一种利用超声空化法的电解液回收装置及方法
1.本发明专利属于废旧电池再生领域,具体涉及一种利用超声空化法的电解液回收装置及方法。
背景技术:
2.锂离子电池具有比能量高,容量大,工作电压高,循环寿命长等优点,是电动汽车的主要动力源。随着环境保护的要求和国家政策的提出,电动汽车行业蓬勃发展,电池的使用量与日俱增。但是在未来数年后电池的使用寿命结束后将会产生大量的废旧电池,这些废旧电池还含有大量电解液、有色金属(铜、铝)和正负极材料,如果处理不当不仅会造成大量经济损失而且会严重污染环境。目前,学者们对锂离子电池的回收研究大多数至力于有色金属以及电极材料,然而对电解液的回收研究却留有很大一片空白。
3.目前,电解液回收手段将电池开口或者破碎,再通过离心(cn201310290286)、真空(cn201310374644)、液氮冷冻(cn201410069599)等手段来回收电解液,实际上电解液在电池的物理开口阶段及转移过程已有泄漏,另外经济性差,回收过程耗时较长。
4.有鉴于此,特提出本发明。
技术实现要素:
5.针对现有技术中存在的问题,本发明提供了一种利用超声空化法的电解液回收装置及方法,克服现有设备的不足之处,本发明中将电池机械拆解、电芯超声清洗与蒸馏过程电解液回收系统,利用超声空化法可使电解液中产生大量微气泡大大加速电解液向浸出液中扩散,缩短回收时间、提高回收率高、纯物理方法安全性高。针对锂离子电池的回收过程,采用环保无害的方式使废旧锂离子电池电解液资源化利用,避免了电解液对环境的污染。
6.为解决上述技术问题,本发明采用以下技术方案:一种利用超声空化法的电解液回收装置,包括超声波分离仓,所述超声波分离仓通过升降门和低温拆解箱连通,超声波分离仓的上部通过管道ⅰ与浸出液储存罐连接,管道ⅰ上设有一级冷却器,超声波分离仓的下部通过管道ⅱ与浸出液储存罐连接,管道ⅱ上有过滤装置,浸出液储存罐通过管道ⅲ与电解液提浓罐连接,电解液提浓罐上端通过管道
ⅴ
与回收电解液储藏罐连接,电解液提浓罐通过管道ⅳ与dmc分离罐连接,管道ⅳ上设有二级冷却器,dmc分离罐与真空泵连接。
7.进一步,所述超声波分离仓的上部设有加液口,所述超声波分离仓的底部设有超声波发生器,可以通过加液口向超声波分离仓中加入清洗溶剂,通过超声波发生器持续向超声波分离仓中的溶液发射超声。
8.进一步,所述超声波分离仓和电解液提浓罐内置加热套,可调节温度范围为0 ~ 100℃。
9.进一步,所述低温拆解箱内设有自动机械手臂,经过自动机械手臂拆解后的电芯通升降门转入到超声波分离仓,低温拆解箱的上部设有通气口和视窗,低温拆解箱的侧壁
上设有液压舱门开关。
10.本发明另一个方面提供了一种废旧锂离子电池电解液回收方法,其采用本发明所述的废旧锂离子电池电解液回收装置进行回收。
11.利用本发明所述的电解液回收装置进行电解液回收的方法,包括以下步骤:1)在惰性气氛中将放电完全的废旧锂离子电池在低温拆解箱中去除外壳,收集冰屑后将废旧电芯置入超声波分离仓中,在超声条件下加入dmc进行超声浸出,得到浸出液i;2)将步骤(1)得到的浸取液i输送至浸出液储存罐中收集,之后将浸取后的电芯蒸馏使表面润湿液得以回收,并汇入浸出液储存罐,得到浸取液ii;3)将步骤(2)所得浸取液ii导入电解液提浓罐提浓,电解液提浓罐顶部气相经冷凝后分离出dmc,循环用于下次浸出,在电解液提浓罐底部得到提浓电解液,对提浓电解液进行检测后补齐缺失组分用作电池电解液。
12.进一步,所述步骤1)中的废旧锂离子电池放电后剩余电量在30%以下,放电后的废旧锂离子电池在低温下放置30min以上再进行拆解,超低温拆解箱的操作温度为
‑
10~0℃。
13.进一步,所述步骤1)废旧锂离子电池放入低温拆解箱后关闭低温拆解箱的仓门,打开所有内部阀门,通过通气口向低温拆解箱中通入氮气,通气时间15~30min,气流流量为100~500 ml/min。
14.进一步,所述步骤1)中超声波分离仓的超声频率在40~50 khz,超声时间为5 ~ 15min。
15.进一步,所述步骤3)中冷凝分离dmc过程操作温度为
‑
15 ~ 5℃。
