制造用于蓄电池单池的金属复合膜的方法和设备与流程
1.本发明涉及一种用于制造蓄电池单池(batteriezelle)的方法以及一种用于制造蓄电池单池的设备,该设备具有第一和第二成形装置。
背景技术:
2.为了不断增长的电动交通,需要越来越多的蓄电池,这些蓄电池通常由多个蓄电池单池构成。因此,这些蓄电池单池的制造对该技术的经济利用越来越重要。为此,由现有技术已知将所谓的单池堆(zellstapel)或者说单池垛放入包壳内部。这种蓄电池单池也可以称为电解质软包电池(德语:elektrolyt
‑
pouchzellen)。单池堆和电解质在此完全被包壳包围并且只有蓄电池单池的电接头,即所谓的放电极耳从包壳向外伸出,以实现蓄电池单池的电连接。
3.在此已知用于制造电解质软包电池的不同步骤。金属复合膜可以通过深冲被成形为所谓的软包半部。另外的工作步骤例如在于分开软包半部,存放软包半部,利用密封件对单池进行组装,其中,单池堆由软包半部密封地包围。
4.然而已知的方案具有不同的缺点。因此目前需要个别的程序步骤,其必须先后相继地并且在不同的工作站处被处理。这导致过度长的处理时间,并且此外需要的是针对每个单个程序步骤保证高的程序准确性。另外的缺点在于投资成本高,这些投资成本由于与电解质软包电池的制造相关的大量单项设备而是必要的。大量单项设备还导致整个设备具有较高的空间需求,并且单项设备之间的材料处理也很复杂。
技术实现要素:
5.因此本发明要解决的技术问题是,至少部分解决现有技术出现的问题。尤其给出一种方法和一种设备,其实现以明显更低的生产成本制造蓄电池单池。
6.上述技术问题利用具有独立权利要求的特征的方法和设备解决。有利的改进设计方案是从属权利要求的内容。在权利要求中逐个说明的特征可以以在技术上适宜的方式相互结合,并且可以通过来自说明书的所阐述的情况和/或附图的细节补充,其中指明本发明另外的变型设计方案。
7.为此提供一种用于制造用于蓄电池单池的金属复合膜的方法,所述方法至少具有以下步骤以制造蓄电池单池:
8.a)借助具有第一凹部的第一成形装置将第一软包膜成形为第一软包半部;
9.b)借助具有第二凹部的第二成形装置将第二软包膜成形为第二软包半部;
10.c)将单池堆放入第一成形装置和位于第一成形装置中的第一软包半部中;
11.d)将第一成形装置与具有位于第二成形装置中的第二软包半部的第二成形装置合并(zusammenf
ü
hren);
12.e)将第一和第二软包半部至少部分地连接成蓄电池单池。
13.在第一步骤中,借助第一成形装置将一块软包膜成形为第一软包膜半部。这例如
可以通过深冲进行,方式是软包膜借助冲头成形到互补成形的凹部中。在第二步骤中,另一块软包膜借助同样具有凹部的第二成形装置成形为第二软包膜半部。这两个成形过程a)和b)可选先后,同时或在时间上错开地进行。
14.在步骤c)中,单池堆被布置到第一软包半部中,第一软包半部仍一直位于第一成形装置中。在此,单池堆具有针对蓄电池单池的功能所需的部件。它们通常是阳极、阴极、分别属于阴极和阳极的活性材料层、隔膜层、放电旗状件和放电极耳(ableitertab)。在此,活性材料层通常施加在相应的阳极或者阴极上,阳极或者阴极本身借助放电旗状件分别与对应的放电极耳连接。
15.在后续过程步骤期间,两个软包半部也不变地留在相应的第一和第二成形装置中。然后在步骤d)中,两个成形装置连同位于其中的软包半部相对彼此移动,使得两个软包半部相互贴靠并且构造在相应凹部中的压印部围成用于容纳单池堆的共同的结构空间。然后在步骤e)中,两个软包半部至少部分连接成蓄电池单池,其也可以称为电解质软包电池。
