅附着于发泡铜集流体外表面,而且还使负极材料干粉渗透至发泡铜集流体内部的孔隙中;经辊压、分切得到负极极片。采用上述电极极片制作工艺,能使电极材料干粉均匀的分布在发泡集流体中,不仅附着在集流体的表面,而且会渗透至发泡集流体的内部孔隙,增强电极干粉导电网络,使极粉都能有效的接触导电网络,提高极片的导电率,降低极片的接触内阻,提高电池的放电功率,提高电池的快充能力。而且,采用干法混料和干法上料,避免了溶剂的使用,且后续免去了烘干环节,工艺得到简化,制备成本得到降低。
51.进一步的,本发明对锂离子电池电芯的隔膜进行改进,在隔膜基材的外表面涂覆涂层材料,涂层材料包括阻燃剂和包裹所述阻燃剂的包裹材料,包裹材料包裹阻燃剂后,涂覆在隔膜基材表面形成涂层,该涂层能在电解液中稳定存在,不会溶解在电解液中;采用这样的方式制备隔膜,将阻燃剂以被包裹形式涂覆在隔膜基材表面(参见图7),不需要直接在电解液中添加阻燃剂,同时也无需额外增加陶瓷隔膜,不仅使电芯具备良好的安全性,而且还保证了电芯的电性能。包裹材料优选包括溶剂、pvdf和造孔剂,较佳的,所述溶剂、所述pvdf、所述造孔剂和所述阻燃剂的质量比为100:(2~7.5):(2~10):(0.5~10)。
52.下面结合实施例,对本发明的技术方案作进一步说明。
53.实施例1
54.锂离子电池电芯的制备方法,包括如下步骤:
55.制备正极极片:将正极活性物质、导电剂和粘合剂干粉进行真空上料并在真空下搅拌混合,经研磨后过200目筛得到正极材料干粉;将正极材料干粉通过涂布设备进行刷粉(干法刷片),施加于发泡铝集流体表面,之后进行辊压和分切,得到正极极片;其中,正极材料干粉不仅被附着于发泡铝集流体的外表面,并且还渗透至所述发泡铝集流体内部的孔隙中。正极极片沿厚度方向的切面示意图参见图5。
56.制备负极极片:将负极活性物质、导电剂和粘合剂干粉进行真空上料并在真空下搅拌混合,经研磨后过150目筛得到负极材料干粉;将负极材料干粉通过涂布设备进行刷粉(干法刷片),施加于发泡铜集流体表面,之后进行辊压和分切,得到负极极片;其中,负极材料干粉不仅被附着于发泡铜集流体的外表面,并且还渗透至所述发泡铜集流体内部的孔隙中。负极极片沿厚度方向的切面示意图和正极极片的类似,也可参见图5。
57.制备隔膜:在隔膜基材的外表面涂覆涂层材料,涂层材料在隔膜基材外表面形成涂层(参见图6);涂层材料组成为溶剂nmp、pvdf、造孔剂和阻燃剂,它们的质量比依次为100:3:2.5:0.8,其中造孔剂采用四氯甲烷,阻燃剂采用tpp(三苯基磷酸酯),隔膜基材为厚度9微米的pe隔膜;将涂层材料各组分进行溶解搅拌分散,使阻燃剂能均匀的分散在包裹材料中,分散温度为45℃之间,分散转速为15hz公转、1000r自转。
58.将上述隔膜层叠于正极极片和负极极片之间组装成电芯,之后注入电解液(电解液的成分及质量百分比为:lipf6:ec(碳酸乙烯酯):emc(碳酸甲乙酯):dec(碳酸二乙酯):ps(1,3
‑
丙磺酸内酯):vc(碳酸亚乙烯酯)=11%:34%:27%:25%:1.5%:1.5%),真空静置,封口,得到锂离子电池。本实施例中电池设计容量为2626mah、额定容量为2600mah。
59.本实施例中,关于正极极片和负极极片制作过程中涉及的一些原料和原料用量和
电芯制备过程中的相关规格请参见下表1所示。
60.本实施例中所用原料均为本领域常规市售原料。
61.表1
[0062][0063]
将所得锂离子电池进行性能检测:
[0064]
分别采用0.33c、0.5c、1c、2c的恒流进行倍率放电性能和快充倍率性能测试,结果参见图8、图9。图8所示为不同倍率的恒流充电曲线,从图8可见实施例1所得锂离子电池,能实现2c倍率充电,且恒流充电容量较高。图9所示为不同倍率的恒流放电曲线,从图9可见,实施例1所得锂离子电池,其倍率放电表现出较高的放电平台和高倍率下的放电容量。
