制造用于多芯电缆的电插拔连接器的方法与流程
1.本发明涉及一种制造用于多芯电缆的电插拔连接器的方法。
背景技术:
2.在现有技术中已知的是,单芯和/或多芯的线缆在端部处配有插拔连接器,以使线缆能够与其他连接件可拆卸地连接。为此,插拔连接器的组成部件通常借助于成型方法、如冲压流程或者弯曲流程固定在线缆处。此外,可能需要利用成型方法将另外的组成部件、如注塑件布置在线缆处。在实践中通常存在的问题是,针对不同的方法,为了制造和设置插拔连接器的各个组成部件需要大量生产机械。这显著提高了制造开销以及制造成本。
3.de102016215686a1公开了具有绝缘体的插拔连接器和与插头接触部连接的电线端部。绝缘体由喷射的材料一致的绝缘材料形成,该绝缘材料材料配合地包围插头接触部和线端部。在绝缘体内的绝缘材料中至少分段地材料配合地嵌入能导电的屏蔽套,该屏蔽套以电磁屏蔽的方式包围插头接触部和电线端部。
4.jp2012-22928a公开了一种制造用于具有绝缘体的连接器的内部导体触点的方法。屏蔽的线缆的内部导体布置在内部导体触点的压接区域内。包括上模具和下模具的内部夹子模具安装在内部夹具上。通过上模具的凹形压接部和下模具的凹形缓冲部件利用屏蔽的线缆的内部导体以挤压接触方式挤压压接区域。随后形成围绕内部导体触点的喷射室,并且利用树脂材料填充该喷射室以形成绝缘体。
5.de102009049132a1公开了布置在屏蔽的线缆的端部处的屏蔽的插拔连接器及其制造方法。在触点载体中设有至少一个与线缆的电导线连接的接触配合件。在此设有由导电材料构成的护套,其中,该护套布置在线缆的屏蔽编织物上并且与屏蔽编织物电接触。另外,在触点载体与护套之间的空间填充有不导电的塑料。外护套至少部分叠加到触点载体、该空间和护套上,其中,护套的表面接触外护套的用于电接触的内部区域。
技术实现要素:
6.本发明的目的在于,改进开头部分所述类型的关于制造流程的方法。
7.根据本发明,该目的通过实施具有独立权利要求的主题的特征的方法来实现。
8.本发明涉及一种用于制造电插拔连接器的方法,该电插拔连接器用于多芯的电缆,该电缆的芯线在该电缆的待装配插拔连接器的端部处被外导体在横截面上环形地包围。在这种方法中,外导体一方面借助于至少一个(第一)压模在径向上分段地沿到电缆的芯线的方向被挤压,并且外导体另一方面在压铸工具中分段地配有挤压包封件。
9.随后,这种方法还提出,至少一个(第一)压模在外导体成型之后定位或保持定位在外导体处,以使该压模(第一压模)部分地界定待以塑化的成型料填充以形成挤压包封件的模空腔,并且在将塑化的成型料随后装入到模空腔中之前,为了进一步界定模空腔,将压铸工具的至少一个工具部件沿外导体(2)的方向引导并且定位在外导体的周围。
10.根据本发明的解决方案允许外导体的有针对性的、例如通过冲压流程和/或弯曲
流程的成型与外导体的挤压包封件在一个工作进程进行组合,该工作进程能够在工具内部实施,其中,至少一个(第一)压模布置在工具处并且尤其布置在工具中。
11.在此,至少一个压模在外导体成型之后以与外导体接触的方式定位或保持定位,以由此密封模空腔,并且使装入到模空腔中的塑化的成型料不到达外导体的由至少一个第一压模覆盖的区域。换句话说,被覆盖的区域保持没有塑化的成型料。
12.具体地,至少一个压模能够沿径向作用到外导体上,以减小芯线与外导体之间的在径向方向上的间距。