16.术语“连接”在此理解为软包半部沿接触区域的完全的或者部分的连接,在所述接触区域中,两个软包膜或者软包半部相互直接接触。该连接例如也可以首先只在优选矩形的蓄电池单池的三个侧面进行,以便接着还能给蓄电池单池填充电解质和/或抽真空,然后才完全封闭蓄电池单池。软包膜或软包半部的连接在此可以直接或间接通过放入其间的密封带实现。因此,相互贴靠的软包膜或软包半部例如可以借助粘接、压印、成形或焊接直接地并且密封地相互连接。蓄电池单池的要求特别高的区域形成了出口位置,放电极耳在这些出口位置上作为电触点从蓄电池单池中伸出。为了在这些出口位置处安全和可靠地密封蓄电池单池,可以在此额外地在软包膜或软包半部之间布置密封带,其在所述连接之后在放电极耳处确保蓄电池单池的完全密封。
17.其优点尤其是,软包膜在放入到第一或第二成形装置后可以保持在其中并且可以被实施多个工作步骤,而不必将软包膜或软包半部从成形装置中取出,单独运输或以其他方式作为单独部件处理。由此可以在制造时实现极大的时间节省。此外,在其他需要的处理过程期间可能出现的回弹效应可以完全被避免,使得其不会对质量有不利影响。
18.步骤a)至e)可以以在此给出的a)、至e)的顺序至少执行一次。这些步骤可以以不同的频率和/或至少部分地在时间上重叠地进行。
19.若仅需要软包半部内部更小的结构空间,则可以省略步骤b)并且将源自步骤a)的第一软包半部直接与位于第二成形装置中的未变形的软包膜接触。在此情况中,由软包膜包围的用于单池堆的结构空间减少了约50%,因为第二软包膜不具有压印并且以此不具有包围出的结构空间。
20.尤其可以规定,将软包膜成形为软包半部借助大气超压或负压或至少一次电磁脉冲emp实现。尤其借助电磁脉冲的成形可以在非常短的时间内进行,因此可以以非常高的工作周期频率进行制造。为此可以在设备中布置电线圈,其适于一旦电流流过电线圈,就能产生强电磁场。在以此产生的电磁场适当定向的情况下,然后通过电磁脉冲和由此引起的电磁力将软包膜移动远离线圈并且移动到成形装置中。相对于此备选或者作为补充的是,软包膜的成形也可以借助负压或超压进行,其中,相应的压力应如此作用,使得软包膜被移动到成形装置的凹部中。这些方法可以单独作为相对于通过冲头成形的替选方法应用,或者可以相互结合地用于软包膜的成形。
21.在此尤其有利的是,使用金属复合膜并且尤其铝复合膜作为软包膜。这种软包膜由至少一个金属层和至少一个塑料层构成。金属复合膜通过这种结构特别有耐久性并且同时能良好地成形。
22.十分特别有利的是,软包半部可以借助负压甚至固定在成形装置中。如果将负压施加到成形装置的凹部上,则该负压一方面可以辅助软包膜的成形。但是另外的优点在于,软包膜或者在成形时产生的软包半部借助负压可以安全地固定在成形装置的凹部中。例如在成形装置改变其位置时这就是有利的。借助负压固定软包膜甚至允许成形装置上下颠倒180
°
设置,而在此软包半部不从成形装置掉出。
23.另外的改进设计在于,成形装置被加热。随温度升高,所使用的软包膜可以越来越容易成形。因此适宜的是,将成形装置加热至低于软包膜的熔点的温度,以便能够更好地成形以此方式加热的软包膜。其具有的优点是,一方面改进了可深冲性,因为可以实现更高的成形度。同时,通过加热也减少了软包膜在成形过程后的回弹,使得以此制造的软包半部的尺寸精度也被改进。
