树脂成形装置以及树脂成形品的制造方法与流程
1.本发明涉及树脂成形装置以及树脂成形品的制造方法。
背景技术:
2.日本特开2006-286744号公报(专利文献1)公开了半导体安装基板。在该半导体安装基板中,在基板与半导体芯片之间填充有底部填充剂。在基板上形成有检查图案,在填充底部填充剂适当的情况下,检查图案被底部填充物隐藏。另一方面,在填充底部填充物不适当的情况下,检查图案露出。因此,根据该半导体安装基板,通过对半导体安装基板进行拍摄并对拍摄图像进行解析,能够判断底部填充物形成是否合格(参照专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2006-286744号公报
6.近几年,半导体封装(树脂成形品的一例)的薄型化持续发展,例如,市场上要求厚度为0.38mm或者0.43mm的产品。另一方面,对于成形工艺的品质,存在在一个树脂成形品内的厚度发生偏差的情况。在厚度较薄的树脂成形品中,厚度的微小偏差对树脂成形品的质量造成较大影响。在上述专利文献1中,没有公开这种问题的解决方法。
技术实现要素:
7.本发明是为了解决这样的问题而完成的,其目的在于提供一种树脂成形装置等,能够抑制在一个树脂成形品内发生厚度偏差。
8.根据本发明的一方面的树脂成形装置构成为制造树脂成形品。树脂成形装置具备供给机构、拍摄部和控制部。供给机构构成为供给树脂材料。拍摄部构成为从上方对供给的树脂材料进行拍摄并生成图像数据。控制部构成为解析图像数据并基于解析结果控制供给机构。
9.此外,根据本发明的其他方面的树脂成形品的制造方法是使用上述树脂成形装置的树脂成形品的制造方法。该树脂成形品的制造方法包含供给树脂材料的步骤、从上方对供给的树脂材料进行拍摄并生成图像数据的步骤、解析图像数据并基于解析结果控制供给机构的步骤和将供给的树脂材料配置在下模上的步骤和对上模和下模进行合模而进行树脂成形的步骤。
10.发明效果
11.根据本发明,能够提供一种树脂成形装置等,能够抑制在一个树脂成形品内发生厚度偏差。
附图说明
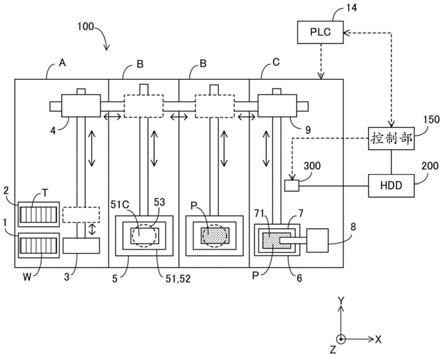
12.图1是示意性示出树脂成形装置的俯视图。
13.图2是示意性地示出树脂材料供给机构的截面图。
14.图3是用于说明基于拍摄部的拍摄状态的图。
15.图4是表示供给了树脂材料的状态下的凹部的一例的图。
16.图5是表示树脂成形装置中的一部分的动作顺序的流程图。
17.图6是表示图5的步骤s230中执行的解析处理顺序的流程图。
18.图7是用于对表示凹部的图像数据中所包含的区域进行说明的图。
19.图8是表示解析数据的一例的图。
20.附图标记说明
21.1:基板供给部
22.2:基板收纳部
23.3:基板载置部
24.4:基板输送机构
25.5:压缩成形部
26.6:移动台
27.7:树脂材料收纳部
28.8:树脂材料供给装置
29.9:树脂材料输送机构
30.11:储存部
31.12:输送通道
32.13:振动部
33.14:plc
34.16:测量部
35.51:下模
36.51c:空腔
37.52:上模
38.53:合模机构
39.71:凹部
40.72:框状部件
41.73:离型膜
42.100:树脂成形装置
43.150:控制部
44.200:hdd
45.300:拍摄部
46.a:基板供给/收纳模块
47.b:树脂成形模具块
48.c:树脂材料供给模块
49.d1:解析数据
50.p:树脂材料
51.t1-t18、t30、t40:区域
52.x1、x2:阈值。
具体实施方式
53.以下,使用附图对本发明的一个侧面涉及的实施方式(以下,也称为“本实施方式”)进行详细地说明。此外,对图中相同或相当的部分标注同一附图标记,并不重复其说明。另外,为了便于理解,适当地省略或夸大了对象而示意性地绘制了各附图。