13.有利地,两个第一压模分别在不同方向上将外导体在径向上成型,以便沿到芯线的方向挤压外导体,其中,该压模尤其作用到外导体的同一轴向部段上。这可以表示,压模在径向方向上基本相互对置。
14.为了(与至少一个第一压模共同)界定模空腔,外导体在该模空腔中至少分段地配有挤压包封件,至少两个工具部件能够适合定位在外导体的周围。在此,能够由滑板形成相应的工具部件,该滑板能够在径向方向上相对于外导体移动,以界定模空腔或开放模空腔。
15.根据一个改进方案,电缆在(待制造的)插拔连接器的区域内包括护罩,该护罩在横截面上环形地包围电缆的芯线,并且电缆尤其能够具有屏蔽编织物。在此,还能提出,至少一个另外的(第二)压模作用到外导体上,以将外导体变形成使得外导体与电缆的护罩以限定的持久的方式电接触。具体地,尤其两个另外的第二压模能够沿不同方向作用到外导体上,以将外导体变形成使得外导体与电缆的护罩电接触。在此,相应的另外的第二压模能够布置在工具处并且尤其布置在工具中,电缆的外导体在该工具中配有挤压包封件。
16.根据该方法的一个改进方案,在护罩由于外导体的变形而与外导体电接触的区域内,能够将电缆的护罩支承在环形地围绕芯线的支持元件处,例如由此使电缆的护罩跨越支持元件。
17.根据本发明的方法的一个实施方式,在外导体成型之后将至少一个另外的第二压模从电缆移除,并且在外导体的位置处将至少一个工具部件定位在电缆处以形成模空腔,外导体在该模空腔中通过注入或射入成型料至少分段地配有挤压包封件(并且该模空腔还由至少一个第一压模密封和/或界定)。也就是说,通过将至少一个另外的(第二)压模从电缆移出,现在能够通过压铸工具的合适的工具部件有目的地界定所述模空腔。换句话说,通过将至少一个另外的第二压模从电缆移出来开放如下的空间,该空间随后借助于至少一个工具部件被界定为模空腔。
18.根据本发明的解决方案还涉及一种电插拔连接器,该电插拔连接器由根据本发明的方法制造。
附图说明
19.根据附图,在实施例的以下说明中阐明本发明的其他细节和优点。
20.附图示出:
21.图1a示出了作为制造在多芯电缆处的电插拔连接器的开始的、用于压铸工具的嵌入件,该嵌入件具有屏蔽编织物和电缆外套;
22.图1b示出了源于图1a的、在包括施加支持卷曲件的第一加工步骤之后的嵌入件;
23.图1c示出了源于图1b的、在包括将屏蔽编织物卷边到支持卷曲件上的另一加工步
骤之后的嵌入件;
24.图1d示出了源于图1c的、在包括施加外导体的另一加工步骤之后的嵌入件;
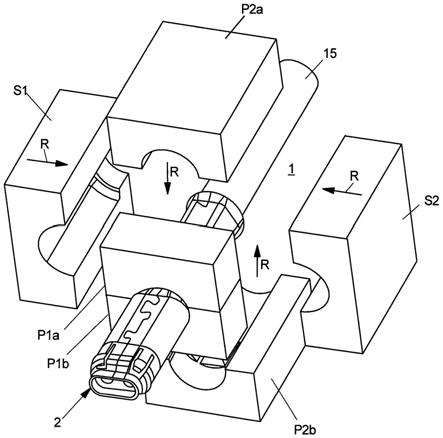
25.图2a示出了源于图1d的、与用于作用到嵌入件上的压模组合的嵌入件;
26.图2b示出了源于图1d的、在根据图2a的压模起作用之后的嵌入件;
27.图3a示出了源于图2b的嵌入件的第一剖视图;
28.图3b示出了源于图2b的嵌入件的第二剖视图;
29.图4示出了源于图2a的、与用于界定模空腔的压铸工具的滑板组合的布置,其用于为嵌入件分段地配备挤压包封件;
30.图5示出了源于图4的、具有在自身的终点位置的滑板的布置;
31.图6示出了源于图2b的、在根据图4和图5分段挤压包封之后的嵌入件;以及
32.图7示出了源于图6的在置入插头壳体之后的嵌入件。
具体实施方式
33.图1a示出了多芯的电缆1的一段,该段涉及电缆1的轴向端部,该轴向端部要被进一步加工用于形成电插拔连接器,并且该轴向端部也被称为嵌入件。在本实施例中,电缆1实施为双芯电缆。在此,电缆1的两个芯线11、12沿着电缆纵向l并排伸展;它们在延伸的电缆中形成平行的芯线。芯线11、12例如各自包括电线和围绕相应的电线的绝缘护套。