24.进一步有利的是,在第一或者第二软包半部分别位于第一或者第二成形装置中期间,执行至少两个处理步骤。在特别简单的实施方式中例如可以规定,至少两个过程步骤在成形装置中执行。这些典型的过程步骤例如是将输入的软包膜与软包膜储备、例如卷筒分断,将软包膜成形为软包半部,将软包半部合并,置入调整垛(德语:stellstapel),将软包半部连接或者裁剪软包半部或者蓄电池单池的外轮廓。然而特别优选的是,只要软包膜或者软包半部位于成形装置中,就执行尽可能多的这些程序步骤。
25.尤其可以规定,所述软包半部中的至少一个软包半部或者具有连接的软包半部的蓄电池单池在成形装置中被裁剪成确定的长度或者外轮廓。为此,在成形装置中或者在成形装置上可以配设切割装置,其将输入的软包膜与剩余软包膜储备分断。此外可以在成形装置中配设切割装置,其将输入的软包膜分成第一和第二软包膜,以便其然后分别在第一或者第二成形装置中成形为软包半部。最后还可以配设另外的切割装置,其构造用于分别单独切割成形的软包半部的外轮廓或者整体上精确切割制造好的蓄电池单池的外轮廓。
26.此外,上述技术问题通过一种用于制造蓄电池单池的设备解决,其装配有第一和第二成形装置和分别至少一个固定装置、成形装置、用于单池堆的输入装置、用于将成形装置的端面合并的定位装置、连接装置和第一切割装置。
27.所述设备尤其可以这样设置,即在此建议的方法的(所有)步骤都能被执行。
28.所述设备具有第一和第二成形装置,第一和第二成形装置的端面可以借助定位装置设置成相互贴靠。
29.此外,所述设备具有固定装置,以便能将待成形的软包膜固定在相应的成形装置上。
30.此外建议的成形装置用于将固定的和通常平的软包膜成形为具有压印部的软包半部,在所述压印部中然后可以布置单池堆。为此配设有输入装置或者进料装置,其可以将预制的单池堆装入软包半部的压印部中。所述输入装置例如可以借助机械臂实现,所述机械臂设计用于抓取单池堆并装入软包半部的压印部中,该软包半部又位于成形装置的凹部中。在此,在借助定位装置将两个软包半部设置成相互贴靠之前,单池堆被输入。
31.为了连接软包半部配设有连接装置,其可将软包半部连同放入其中的单池堆连接
或者封装。
32.最后还配设有至少一个切割装置,其可以精确切割软包半部的或者制造好的蓄电池单池的外轮廓。在此,外轮廓的切割可以在过程步骤的序列中的不同时间点进行。因此可以在从软包膜储备输入软包膜后立即进行软包膜的外轮廓切割。替选的是也可以在已经进行软包半部的封装之后才将蓄电池单池的外轮廓在轮廓上切割。外轮廓切割的时间点因此可以根据需要在非常早的或者非常晚的过程步骤之间选择。
33.在优选的改进设计中还可以配设额外的输入装置,用于将软包膜从软包膜储备输入到第一和第二成形装置。以此,只要切割装置也设计成在长度方面切割所输入的软包膜,软包膜的输入也可以尽可能地自动化。
34.在此有利地可以规定,至少一个成形装置具有加热装置,以此改进制造的软包半部的可成形性和尺寸精度。
35.尤其地,第一切割装置可以构造成至少用于切割软包膜、软包半部或者蓄电池单池的长度或者轮廓。
36.同样有利的是,配设有另外的切割装置,用于分断连续输入的软包膜。
37.对于方法的阐述可以全文用于对设备的说明,反之亦然。
38.由此制造的蓄电池单池可以有利地安装在机动车中,因为该蓄电池单池可以以特别有利的单件成本制造并且因此有利地影响整个交通工具的成本。
39.要注意的是,在此使用的序数词(“第一”、“第二”...)主要(仅)用于区分多个同类的对象、量或过程,即尤其不强制规定这些对象、量或过程相互之间的关联和/或顺序。若需要关联和/或顺序,则这一点在此明确指出,或者在研究具体描述的设计时对本领域技术人员来说是明显的。
附图说明
