一种锂电池制造自动组合模组装置的制作方法
1.本发明涉及新能源产品加工技术领域,特别涉及一种锂电池制造自动组合模组装置。
背景技术:
2.锂电池作为新能源领域的核心产品之一,其作为动力部件应用于各种新能源装置中,而锂电池在应用于各种新能源装置中,一般按照模组的形式集中使用,因此,在单个锂电池加工完成之后,需要先将锂电池按照模组所需的数量和要求进行组合,组合成模组之后,再对其进行镍片连接,之后再进行电压平衡检测,符合要求之后才能够投入使用。
3.在工厂生产锂电池模组过程中,锂电池组合模组的工序中,主要还是依靠工人利用双面胶手动粘接,在粘接时,将一排排的锂电池先在桌面摆成一排,然后将双面胶依次覆盖所有锂电池,再利用美工刀从相邻令牌锂电池之间将双面胶裁切,之后,再将一面粘接有双面胶的各排锂电池依次竖立放置到模型盒中,放置时,注意朝向,使得相邻两排锂电池之间均有一个双面胶,以此实现对锂电池的粘接并组合模组的过程,该过程中,人工操作极为繁琐,生产效率低下,使得生产成本提高。
技术实现要素:
4.本发明的目的是提供一种锂电池制造自动组合模组装置,提高锂电池组合模组的粘接工序的效率以及自动化程度,同时,降低生产成本的。
5.为了达到上述目的,本发明采用的主要技术方案包括:
6.一种锂电池制造自动组合模组装置,包括:
7.基板,上表面划分为放置区s1和组合区s2,基板位于放置区s1的一端设置呈叉梳状的导入板,电池放置在导入板的叉梳部之间的间隙中排列,使得电池在放置区s1内呈矩阵状分布,导入板向组合区s2内移动将电池导入组合区s2;
8.绷紧机构,对应于各个叉梳部均设置一个,用于将双面胶绷紧,绷紧机构通过支架可升降的设置在组合区s2的正上方,其包括两对夹板,每对夹板分别用于夹持双面胶的两端;
9.粘接推板,设置在组合区s2的一端并与基板滑动配合,通过向组合区s2的另一端移动将锂电池向组合区s2的一端靠拢并被双面胶粘接;其中:
10.所述粘接推板与绷紧机构之间设有行程驱动组件,且粘接推板推进行程包括第一行程d1和第二行程d2,粘接推板在第一行程d1中通过行程驱动组件驱动绷紧机构下降,使得双面胶位于锂电池高度范围内,粘接推板在第二行程d2中使得锂电池向组合区s2的一端靠拢完成粘接。
11.优选地,所述绷紧机构还包括安装架以及设置在安装架下表面的两个皮带轮组件,两对夹板分别固定在两个皮带轮组件上,两个皮带轮组件一侧的两个端部之间设有同步传动组件,用于带动两个皮带轮组件同步反向转动。
12.优选地,相邻两个同步传动组件之间通过伸缩轴传动连接并设有第一弹簧,在锂电池靠拢的过程中,伸缩轴整体长度变短使得第一弹簧被压缩,且最外侧的同步传动组件传动连接有动力部件。
13.优选地,所述行程驱动组件包括驱动螺杆和固定在支架上的驱动螺套,驱动螺杆与驱动螺套螺纹配合,带动支架上升/下降,其中,所述驱动螺杆的底端转动支撑在基板上,且传动连接有行程驱动齿轮,行程驱动齿轮啮合有固定在粘接推板底部的行程驱动齿条。
14.优选地,所述支架上还固定有滑套,滑套内滑动配合有底端支撑在基板上的滑杆。
15.优选地,所述基板上沿着粘接推板的移动方向对应于各个叉梳部均设有切割刀,在组合区s2的宽度方向上各个绷紧机构上的两对夹板位于组合区s2的外侧,且在组合区s2宽度方向上切割刀位于该侧的一对夹板的内侧,切割刀包括相对呈间隔设置的一对刀片,绷紧机构下降过程中双面胶会进入两个刀片之间。
16.优选地,所述刀片滑动设置在基板上,且刀片的底端设有第一导向部,两个刀片的第一导向部外共同接触有第二导向部,第二导向部可升降的设置在基板内,两个第一导向部之间设有第二弹簧,且位于切割刀一端的两个夹板的底端均设有插杆,通过插入基板内下压第二导向部,使得第二导向部驱动两个第一导向部相对运动,压缩第二弹簧并带动刀片切割双面胶。