34.电缆1的芯线11、12共同布置在电缆内部空间中,该电缆内部空间被沿电缆纵向l伸展的电缆外套15在横截面上环形地围绕。电缆外套15由电绝缘材料构成。
35.在用于容纳芯线11、12的电缆内部与电缆外套15之间还布置有包围芯线11、12的、沿着电缆纵向l延伸的电缆屏蔽层13、14。该电缆屏蔽层能够例如由屏蔽编织物或者膜形成,或者由屏蔽编织物与薄膜的组合形成。最后提到的变体在图1a中示出,其中,补充的屏蔽膜13装在屏蔽编织物14的、朝向芯线11、12的内侧上。
36.电缆屏蔽层13、14用于电缆内部的电屏蔽并且因此具有金属材料、例如铝。在此,可使用塑料薄膜作为屏蔽膜13,其尤其在朝向电缆内部的内侧上覆有导电材料、例如铝。
37.金属的屏蔽编织物主要用于在相对低频的情况下的屏蔽,并且电缆屏蔽层以金属膜或者涂覆金属的膜的形式用于在相对高频(1mhz到10ghz)的情况下的屏蔽。
38.电缆屏蔽层13、14能够与电缆外套15组合为一个结构单元,例如通过使电缆屏蔽层13、14在其背离芯线11、12的外表面上与电缆外套15比如经由粘接剂连接的方式组合。
39.在由图1a示出的构造中,电缆1在其待形成插拔连接器的轴向端部处部分地与电缆外套15脱离,以使电缆屏蔽层14或者其屏蔽编织物14在该处形成电缆的外表面。此外,在该实施例中,电缆1在其自由端部处被由电缆外套15沿着电缆纵向l间隔开的绝缘护套18覆盖。由此,沿着电缆纵向l在电缆外套15与绝缘护套18之间存在一区域,屏蔽编织物14在该区域中形成电缆1的外表面。
40.根据图1b,在电缆1或者更准确地在电缆的轴向端部(嵌入件)处施加支持卷曲件(crimp)16,施加方式为使支持卷曲件16邻接电缆1的一区域,屏蔽编织物14在该区域中不被电缆外套15围绕或形成电缆1的外表面。在该实施例中,将支持卷曲件16向内部分地施加到屏蔽编织物14上并且部分地施加到电缆外套15上。
41.然后,根据图1c,电缆屏蔽层14或者电缆屏蔽层的在实施例中具体脱离的屏蔽编
织物14被卷边,以使该屏蔽编织物在背离芯线11、12的外侧覆盖支持卷曲件16。这还导致:在用于释放电缆1的端部或者朝向绝缘护套18的一侧,电缆1的露出的芯线11、12沿轴向连接由卷边的屏蔽编织物覆盖的支持卷曲件16,并且在另一侧沿轴向连接由电缆外套15环绕的电缆部段。
42.最后,如图1d所示,将外导体2施加到在电缆1的轴向端部上,在该实施例中以外部管的形式施加,该外部管由导电材料构成并且在横截面上环形地围绕或者在该实施例中具体圆环形地围绕端部。外导体2沿着纵向(电缆纵向l)延伸,也就是从第一电缆侧端部22向第二输出侧端部23沿轴向延伸,这两个端部布置在外导体2的中间部段21的两侧。
43.外导体2覆盖支持卷曲件16以及屏蔽编织物14的在此被卷边的部段。在该实施例中,外导体2尤其还覆盖电缆1的端部的如下区域,在该区域中将芯线11、12露出,即不被电缆1的其他部件围绕,外导体必要时覆盖电缆外套15(与支持卷曲件16连接)的部分和/或(部分)绝缘护套18。
44.将电缆1的这样准备好的端部在外导体2的区域内利用至少一个压模(压模)p1a、p1b;p2a、p2b从外导体2的外部沿径向成型,或者具体在局部压在一起。在图2a的实施例中,借助压模p1a、p1b;p2a、p2b沿不同方向、尤其沿相反方向的成型分别将外导体2沿径向成对地成型。