16.进一步,所述步骤3)中需补充的缺失组分包括导电盐和碳酸酯类物质,所述导电盐为lipf6、libf4、liclo4、liasf6中的任意一种或几种的组合。
17.进一步,所述dmc分离罐所获得的分离dmc可以循环使用,所述电解液回收装置中内表面均进行过耐腐处理。
18.本发明的有益效果是:本发明废旧锂离子电池电解液回收装置是完全密封连接的,使用时可以将机械拆解器与之连用直接通过密封通道进料,避免了破拆过程中电解液的损失以及污染;它附带有精馏装置,可以使清洗液得到极大的利用从而大大降低了使用成本;利用超声加速浸出效率,大大缩减了电解液回收过程所需时间。整个回收过程不发生化学反应,属于纯物理回收过程更加安全。回收电解液可直接用于电池使用。所述的方法利用超声空化法可使电解液中产生大量微气泡大大加速电解液向浸出液中扩散,缩短回收时间、提高回收率高、纯物理方法安全性高,便于工业化实施。
附图说明
19.下面将结合本发明专利中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本实用发明专利中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
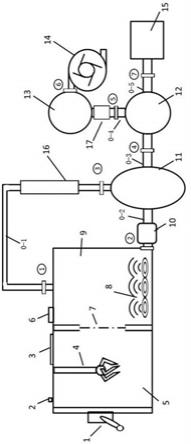
20.图1为本发明利用超声空化法的电解液回收装置的结构示意图。
21.图中标记为:1
‑
液压舱门开关;2
‑
通气口;3
‑
视窗;4
‑
自动机械手臂;5
‑
低温拆解箱;6
‑
加液口;7
‑
升降门;8
‑
超声波发生器;9
‑
超声波分离仓;10
‑
过滤装置;11
‑
浸出液储存
罐;12
‑
电解液提浓罐;13
‑
dmc分离器;14
‑
真空泵;15
‑
回收电解液储藏罐;16
‑
一级冷却器;17
‑
二级冷却器,
①‑⑦
为第一阀门~第七阀门;0
‑
1~0
‑
5为管道i~管道v。
22.图2为超声波分离罐中清洗液不同每次超声10min超声次数下以及浸出次数下dmc含量变化。
具体实施方式
23.下面结合具体实施例,对本发明做进一步说明。应理解,以下实施例仅用于说明本发明而非用于限制本发明的范围,该领域的技术熟练人员可以根据上述发明的内容作出一些非本质的改进和调整。
24.实施例1一种利用超声空化法的电解液回收装置,包括超声波分离仓9,所述超声波分离仓9通过升降门7和低温拆解箱5连通,超声波分离仓9的上部通过管道ⅰ0
‑
1与浸出液储存罐11连接,管道ⅰ0
‑
1上设有一级冷却器16,管道i0
‑
1前后两端分别配有第一阀门
①
和第三阀门
③
。
25.超声波分离仓9的下部通过管道ⅱ0
‑
2与浸出液储存罐11连接,管道ⅱ0
‑
2上有过滤装置10,超声波分离仓9与过滤器10之间设有第二阀门
②
;管道ii0
‑
2中第二阀门
②
控制浸出液流入浸出液储存罐11,管道ii0
‑
2中设置过滤器10防止电池碎渣流入浸出液储存罐11。
26.浸出液储存罐11通过管道ⅲ0
‑
3与电解液提浓罐12连接,管道iii0
‑
3上设有第四阀门
④
;电解液提浓罐12通过管道
ⅴ0‑
5与回收电解液储藏罐15连接,管道
ⅴ0‑
5设有第七阀门
⑦
;电解液提浓罐12上端通过管道ⅳ0
‑
4与dmc分离罐13连接,管道ⅳ0
‑
4上设有二级冷却器17,在电解液提浓罐12与二级冷却器17之间的管道iv0
‑
4上设有第五阀门
⑤
;dmc分离罐13与真空泵14连接,dmc分离器13和真空泵14之间通过第六阀门
⑥
连接。
27.本发明的超声波分离仓9的上部设有加液口6,所述超声波分离仓的底部设有超声波发生器8,可以通过加液口6向超声波分离仓9中加入清洗溶剂,通过超声波发生器8持续向超声波分离仓9中的溶液发射超声。超声波分离仓9和电解液提浓罐12内置加热套,可调节温度范围为0 ~ 100℃。
28.本发明所述低温拆解箱5内设有自动机械手臂4,经过自动机械手臂4拆解后的电芯通过升降门7转入到超声波分离仓9,低温拆解箱5的上部设有通气口2和视窗3,低温拆解箱5的侧壁上设有液压舱门开关1。