17.优选地,其中一所述刀片包括刀刃,另一刀片设有与刀刃相适配的刀槽,且刀片上对应于刀刃以及刀槽两侧均设有压紧部,其中一压紧部相对于刀刃靠近组合区s2,在刀片切割双面胶时,两个压紧部将切割后的双面胶压紧。
18.优选地,所述支架上对应于各个绷紧机构均设有悬架,双面胶可转动的支撑在悬架上。
19.优选地,所述悬架上设有可转动的旋转夹,所述旋转夹的顶端转动安装在悬架上并通过同步带轮组件与对应的同步传动组件传动配合,用于缠绕从双面胶上撕下的皮纸。
20.本发明至少具备以下有益效果:
21.本发明的锂电池制造自动组合模组装置,通过在组合区上方设置可升降的绷紧机构,并在粘接推板与绷紧机构之间设置行程驱动组件,使得在组合锂电池过程中,粘接推板自动使得绷紧机构先将双面胶送入粘接的锂电池之间,然后再依次推动锂电池将各排锂电池依次粘接,实现锂电池的自动组合,相较于现有技术中完全依靠人工依次粘接各排锂电池的过程中,使得一个锂电池模组的组合需要重复操作很多次而言,极大的提高了工作效率,并降低人工成本,自动化程度更高。
附图说明
22.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
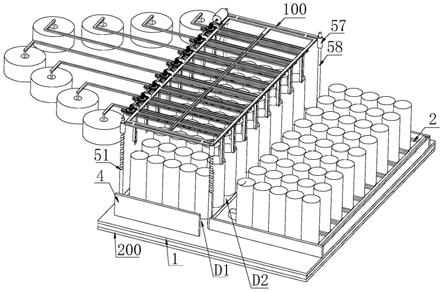
23.图1为本发明锂电池制造自动组合模组装置的整体结构示意图。
24.图2为本发明锂电池制造自动组合模组装置的限位板和导入板示意图。
25.图3为本发明锂电池制造自动组合模组装置图2中f放大示意图。
26.图4为本发明锂电池制造自动组合模组装置的放置区和组合区示意图。
27.图5为本发明锂电池制造自动组合模组装置的安装架示意图。
28.图6为本发明锂电池制造自动组合模组装置的支架示意图。
29.图7为本发明锂电池制造自动组合模组装置的同步传动组件和绷紧机构示意图。
30.图8为本发明锂电池制造自动组合模组装置图7中a处放大示意图
31.图9为本发明锂电池制造自动组合模组装置的仰视示意图。
32.图10为本发明锂电池制造自动组合模组装置图9中b处放大示意图。
33.图11为本发明锂电池制造自动组合模组装置的行程驱动组件另一视角示意图。
34.图12为本发明锂电池制造自动组合模组装置图9中c处放大示意图。
35.图13为本发明锂电池制造自动组合模组装置的切割刀示意图。
36.图14为本发明锂电池制造自动组合模组装置的基板和切割刀示意图。
37.图15为本发明锂电池制造自动组合模组装置的刀片示意图。
38.图16为本发明锂电池制造自动组合模组装置图15中d处放大示意图。
39.图17为本发明锂电池制造自动组合模组装置图15中e处放大示意图
40.图18为本发明锂电池制造自动组合模组装置的悬架和同步带轮组件示意图。
41.图19为本发明锂电池制造自动组合模组装置的旋转夹示意图。
具体实施方式
42.以下将配合附图及实施例来详细说明本技术的实施方式,借此对本技术如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
43.如图1至图19所示,本发明提供了一种锂电池制造自动组合模组装置,包括:
44.基板1,如图4所示,上表面划分为放置区s1和组合区s2,放置区s1用于放置即将粘接组合的锂电池,组合区s2作为锂电池粘接组合的区域,基板1位于放置区s1的一端设置呈叉梳状的导入板2,电池放置在导入板2的叉梳部21之间的间隙中排列,使得电池在放置区s1内呈矩阵状分布,导入板2向组合区s2内移动将电池导入组合区s2,叉梳部21远离组合区s2的一端共同连接在一板状部22上,基板1与导入板2相对的一端设有挡边,当导入板2将锂电池推入组合区s2时,通过挡边配合叉梳部21和板状部22,使得锂电池在组合区s2宽度方向呈紧密排布的状态;