45.具体地,成型在此发生在电缆1的轴向端部或者外导体2的、两个沿着电缆纵向l轴向间隔开的位置处,并且在这些位置处尤其分别借助于一对压模p1a、p1b或p2a、p2b实现。
46.在此,一个或多个压模p1a、p1b或p2a、p2b能够(作为压模)设置在压铸工具处或具体地在压铸工具中,电缆1的轴向端部作为嵌入件被置入该压铸工具中,并且然后在该压铸工具中应将该轴向端部(分段地)挤压包封。
47.在将外导体2作为电缆1的组成部件用在(注塑)工具中之后,外导体2的成型尤其能够借助于相应的压模p1a、p1b或p2a、p2b实现,在该(注塑)工具中要为外导体2配备挤压包封件。
48.至少一个第一压模或具体地两个第一压模p1a、p1b的径向成型发生在外导体2(中间部段21)的第一轴向部段处,以用于减小外导体2与电缆1的芯线11、12之间的径向间距,通过将外导体2的中间部段21向内挤压并在此变形实现,如图2b和图3b所示,能由此改进波阻。只要电缆1的芯线11、12在外导体2的中间部段21中露出,芯线就仅仅且直接被外导体2包围,而不被电缆屏蔽层13、14或支持卷曲件16包围。
49.至少一个第二压模或具体地两个第二压模p2a、p2b的径向成型发生在外导体2(电缆侧端部22)的另外的第二轴向部段处,以用于在(卷边的)屏蔽编织物14处产生限定的电连接,即用于“测量连接”,和/或用于提供释放张力件,通过将外导体2的中间部段21向内冲压并在此变形实现,如图2b和图3a所示,其中将中间部段朝向屏蔽编织物14以及必要时朝向电缆外套15径向挤压。
50.如图4和图5所示,随后将第二压模对的压模p2a、p2b沿径向方向r从外导体2移除,并且代替其使至少一个滑板s1、s2或具体地压铸工具的一对滑板s1、s2(沿径向方向r)靠近外导体2并且定位在外导体的周围,以使滑板s1、s2之一由此形成界定的模空腔(腔室),该模空腔以塑化的成型料填充,以便用成型料、例如塑化的塑料来挤压包封电缆1的置入到压铸工具中的端部(嵌入件)或具体其外导体2、以及必要时电缆外套15的部段,由此产生相应
分段的挤压包封件32,如图6所示。
51.分段的挤压包封件32能够将外导体2的朝向支持卷曲件16挤压的部段(电缆侧端部22)连接到电缆外套15,并且由此用于电缆1以及尤其电缆外套15的释放张力件。
52.在描述的注塑流程期间,至少一个第一压模或者第一压模对的压模s1a、s1b留在电缆1处或者准确地说留在外导体2处,并且能够由此有助于在侧向界定并且尤其密封模空腔,以使在外导体2的由此覆盖的区域上没有塑化的成型料,如根据外导体2(图6中的附图标记21)的未挤压包封件的中间部段所示。
53.如根据图6清楚地示出,在第一压模s1a、s1b的背离滑板s1、s2的一侧,还能将另外部分的挤压包封件33施加到外导体2上,例如外导体的输出侧端部23上,第一压模s1a、s1b在其制造过程中又能用于(侧向)界定并且必要时密封相应的模空腔。另外的挤压包封件33例如能够用于安装机械元件,并且尤其具有模制锁定件、如锁定钩,以用于固定插头壳体。因此得出由多个部分的挤压包封件32、33形成的、外导体2的挤压包封件3。
54.如图7所示,最后将插头壳体5移到(+)电缆1的相应准备的轴向端部处并且例如在此借助设在电缆1的轴向端部处的锁定钩固定(=)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1