54.[1、树脂成形装置的结构]
[0055]
图1是示意性地示出根据本实施方式的树脂成形装置100的俯视图。树脂成形装置100构成为对搭载了半导体芯片等的电子部件的基板实施树脂密封而制造树脂成形品。在树脂成形装置100中,对基板w中的搭载了电子部件的部件搭载面进行树脂密封。
[0056]
作为基板w的一个例子,能够列举出硅晶圆等的半导体基板、引线框架、印刷线路基板、金属制基板、树脂制基板、玻璃制基板、陶瓷制基板等。基板w可以是fowlp(fan out wafer level packaging:扇出晶圆级密封)、foplp(fan out panel level packaging:扇出面板级密封)中使用的载体。在基板w中,既可以已经施加了配线,也可以不施加配线。
[0057]
如图1所示那样,树脂成形装置100包含基板供给/收纳模块a(以下,也仅称为“模块a”)、两个树脂成形模具块b(以下,也仅称为“模块b”)和树脂材料供给模块c(以下,也仅称为“模块c”)和plc(programable logic controller:可编程逻辑控制器)14。模块a-c的每一个能够相对于其他模块拆卸且能够对其更换。此外,在树脂成形装置100中,模块a-c的每一个能够增加或减少。
[0058]
plc14包含cpu(central processing unit:中央处理单元)、ram(random access memory:随机访问存储器)以及rom(read only memory:只读存储器)等,构成为根据信息处理进行模块a-c的每一个的控制。
[0059]
模块a包含基板供给部1、基板收纳部2、基板载置部3和基板输送机构4。基板供给部1构成为将密封前基板w供给至基板载置部3上。基板收纳部2构成为收纳已密封基板w(树脂成形品)。基板载置部3构成为在与基板供给部1对应的位置和与基板收纳部2对应的位置之间沿箭头y方向移动。基板输送机构4构成为在模块a以及各模块b中,沿箭头x方向以及箭头y方向移动。基板输送机构4例如保持基板载置部3上的密封前基板w并输送至模块b,使已密封基板w载置于基板载置部3上。
[0060]
各模块b包含压缩成形部5。压缩成形部5构成为通过压缩成形而制造已密封基板w(树脂成形品)。在该压缩成形中使用颗粒状的树脂材料p。树脂材料p的颜色例如是黑色的。压缩成形部5包含上模52(第一成形模具)、与上模52相对的下模51(第二成形模具)和合模机构53。上模52构成为在下表面上保持基板w。下模51包含底面部件和侧面部件。底面部件构成空腔51c的底面,侧面部件构成空腔51c的侧面。即,通过底面部件和侧面部件形成凹状的空腔51c。在空腔51c中配置有树脂材料p。合模机构53构成为对上模52和下模51进行合模。
[0061]
模块c包含移动台6、树脂材料收纳部7、树脂材料供给机构8、离型膜供给部(未图示)、拍摄部300和树脂材料输送机构9。移动台6构成为在模块c中沿箭头x方向以及箭头y方向移动。树脂材料收纳部7包含离型膜73和框状部件72(参照图2、3)。树脂材料被供给至树脂材料收纳部7。离型膜73构成树脂材料收纳部7的底面,框状部件72构成树脂材料收纳部7的侧面。在框状部件72上形成有与下模51的空腔51c的大小对应的空间(凹部71)。树脂材料收纳部7载置在移动台6上。
[0062]
树脂材料供给机构8构成为从树脂材料收纳部7的上方向树脂材料收纳部7供给树脂材料p。从树脂材料供给机构8的排出口落下的树脂材料p通过移动台6相对于树脂材料供给机构8的排出口进行相对移动,被均匀地分布在树脂材料收纳部7的凹部71中。
[0063]
图2是示意性地表示树脂材料供给机构8的截面图。树脂材料供给机构8构成为将预先设定重量的树脂材料p供给至树脂材料收纳部7。
[0064]