45.绷紧机构3,如图5和图6所示,对应于各个叉梳部21均设置一个,用于将双面胶绷紧,具体的,在组合区s2的宽度方向,绷紧机构3与对应的叉梳部21位于同一直线上,绷紧机构3通过支架100可升降的设置在组合区s2的正上方,其包括两对夹板31,每对夹板31分别用于夹持双面胶的两端,两对夹板31之间的距离不小于组合区s2的宽度,绷紧机构3下降后使得双面胶在高度方向位于锂电池范围内,并在组合区s2宽度方向将宽度方向排列的锂电池全部覆盖;
46.粘接推板4,如图1和图4所示,设置在组合区s2的一端并与基板1滑动配合,粘接推板4的长度不超过组合区s2的宽度,且其两端与组合区s2对应侧之间的距离小于锂电池的半径,通过向组合区s2的另一端移动将锂电池向组合区s2的一端靠拢并被双面胶粘接,其中,在基板1相对于粘接推板4的另一端插接有挡板,在粘接推板4挤压锂电池过程中,挡板通过限制锂电池位移使得锂电池被粘接推板4有效挤压,进而实现粘接,同时,在锂电池粘接完成之后,将挡板拔出基座1,即可将粘接好的锂电池取出;其中:
47.粘接推板4与绷紧机构3之间设有行程驱动组件5,且粘接推板4推进行程包括第一
行程d1和第二行程d2,粘接推板4在第一行程d1中通过行程驱动组件5驱动绷紧机构3下降,使得双面胶位于锂电池高度范围内,粘接推板4在第二行程d2中使得锂电池向组合区s2的一端靠拢完成粘接。
48.采用上述技术方案,在操作过程中,可按照以下步骤进行:
49.步骤一、将锂电池放置的放置区s1内,具体的,在相邻两个叉梳部21之间的间隙内均放置数量相同的依次排列的多个锂电池;
50.步骤二、推动导入板2,导入板2向组合区s2内移动的同时,将锂电池导入组合区s2内,并通过板状部22与挡边的配合,使得组合区s2宽度方向上一排锂电池呈相互接触的状态,排列紧密,然后将导入板2拉回至放置区s1的初始位置;
51.步骤三、推动粘接推板4,粘接推板4依次经过第一行程d1和第二行程d2,在第一行程d1中,粘接推板4通过行程驱动组件5使得绷紧机构3下降至最低点,绷紧机构3携带呈绷紧状态的双面胶运动,使得对应于各个双面胶,其两侧均有一排待粘接的锂电池;在第二行程d2中,粘接推板4会在其移动方向上依次推动各排锂电池动作,当第一排锂电池与其前方的双面胶先接触并被粘接,然后推动双面胶脱离该绷紧机构3,并携带双面胶向下一排锂电池接触,以此,即可实现第一排锂电池和第二排锂电池的粘接,以此类推,可依次实现所有排锂电池的粘接,进而自动完成锂电池的粘接,实现锂电池制造时的自动组合模组。
52.如图5至图8所示,其中,绷紧机构3还包括安装架32以及设置在安装架32下表面的两个皮带轮组件33,安装架32固定在支架100上,对应于双面胶的一端,通过一对夹板31分别从两侧夹持,实现对双面胶该端的夹紧,同时,结合两对夹板31之间的间距,实现双面胶的绷紧,两对夹板31分别固定在两个皮带轮组件33上,两个皮带轮组件33一侧的两个端部之间设有同步传动组件34,用于带动两个皮带轮组件33同步反向转动,在两个皮带伦组件的转动过程中,每组夹板31在皮带轮组件33的一端分离,然后在皮带轮组件33的另一端又重新合并,实现对双面胶的夹持,具体的,顺着皮带轮组件33的转动方向,位于前端的一对夹板31会分离,位于后端的一对夹板31会继续夹持双面胶运动,随着皮带轮组件33的继续动作,初始位于前端的夹板31会运动到位于后端夹板31的后侧,实现位置调换,并在重新合并过程中,再将双面胶夹紧,直接省去人工抽胶以及将双面胶粘贴到锂电池上的过程,极大的提高工作效率;
53.需要说明的是,在上述方案中,在粘接推板4推动锂电池与双面胶粘接时,锂电池在接触双面胶之后被继续推动,双面胶的两端分别从两对夹板31上被抽离,该抽离方向为粘接推板4的移动方向。