29.本发明所述超声波分离仓9内置加热套,可以调节清洗罐温度,可调节温度范围为0~100℃;经过浸出后电芯表面残留清洗剂可以通过超声波分离仓9上方管道i0
‑
1蒸发经过一级冷却器16后馏出液进入浸出液储存罐11,之后通过第四阀门
④
将浸出液汇入电解液提浓罐12。
30.本发明所述电解液提浓罐12内置加热套,可调节温度范围为0~100℃,通过短时间加热对电解液提浓罐12中电解液,利用真空泵14减压将过量dmc精馏出大部分,通过二级冷凝器17汇入dmc分离罐13,电解液提浓罐12中底物通过第七阀门
⑦
汇入回收电解液储藏罐15。
31.本发明所述回收电解液储藏罐15中电解液进行检测补齐缺失组分供电池生产再
利用。
32.本发明所述电解液回收装置中各部件内表面均进行过耐腐处理。
33.本实施例利用电解液回收装置进行电解液回收的方法如下:1)在惰性气氛中将放电完全的废旧锂离子电池在低温拆解箱中去除外壳,收集冰屑后将废旧电芯置入超声波分离仓中,在超声条件下加入dmc进行超声浸出,得到浸出液i;废旧锂离子电池放电后剩余电量在30%以下,放电后的废旧锂离子电池在低温下放置30min以上再进行拆解,超低温拆解箱的操作温度为
‑
10~0℃;废旧锂离子电池放入低温拆解箱后关闭低温拆解箱的仓门,打开所有内部阀门,通过通气口向低温拆解箱中通入氮气,通气时间15~30min,气流流量为100~500 ml/min;超声波分离仓的超声频率在40~50 khz,超声时间为5 ~ 15min;2)将步骤(1)得到的浸取液i输送至浸出液储存罐中收集,之后将浸取后的电芯蒸馏使表面润湿液得以回收,并汇入浸出液储存罐,得到浸取液ii;3)将步骤(2)所得浸取液ii导入电解液提浓罐提浓,电解液提浓罐顶部气相经冷凝后分离出dmc,循环用于下次浸出,在电解液提浓罐底部得到提浓电解液,对提浓电解液进行检测后补齐缺失组分用作电池电解液,冷凝分离dmc过程操作温度为
‑
15 ~ 5℃;需补充的缺失组分包括导电盐和碳酸酯类物质,所述导电盐为lipf6、libf4、liclo4、liasf6中的任意一种或几种的组合。
34.具体回收方法如下:在使用本发明利用超声空化法的电解液回收装置时,废旧锂离子电池放电后电池剩余电池在30%以下,低温箱为
‑
10~0℃,电池要在低温下放置在低温下放置30min以上再进行拆解。所述低温拆解箱5放入废旧锂离子电池后关闭仓门,打开所有内部阀门,通过通气口2向装置中通入氮气,通气时间15min以上,气流大小100~500ml/min。经过自动机械手臂4拆解后的电芯通升降门7转入到超声波分离仓9。通过加液口6向超声波分离仓9中加入清洗溶剂,通过超声波发生器8 持续向溶液中发射超声。超声波分离罐中超声频率在40~50khz,超声时间为5min以上。超声波分离仓9内置加热套,可以调节清洗罐温度,调节温度为0~100℃;超声波分离仓9通过管道ii与浸出液储存罐11相连接,管道ii中第二阀门
②
控制浸出液流入浸出液储存罐11,管道ii中设置过滤装置10防止电池碎渣流入浸出液储存罐11。经过浸出后电芯表面残留清洗剂可以通过超声波分离仓9上方管道i蒸发经过一级冷却器16后馏出液进入浸出液储存罐11。之后通过第四阀门
④
将浸出液汇入电解液提浓罐12。电解液提浓罐12内置加热套,调节温度为0~100℃,通过短时间加热对电解液提浓罐12中电解液提浓,利用真空泵14减压将过量dmc精馏出大部分,通过冷凝器17汇入dmc分离罐13;电解液提浓罐12中底物通过第七阀门
⑦
汇入回收电解液储藏罐15。电解液进行检测补齐缺失组分供电池生产再利用。
35.实施例2本实施例的电解液回收方法如下:在使用本发明利用超声空化法的电解液回收装置时,废旧锂离子电池放电后剩余电量在30%以下,低温箱为
‑
5℃,电池要在低温下放置30min以上再进行拆解。所述低温拆解箱5放入废旧锂离子电池后关闭仓门,打开所有内部阀门,通过通气口2向装置中通入氮气,通气时间15min以上,气流大小300ml/min。经过自动机械手臂4拆解后的电芯通升降门7转