如图2所示,树脂材料供给机构8包含储存部11、输送通道12、振动部13和测量部16。储存部11构成为暂时储存颗粒状的树脂材料p。输送通道12是从储存部11流入的树脂材料p的输送通道。振动部13构成为通过使输送通道12振动,而将树脂材料p输送至排出口侧。测量部16构成为测量树脂材料供给机构8内的树脂材料p的重量。plc14基于根据测量部16的测量结果,以使向树脂材料收纳部7的树脂材料p的供给量成为目标值的方式控制振动部13。
[0065]
再次参照图1,拍摄部300构成为从上方对供给至树脂材料收纳部7的树脂材料p进行拍摄,并生成图像数据。
[0066]
图3是用于说明基于拍摄部300的拍摄状态的图。如图3所示,拍摄部300在例如移动台6位于拍摄部300的下方的状态,对树脂材料收纳部7的凹部71内的树脂材料p进行拍摄。拍摄部300以包含例如ccd(charge coupled device:电荷耦合设备)图像传感器或者cmos(complementary metal oxide semiconductor:互补式金属氧化物半导体)图像传感器等的图像传感器的相机模块构成。
[0067]
再次参照图1,树脂材料输送机构9构成为在模块c以及模块b中,沿箭头x方向以及箭头y方向移动。树脂材料输送机构9构成为将收纳了树脂材料p的树脂材料收纳部7向下模51输送,并对下模51的空腔51c供给树脂材料p。
[0068]
树脂成形装置100还包含hdd(hard disc drive:硬盘驱动器)200和控制部150。hdd200构成为存储通过拍摄部300生成的图像数据。此外,hdd200也可以被置换为固态硬盘等的其他存储介质。
[0069]
控制部150包含cpu、ram以及rom等,构成为根据信息处理进行拍摄部300等的控制。关于基于控制部150以及plc14的各种控制稍后详细说明。
[0070]
[2、树脂成形品的厚度偏差抑制]
[0071]
近几年,半导体封装(树脂成形品的一例)的薄型化持续发展,市场上谋求例如厚度为0.38mm或者0.43mm的产品。另一方面,对于成形工艺的品质,存在在一个树脂成形品内的厚度发生偏差的情况。在厚度较薄的树脂成形品中,厚度的微小偏差对树脂成形品的质量造成较大影响。一个树脂成形品内的厚度偏差是指一个树脂成形品的面内的厚度偏差,是在该树脂成形品内的多个部分的厚度偏差,而不是对多个树脂形成品的厚度进行了比较的情况下的厚度偏差。
[0072]
在例如树脂材料p没有均匀地供给于树脂材料收纳部7的凹部71的情况下,这样的问题变得显著。即,当在凹部71的一部分区域中树脂材料p不足的状态下进行树脂成形时,完成的树脂成形品的每个区域的厚度会发生偏差。
[0073]
图4是表示供给了树脂材料p的状态下的凹部71的一例的图。如图4所示,凹部71包含区域t30和区域t40。在区域t30中,充分地供给了树脂材料p,但在区域t40中树脂材料p不足。在树脂材料p不足的区域中,凹部71的底面露出。凹部71的底面颜色是比树脂材料p接近
白色的颜色。
[0074]
在根据本实施方式的树脂成形装置100中,在进行树脂成形之前,供给至树脂材料收纳部7的树脂材料p通过拍摄部300拍摄。控制部150解析通过拍摄部300生成的图像数据,基于解析结果控制树脂材料供给机构8。在树脂成形装置100中,由于基于凹部71中的树脂材料p的供给状态的解析结果控制树脂材料供给机构8,所以凹部71中的树脂材料p的供给状态得到改善。其结果是,根据树脂成形装置100,能够抑制制造在一个树脂成形品内的厚度发生偏差的树脂成形品的情况。以下,关于树脂成形装置100的动作进行详细说明。
[0075]
[3、树脂成形装置的动作]
[0076]
图5是表示树脂成形装置100中的一部分的动作顺序的流程图。该流程图所示的处理是在树脂材料收纳部7位于树脂材料供给机构8的排出口的下方的状态下执行的。左侧的流程图所示的处理通过plc14执行,右侧的流程图所示的处理通过控制部150执行。