54.进一步的,相邻两个同步传动组件34之间通过伸缩轴35传动连接并设有第一弹簧36,在锂电池靠拢的过程中,伸缩轴35整体长度变短使得第一弹簧36被压缩,具体的,安装架32滑动设置在支架100上,各个伸缩轴35的最大压缩距离小于锂电池被推入组合区s2时相邻的两排锂电池之间的距离,伸缩轴35包括粗轴和细轴,粗轴内设有端面呈六边形的轴腔,细轴的端面与轴腔相适配,且细轴的一端可滑动的插入轴腔内,最外侧的同步传动组件34传动连接有动力部件,具体的,动力部件可以为旋转马达,旋转马达固定在支架100上,旋转马达的输出端与最外侧的同步传动组件34连接,其中,同步传动组件34包括与两个皮带轮组件33内位于同侧的两个皮带轮同轴固定的同步传动齿轮341、以及设置在其中一个同步传动齿轮341与粗轴之间的锥齿轮副342,在锥齿轮副342中,其中一个锥齿轮同轴固定在
其中一个同步传动齿轮341上,另一个锥齿轮设置在伸缩轴35上。
55.如图9至图11所示,行程驱动组件5包括驱动螺杆51和固定在支架100上的驱动螺套52,驱动螺杆51与驱动螺套52螺纹配合,带动支架100上升/下降,其中,驱动螺杆51的底端转动支撑在基板1上,且传动连接有行程驱动齿轮53,行程驱动齿轮53啮合有固定在粘接推板4底部的行程驱动齿条54,具体的,基板1的底部设有粘接行程通槽55,粘接行程通槽55内滑动设置有固定在粘接推板4底部的粘接行程滑块56,且行程驱动齿条54固定在粘接行程滑块56底部,粘接推板4在第一行程d1中,行程驱动齿条54与行程驱动齿轮53啮合,粘接推板4在第二行程d2中,行程驱动齿条54与行程驱动齿轮53呈分离状态,使得,粘接推板4在第一行程d1中,通过行程驱动齿条54带动行程驱动齿轮53转动,行程驱动齿轮53带动驱动螺杆51转动,驱动螺杆51使得驱动螺套52带动支架100下降,进而带动绷紧机构3下降,反之,粘接推板4在反向完成第一行程d1时,通过行程驱动齿条54驱动行程驱动齿轮53反向转动,进而使得驱动螺杆51反向转动,此时,驱动螺套52带动支架100上升至初始位置。
56.如图4和图5所示,支架100上还固定有滑套57,滑套57内滑动配合有底端支撑在基板1上的滑杆58,滑杆58配合滑套57实现对支架100的支撑,此时,再配合驱动螺杆51和驱动螺套52实现对支架100的平衡支撑,保障支架100平稳的上升和下降,具体的,驱动螺杆51和驱动螺套52在支架100上对应于组合区s2长度方向的一端设置一对,并在组合区s2宽度方向分布在两侧,同时,滑套57与滑杆58设有两组,且位于支架100的另一端设置,并在宽度方向位于两侧。
57.如图13至图17所示,基板1上沿着粘接推板4的移动方向对应于各个叉梳部21均设有切割刀6,在组合区s2的宽度方向上各个绷紧机构3上的两对夹板31位于组合区s2的外侧,且在组合区s2宽度方向上切割刀6位于该侧的一对夹板31的内侧,切割刀6设置在挡边上,并在组合区s2宽度方向与对应的叉梳部21配合设置,切割刀6包括相对呈间隔设置的一对刀片61,绷紧机构3下降过程中双面胶会进入两个刀片61之间,利用切割刀6将位于相邻两排锂电池之间的双面胶与成卷的双面胶之间裁切。
58.刀片61滑动设置在基板1上,且刀片61的底端设有第一导向部62,两个刀片61的第一导向部62外共同接触有第二导向部63,第二导向部63可升降的设置在基板1内,两个第一导向部62之间设有第二弹簧64,且位于切割刀6一端的两个夹板31的底端均设有插杆65,通过插入基板1内下压第二导向部63,使得第二导向部63驱动两个第一导向部62相对运动,压缩第二弹簧64并带动刀片61切割双面胶,采用该方式,使得在绷紧机构3带动双面胶下降至相邻两排锂电池之间的过程中,自动实现对双面胶的裁切,而第二弹簧64的设置,使得在绷紧机构3上升复位的过程中,第二弹簧64会通过自身的恢复使得切割刀6内的两个刀片61分离并恢复至初始位置,同时,第二导向部63上升恢复至初始位置,直接取代人工手持美工刀裁切双面胶的过程,提高工作效率。