入到超声波分离仓9。通过加液口6向超声波分离仓9中加入清洗溶剂,通过超声波发生器8持续向溶液中发射超声。超声波分离罐中超声频率在40khz,超声时间为10min。超声波分离仓9内置加热套,可以调节清洗罐温度,调节温度为60℃;超声波分离仓9通过管道与浸出液储存罐11相连接,管道ii中第二阀门
②
控制浸出液流入浸出液储存罐11,管道ii中存在过滤器10防止电池碎渣流入浸出液储存罐11。经过浸出后电芯表面残留清洗剂可以通过超声波分离仓9上方管道i蒸发经过一级冷却器16后馏出液进入浸出液储存罐11。反复清洗电芯三次,之后通过第四阀门
④
将浸出液汇入电解液提浓罐12。电解液提浓罐12内置加热套,可调节温度为60℃,通过短时间加热对电解液提浓罐12中电解液,利用真空泵14减压将过量dmc精馏出大部分,通过二级冷却器17汇入dmc分离罐13;电解液提浓罐12中底物通过第七阀门
⑦
汇入回收电解液储藏罐15。电解液进行检测补齐缺失组分供电池生产再利用。
36.实施例3本实施例的电解液回收方法如下:废旧锂离子电池放电后剩余电量在30%以下,低温箱为
‑
5℃,电池要在低温下放置30min以上再进行拆解。所述低温拆解箱5放入废旧锂离子电池后关闭仓门,打开所有内部发阀门,通过通气口2向装置中通入氮气,通气时间15min以上,气流大小300ml/min。经过自动机械手臂4拆解后的电芯通升降门7转入到超声波分离仓9。通过加液口6向超声波分离仓9中加入清洗溶剂,通过超声波发生器8持续向溶液中发射超声。超声波分离罐中超声频率在40khz,超声时间为40min。超声波分离仓9内置加热套,可以调节清洗罐温度,调节温度为60℃;超声波分离仓9通过管道与浸出液储存罐11相连接,管道ii中第二阀门
②
控制浸出液流入浸出液储存罐11,管道ii中存在过滤器10防止电池碎渣流入浸出液储存罐11。经过浸出后电芯表面残留清洗剂可以通过超声波分离仓9上方管道i蒸发经过一级冷却器16后馏出液进入浸出液储存罐11。反复清洗电芯三次,之后通过第四阀门
④
将浸出液汇入电解液提浓罐12。电解液提浓罐12内置加热套,可调节温度为60℃,通过短时间加热对电解液提浓罐12中电解液,利用真空泵14减压将过量dmc精馏出大部分,通过二级冷却器17汇入dmc分离罐13;电解液提浓罐12中底物通过第七阀门
⑦
汇入回收电解液储藏罐15。电解液进行检测补齐缺失组分供电池生产再利用。
37.实施例4本实施例的电解液回收方法如下:废旧锂离子电池放电后剩余电量在30%以下,低温箱为
‑
5℃,电池要在低温下放置30min以上再进行拆解。所述低温拆解箱5放入废旧锂离子电池后关闭仓门,打开所有内部阀门,通过通气口2向装置中通入氮气,通气时间15min以上,气流大小300ml/min。经过自动机械手臂4拆解后的电芯通升降门7转入到超声波分离仓9。通过加液口6向超声波分离仓9中加入清洗溶剂,通过超声波发生器8持续向溶液中发射超声。超声波分离罐中超声频率在40khz,超声时间为1h。超声波分离仓9内置加热套,可以调节清洗罐温度,调节温度为60℃;超声波分离仓9通过管道与浸出液储存罐11相连接,管道ii中第二阀门
②
控制浸出液流入浸出液储存罐11,管道ii中存在过滤器10防止电池碎渣流入浸出液储存罐11。经过浸出后电芯表面残留清洗剂可以通过超声波分离仓9上方管道i蒸发经过一级冷却器16后馏出液进入浸出液储存罐11。反复清洗电芯三次,之后通过第四阀门
④
将浸出液汇入电解液提浓罐12。电解液提浓罐12内置加热套,可调节温度为60℃,通过短时间加热对电解液提浓罐12
中电解液,利用真空泵14减压将过量dmc精馏出大部分,通过二级冷却器17汇入dmc分离罐13;电解液提浓罐12中底物通过第七阀门
⑦
汇入回收电解液储藏罐15。电解液进行检测补齐缺失组分供电池生产再利用。
38.实施例2~实施例4为首次超声后电解液浸出液中成分如表1所示。
39.表1首次超声后电解液浸出液中成分以上显示和描述了本发明的基本原理和主要特征以及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1