40.下面根据附图进一步阐述本发明以及技术领域。要指出的是,本发明不通过所述实施例限制。尤其若不是另外明确地说明,还可以从图中阐述的事实中提取部分方面并且与源自本说明的其他组成部分和知识结合。尤其指出的是,附图和尤其所示尺寸关系只是示意性的。其中:
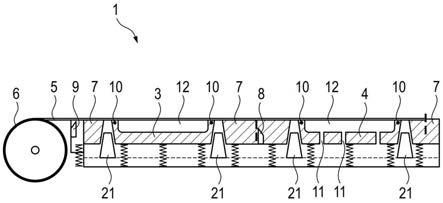
41.图1示出用于制造蓄电池单池的设备的示意性侧视图;
42.图2示出按照图1的设备在第二状态中,
43.图3示出按照图1的设备在第三状态中,
44.图4示出按照图1的设备在第四状态中,
45.图5示出按照图1的设备在第五状态中,
46.图6示出按照图1的设备在第六状态中,
47.图7示出按照图1的设备在第七状态中,
48.图8示出按照图1的设备在第八状态中,
49.图9示出按照图1的设备在第九状态中,
50.图10示出按照图1的设备在第十状态中。
具体实施方式
51.图1中示意性以侧视图示出用于制造蓄电池单池2的设备1。设备1具有第一成形装置3以及第二成形装置4。从左侧,软包膜5从软包膜储备6向第一和第二成形装置3、4的方向输入,使得其被软包膜5覆盖。在此,成形装置3、4构成设备1的模具7的部件。模具7与第一成形装置3和第二成形装置4一起被弹性地支承并且当在其顶侧上施加在图面中向下作用的力时能够向下缩。此外,设备1装备有第一切割装置8和第二切割装置9,其运行方式稍后阐述。
52.第一成形装置3和第二成形装置4分别装备有加热装置10,加热装置10适于将成形装置3、4加热至高于室温的温度。通常,软包膜5由塑料和金属的复合体构成。通过加热软包膜5,可以改善软包膜的深冲能力,以便实现更大的成形度。这正是借助加热装置10实现的,方式是加热成形装置3、4并且从而也加热软包膜5。在此优选的是,加热实现的温度仍低于在软包膜5中使用的塑料的熔化温度。
53.在第二成形装置4的底部区域中设置有抽吸通道11,抽吸通道11可以借助未示出的真空泵施加负压,以便将软包膜5吸入凹部12中。产生的真空在此可以满足两个功能。第一功能在于辅助成形过程并且改善软包膜5的深冲性能。这以此实现,即在深冲时通过施加的真空抽吸软包膜下方封住的空气。由此防止在成形时由于封住的空气而导致软包膜中的鼓包。第二功能在于,当成形装置连同该软包半部13、14一起移动时,软包膜5或者通过深冲过程产生的软包半部13、14(在图2中示出)安全地定位在凹部12中。
54.此外,第二成形装置4具有第一切割装置8以及第二切割装置9。第一切割装置8用于将从软包膜储备6输入的软包膜5分成两部分。第二切割装置9用于将软包膜5与软包膜储备6分断。
55.在图2中示出第二状态中的设备1,其中,软包膜5由压紧装置15压在模具7上。示出在该状态中,模具7与第一成形装置3和第二成形装置4一起在缩入的状态中利用静止的模具镶块21止挡,即弹簧是压缩的,使得软包膜5安全地固持在压紧装置15和模具7之间。模具镶块21用于实现用于成形过程的平的表面。在压紧装置15向下进给的过程期间,第二切割装置9将软包膜5与软包膜储备6分断。同时,第一切割装置8将软包膜5分为第一软包半部13和第二软包半部14。此外在视图中可见,第一冲头16和第二冲头17进给到在软包半部13、14上方的位置中。
56.图3示出第三状态,其中,冲头16、17向下并且进给到凹部12中。在此,第一软包半部13和第二软包半部14分别成形到凹部12中,这通过由加热装置10导致的热量输入辅助。