59.其中一刀片61包括刀刃611,另一刀片61设有与刀刃611相适配的刀槽,且刀片61上对应于刀刃611以及刀槽两侧均设有压紧部612,其中一压紧部612相对于刀刃611靠近组合区s2,刀刃611形成在压紧部612的端面,通过设置其根部厚度小于刀片61的厚度形成压紧部612,在刀片61切割双面胶时,两个压紧部612将切割后的双面胶压紧,粘接推板4在推动锂电池移动过程中,双面胶对应于压紧部612的一端从两个压紧部612之间抽出,双面胶被切割之后,剩下的双面胶的伸出端会被该端的一对夹板31夹持,保持双面胶的伸出端裸
露,同时防止双面胶错乱以及扭曲,使得双面胶保持良好的伸出状态。
60.如13和图18所示,支架100上对应于各个绷紧机构3均设有悬架7,双面胶可转动的支撑在悬架7上,具体的,悬架7的内侧端固定在支架100上,其外侧端螺纹连接有悬杆71,悬杆71的底端设有支撑圆片72,其中,在设置成卷的双面胶时,将悬杆71从悬架7上取下,然后将悬杆71的顶端贯穿双面胶的中心通孔,支撑圆片72的外径大于中心通孔的内径,再将悬杆71的顶端螺纹连接到悬架7上,此时,支撑圆片72对双面胶支撑,然后将双面胶的一端抽出,夹持在该端的一对夹板31中,再启动旋转马达,皮带轮组件33在动作过程中,会不断将双面胶抽出,直至夹持双面胶的一对夹板31与另一对夹板31切换位置之后,两对夹板31分别在组合区s2宽度方向的两侧夹持双面胶,在双面胶抽出过程中,只受到初始一对夹板31的拉力,双面胶会保持绷紧状态。
61.如图19所示,悬架7上设有可转动的旋转夹8,旋转夹8为弹性夹片,具有两个夹边81,旋转夹8的顶端转动安装在悬架7上并通过同步带轮组件82与对应的同步传动组件34传动配合,用于缠绕从双面胶上撕下的皮纸,旋转夹8将双面胶的皮纸端部夹持,在皮带轮组件33动作过程中利用夹板31不断抽出双面胶时,旋转夹8在同步带轮组件82的作用下转动,将双面胶外表面的皮纸不断的缠绕,具有撕皮纸的功能,同时,皮纸被缠绕成卷之后被有效的收集,方便后续的处理,在设置该方案过程中,只需要使得旋转夹8的旋转速度与夹板31的线速度相适配即可。
62.如图2至图4所示,基板1上设有可升降的限位板9,用于锂电池在组合区s2的宽度方向限位,限位板9在长度方向将组合区s2的一侧覆盖,在粘接推板4推动组合区s2内的锂电池粘接时,限位板9将锂电池位于放置区s1的一端限位,并配合挡边,使得锂电池能够平整的前进,保持良好的紧密接触状态,基板1的下方间隔设置有底板,限位板9的底部贯穿基板1并与底板之间设有第三弹簧91,限位板9的顶面朝外的一侧设有第一导向面92,叉梳部21的端面底部设有第二导向面93,用于叉梳部21滑上限位板9顶部下压限位板9,在导入板2将锂电池从放置区s1推入组合区s2时,叉梳部21先于锂电池与限位板9接触,将限位板9下压,为锂电池进入组合区s2提供通道,然后在锂电池进入组合区s2之后,叉梳部21返回放置区s1后,限位板9伸出,对锂电池的一侧限位,需要说明的是,在本方案中,导入板2的板状部22可相对于叉梳部21滑动设置,使得其具有滑动行程,且滑动行程的长度不小于叉梳部21大于组合区s2宽度的差值,确保在向组合区s2内推入锂电池时,锂电池能够在宽度方向紧密排列。
63.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决技术问题,基本达到技术效果。
64.需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的商品或者系统中还存在另
外的相同要素。
65.上述说明示出并描述了本发明的若干优选实施例,但如前,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1