[0077]
参照图5的左侧,plc14以朝向树脂材料收纳部7排出树脂材料p的方式控制树脂材料供给机构8(步骤s100)。plc14判断树脂材料p的排出是否结束(步骤s110)。当判断为树脂材料p的排出未结束时(在步骤s110中为“否”),plc14继续执行树脂材料p的排出中需要的处理。例如plc14使移动台6移动以使树脂材料p均匀地供给至树脂材料收纳部7的凹部71。
[0078]
另一方面,当判断为树脂材料p的排出结束时(在步骤s110中为“是”),plc14将指示基于拍摄部300的拍摄的信号(拍摄指示信号)发送至控制部150(s120)。
[0079]
参照图5的右侧,控制部150判断是否从plc14接收拍摄指示信号(步骤s200)。当判断为没有接收到拍摄指示信号时(在步骤s200中为“否”),控制部150等待至接收到拍摄指示信号。
[0080]
另一方面,当判断为接收到拍摄指示信号时(在步骤s200中为“是”),控制部150以从上方对树脂材料收纳部7的凹部71内中的树脂材料p进行拍摄并生成图像数据的方式控制拍摄部300(步骤s210)。控制部150以使通过拍摄部300生成的图像数据保存于hdd200的方式控制拍摄部300(步骤s220)。控制部150执行图像数据的解析处理(步骤s230)。
[0081]
图6是表示图5的步骤s230中执行的解析处理的顺序的流程图。参照图6,控制部150读取保存于hdd200的图像数据(步骤s300)。控制部150对读取的图像数据施加灰度处理以及二值化处理(步骤s310)。
[0082]
在灰度处理中,图像数据的各像素被分类为256级“0(暗)-255(明)”。例如对白色的像素分配“255”,对黒色的像素分配“0”。在二值化处理中,图像数据的各像素被分类为“白”或者“黑”。例如,通过灰度处理被分配的值为阈值x1(例如200)以上的像素被分类为“白”,通过灰度处理被分配的值小于阈值x1的像素被分类为“黑”。
[0083]
图7是用于对表示凹部71的图像数据中所包含的区域进行说明的图。如图7所示,在图像数据中包含有区域t1-t18。
[0084]
再次参照图6,控制部150计算与图像数据所包含的区域t1-t18的每一个对应的数值数据(步骤s320)。在本实施方式中,该数值数据是各区域中的被分类为“白”的像素的数量。即,在步骤s320中,计算区域t1-t18的每一个中的被分类为“白”的像素的数量。被分类为“白”的像素的数量较多是指树脂材料p没有被均匀地供给并且树脂材料收纳部7的表面露出的范围较广。
[0085]
控制部150对步骤s320中算出的各数值数据与阈值x2(例如10)进行比较,判断区
域t1-t18的每一个中是否发生问题(步骤s330)。控制部150例如判断数值数据超过阈值x2的区域是“不合格(ng)”,判断数值数据在阈值x2以下的区域是“合格(ok)”。即,在步骤s320中,判断在与区域t1-t18的每一个对应的树脂材料收纳部7的各区域中,是否发生树脂材料p的不足(“白”的像素的数量是否比阈值x2大)。控制部150基于步骤s330中的比较结果生成解析数据(步骤s340)。
[0086]
图8是表示解析数据的一例的图。如图8所示,解析数据d1包含关于图像数据的各区域中的ok/ng的判断结果以及图像数据的各区域中被分类为“白”的像素的数量。
[0087]
再次参照图5的右侧,当步骤s230中图像解析结束时,控制部150将解析数据d1发送至plc14(步骤s240)。
[0088]
再次参照图5的左侧,plc14判断是否从控制部150接收到解析数据d1(步骤s130)。当判断为没有接收到解析数据d1时(在步骤s130中为“否”),plc14等待至接收到解析数据d1。
[0089]