[0065]
对比例1
[0066]
对比例1和实施例1采用基本相同的方法制备锂离子电池及电芯,不同仅在于:将正极极片中的发泡铝集流体替换为铝箔,将负极极片中的发泡铜集流体替换为铜箔。
[0067]
将对比例1的锂离子电池进行性能测试:
[0068]
倍率放电测试:25℃,1/3c恒流充电至最高截止电压,恒压充电至电流降0.05c;n*c恒流放电至2.5v(n=1/3,1/2,1,2);
[0069]
倍率充电测试:25℃,n*c恒流充电至最高截止电压,(n=1/3,1/2,1);1/3c恒流放电至2.5v;
[0070]
实验结果参见下表2。
[0071]
表2
[0072][0073]
从表2的实验结果可见:在快充倍率性能中,实施例1的充电容量百分比都会高于对比例1,说明要采用阶梯快充性能时,实施例1的充电时间将小于对比例1,从而满足更好的快充性能。
[0074]
从表2可以看出:在倍率放电性能中,实施例1的放电容量百分比都会高于对比例1,说明实施例1的功率性能要高于对比例1。
[0075]
对比例2
[0076]
和实施例1相比,不同在于:将正极极片中的发泡铝集流体替换为铝箔,将负极极片中的发泡铜集流体替换为铜箔,同时制备隔膜时未添加阻燃剂,且锂离子电池的电解液中没有添加阻燃剂。
[0077]
对比例3
[0078]
和实施例1相比,不同在于:制备隔膜时未添加阻燃剂,而直接在锂离子电池的电解液中添加等量的阻燃剂。
[0079]
将对比例2~3和实施例1的锂离子电池进行循环性能测试,测试方法如下:
[0080]
1)、25℃,0.5c恒流充电至最高截止电压,恒压充电至电流降0.05c;
[0081]
2)、休息30min;
[0082]
3)、1c恒流放电至2.5v;
[0083]
4)、休息60min;
[0084]
5)、循环1~4步骤;
[0085]
6)、循环至容量衰减到80%结束测试。
[0086]
结果参见图10,从图10的循环曲线可以看出:本发明实施例1的电芯能保证电芯常规的容量和循环性能。
[0087]
将对比例2~3和实施例1的锂离子电池进行热失控性能测试,测试方式为:将充满电100%soc电芯,在60℃中保存2h,以2℃/min的速度升温,直至电芯发生热失控,其中每5℃保持30min。测试结果见表3。
[0088]
表3
[0089][0090]
从上述实验结果可见,实施例1所得锂离子电池不仅具有优异的安全性能,而且还能兼顾良好的循环性能,其具有优于对比例2的安全性能,同时具有优于对比例3的循环性能。
[0091]
对比例4
[0092]
和实施例1相比,不同在于:将正极极片中的发泡铝集流体替换为铝箔,将负极极片中的发泡铜集流体替换为铜箔。测试对比实施例1和对比例4中正极极片和负极极片的接触电阻。
[0093]
测试方法:
[0094]
实验设备:极片电阻仪:型号ber1300(iest元能科技),电极直径14mm,施加压强25mpa,保压时间25s
[0095]
测试方法:将辊压后的极片剪切成约5cm
×
10cm的长方形尺寸,放置于极片电阻仪两电极之间,在mrms软件上设置测试压强,保压时间参数,开始测试,软件自动读取极片电阻值,每个极片随机选取10个位置进行测试,测算平均值。结果如下表所示。
[0096][0097]
本领域技术人员可以理解,在本说明书的教导之下,可对本发明做出一些修改或调整。这些修改或调整也应当在本发明权利要求所限定的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1