57.在图4中示出第四状态,其中,冲头16、17又向上进给并且又达到它们的开始位置。在该过程步骤中,单池堆18被装入第一软包半部13中。单池堆18的输入例如可以利用未进一步示出的输入装置自动化地进行。为此,传送带系统可将预制的单池堆18输入,然后可以借助抓具将其选择性装入两个软包半部13、14中的一个软包半部中。在整个组装过程期间可以借助在模具7中的真空吸住软包半部13、14并以此固定。在特别简单的实施方式中,如在此所示,若只应移动该第二成形装置4,则只对一个成形装置14施加真空并固定位于其中的第二软包半部14就足够了。在此情况中,在第一成形装置3中的成形过程应缓慢地进行,以使封在其中的空气可以逸出。但是如果在第一成形装置中设置简单的排气通道,该排气通道适于将软包膜5和模具12之间包住的空气从成形装置3向外引出,则也可以以更高的速
度进行成形。在此规定,借助未进一步示出的定位装置在位置方面改变第二成形装置4。
58.图5示出第二成形装置4如何借助定位装置以端面19沿箭头20向第一成形装置3的端面19的方向向左枢转。在此,除了沿箭头20的方向的枢转运动之外,第二成形装置4还额外进行围绕其水平的主体纵轴线的旋转运动,使得在完全经历由定位装置预先规定的运动轨迹后,第一成形装置3的端面19与第二成形装置4的端面19直接接触。该状态在图6中示出。在枢转期间,第二软包半部14借助真空被安全地固持在第二成形装置4中。
59.在图7所示的下一个过程步骤中,两个成形装置3、4连同软包半部13、14和单池堆18一起被相互挤压并向右枢转90
°
到直立位置中。
60.在图8所示的直立位置中,蓄电池单池2的软包半部13、14相互连接,即软包半部13、14在至少三个侧面密封地相互连接。该过程也称为蓄电池单池2的封装。蓄电池单池2的封装可以在该过程步骤中用已经提过的方法和装置进行。
61.在图9中示出,成形装置3、4与蓄电池单池2一起在连接或者密封后如何回移。定位装置在此首先将所有三个部件向左回移,使得第一成形装置3回到其初始位置中。然后,如图10所示,第二成形装置4向右回移到其初始位置中。在此,制造好的蓄电池单池2露出并且可以取出。在此,定位装置设计成其能够以所示方式既移动第一成形装置3也移动第二成形装置4。例如可以通过机械的驱动装置和传动装置进行,或者也可以借助能自由移动的机器人或者机械臂进行,用其可以抓取和移动成形装置3、4。
62.因此,本发明具有多种优点。例如,可以执行多个过程步骤,而不必将软包膜5或者制造的软包膜半部13、14取出、存放、改变定位或者重新定位。仅在一个工作站上就可以执行从软包膜储备6分割、软包膜的成形过程、外轮廓的最终切割、装入单池堆18以及连接或者密封的过程。在此,在整个过程步骤期间,蓄电池单池2或其部件总是保持在成形装置内部,使得在生产时产品质量、周期时间和精度都极大地改善。此外,对所用材料的处理的需求也极大减少。单池堆18也可以明显更准确和更好地定位在软包半部13、14内。额外地,通过适当布置切割装置、例如以模具7中刀的形式,可以实现对制造好的软包半部13、14或制造好的蓄电池单池2的特别精确的最终切割。
63.附图标记列表:
64.1 设备
65.2 蓄电池单池
66.3 第一成形装置
67.4 第二成形装置
68.5 软包膜
69.6 软包膜储备
70.7 模具
71.8 第一切割装置
72.9 第二切割装置
73.10 加热装置
74.11 抽吸通道
75.12 凹部
76.13 第一软包半部
77.14 第二软包半部
78.15 压紧装置
79.16 第一冲头
80.17 第二冲头
81.18 单池堆
82.19 端面
83.20 箭头
84.21 模具镶块
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1