另一方面,当判断为接收到解析数据d1时(在步骤s130中为“是”),plc14基于解析数据d1判断树脂材料收纳部7中的树脂材料p的状态是否有问题(步骤s140)。plc14例如在区域t1-t18的任一个被判断为“ng”的情况下,判断为树脂材料收纳部7中的树脂材料p的状态存在问题(ng),在区域t1-t18的任一个都没有被判断为“ng”的情况下,判断为树脂材料收纳部7中的树脂材料p的状态没有问题(ok)。
[0090]
当判断为树脂材料收纳部7中的树脂材料p的状态没有问题时(在步骤s140中为“ok”),plc14以过渡到进行树脂成形的工序的方式控制各结构(步骤s150)。即,plc14即使在下次控制树脂材料供给机构8的情况下,也不特地改变树脂材料供给机构8的动作状态并维持树脂材料供给机构8的动作状态。
[0091]
另一方面,当判断为树脂材料收纳部7中的树脂材料p的状态存在问题时(在步骤s140中为“ng”),plc14执行判断为“ng”的情况的处理(步骤s160)。即,plc14改变下一次控制树脂材料供给机构8的情况的控制内容并存储改变内容,并使树脂成形装置100停止。plc14在例如下一次控制树脂材料供给机构8的情况下,以在判断为发生了树脂材料p的不足的区域(t1-t18)中消除树脂材料p的不足的方式控制树脂材料供给机构8。更详细的是,plc14使向没有发生树脂材料p的不足的区域供给的树脂材料p的量减少,并使向发生树脂材料p的不足的区域供给的树脂材料p的量増加。由此,树脂材料p被均匀地供给在树脂材料收纳部7的凹部71中。
[0092]
[4、特征]
[0093]
如以上那样,根据本实施方式的树脂成形装置100构成为制造树脂成形品。树脂成形装置100具备树脂材料供给机构8、拍摄部300和控制部150。树脂材料供给机构8构成为供给树脂材料p。拍摄部300构成为对被供给的树脂材料p进行拍摄并生成图像数据。控制部150构成为解析图像数据并基于解析结果控制树脂材料供给机构8。
[0094]
在树脂成形装置100中,被供给的树脂材料p通过拍摄部300拍摄。控制部150解析通过拍摄部300生成的图像数据,并基于解析结果控制树脂材料供给机构8。在树脂成形装置100中,由于基于树脂材料p的供给状态的解析结果控制树脂材料供给机构8,所以树脂材料p的供给状态得到改善。其结果是,根据树脂成形装置100,能够抑制制造在一个树脂成形品内厚度发生偏差的树脂成形品的状况。
[0095]
[5、其他实施方式]
[0096]
上述实施方式的思想不限定于以上说明的实施方式。以下,关于能够适用上述实施方式的思想的其他实施方式的一例进行说明。
[0097]
在上述实施方式中,在二值化处理中将各像素分类为“白”或者“黑”时使用的阈值x1在区域t1-t18的每一个中是共通的。然而,阈值x1也可以按每个区域不同。由于越靠近图像数据的中央的区域越重要,因此可以将在例如中央区域t9、t10中使用的阈值x1设为v1,将相对靠近中央的区域t8、t11中使用的阈值x1设为v1的1.1倍的值,将周围的区域t1-t7、t12-t18中使用的阈值x1设为v1的1.2倍的值。因此,关于由树脂材料p的不足导致影响较大的区域,能够更严格地检测树脂材料p的不足。关于越靠近图像数据的中央的区域越重要的理由进行补充说明。供给至树脂材料收纳部7的颗粒状的树脂材料p输送并配置于成形模具的下模51。之后,树脂材料p被成形模具的热量熔融,通过对上模52和下模51进行合模而进行树脂成形。此时,由于树脂材料p是以向外侧扩散的方式流动的,所以中央区域的树脂材料p的不足容易成为成形不合格的原因。由于这样的理由,越靠近图像数据的中央的区域越重要。
[0098]
此外,在上述实施方式中,在区域t1-t18的每一个中,比较数值数据的阈值x2是共通的。然而,比较数值数据的阈值x2也可以按每个区域不同。由于越靠近中央的区域越重要,所以例如可以将中央区域t9、t10中的阈值x2设为v2,将相对靠近中央的区域t8、t11中使用的阈值x2设为v2的1.5倍的值,将周围的区域t1-t7,t12-t18中使用的阈值x2设为v2的2倍的值。例如图像数据包含第一区域和第二区域,可以与第一区域对应的数值数据与第一阈值(例如v2)比较,与第二区域对应的数值数据与第二阈值(例如v2的1.5倍的值)比较。即,可以将图像数据分割为多个区域,按每个与这些区域对应的数值数据设定阈值,比较数值数据与阈值。由此,关于树脂材料p的不足导致影响较大的区域,能够更严格地检测树脂材料p的不足。
[0099]
此外,在上述实施方式中,在树脂材料p的排出结束之后,进行基于拍摄部300的拍摄。然而,基于拍摄部300的拍摄时机不限于此。例如拍摄部300也可以配置于树脂材料供给机构8的排出口附近,拍摄部300也可以在基于树脂材料供给机构8的树脂材料p的供给中对凹部71的动画连续拍摄。在这种情况下,控制部150可以基于拍摄中的动态图像数据,实时判断树脂材料收纳部7中的树脂材料p的状态是否有问题,并可以实时改变树脂材料供给机构8的控制内容。
[0100]
此外,在上述实施方式中,除非在区域t1-t18的任一个中数值数据超过阈值x2,否则树脂材料供给机构8的控制内容不会被改变。然而,树脂材料供给机构8的控制内容被改变的条件不限于此。例如,只要在二值化处理中存在被分类为“白”的像素,就可以以消除这样的像素的方式改变树脂材料供给机构8的控制内容。此外,即使在这种情况下,除非在区域t1-t18的任一个中数值数据高于阈值x2,否则不会强行停止树脂成形装置100。
[0101]
此外,在上述实施方式中,图像解析是通过灰度处理以及二值化处理进行的。然而,用于图像解析的技术不限于此。例如可以基于根据凹部71的3d图像的凹凸测量的结果来检测凹部71中树脂材料p不足的区域,也可以通过使用模式匹配、统计方法或者ai(artificial intelligence:人工智能)等检测凹部71中树脂材料p不足的区域。
[0102]
此外,在上述实施方式中,当判断为树脂材料收纳部7中的树脂材料p的状态中存
在问题时(在图5的步骤s140中为“ng”),plc14从下次开始,使供给至没有发生树脂材料p的不足的区域的树脂材料p的量减少,使供给至发生了树脂材料p的不足的区域的树脂材料p的量増加。然而,从下次开始的基于plc14的控制内容不限定于此。例如plc14参照解析数据d1,也可以较多地减少供给至被分类为“白”的像素较少的区域的树脂材料p的量,较多地增加供给至被分类为“白”的像素较多的区域的树脂材料p的量。
[0103]
此外,在上述实施方式中,树脂成形装置100的控制通过plc14和控制部150进行。然而,通过plc14和控制部150进行的控制例如既可以通过一个电脑实现,也可以通过三个以上电脑实现。
[0104]
此外,在上述实施方式中,树脂成形装置100包含hdd200。然而,树脂成形装置100不一定需要包含hdd200。hdd200也可以例如存在于云服务器上。在这种情况下,控制部150经由未图示的通信部访问云服务器。
[0105]
以上,关于本发明的实施方式进行了举例说明。即,为了举例说明,公开了详细的说明以及附图。因此,在详细的说明以及附图中记载的构成要素中,包含为了课题解决而非必须的构成要素。因此,在详细说明和附图中描述了那些非必须的部件,并不意味着这些非必须的构成要件应立即被认定为是必须的。
[0106]
此外,上述实施方式在所有方面都仅仅是本发明的示例。上述实施方式在本发明的范围内能够进行各种改进或变更。即,在本发明的实施中,能够根据实施方式适当地采用具体的结构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1