一种具有镀膜型热电臂的热电薄膜器件及其制备方法
1.本发明属于薄膜热电器件技术领域,更具体地,涉及一种具有镀膜型热电臂的热电薄膜器件及其制备方法。
背景技术:
2.近年来,薄膜热电材料由于其卓越的性能相得到了广泛的关注与研究。相应地,热电薄膜制冷器件的也因其高集成度、高冷却通量为研究热点,并在微型电子器件热管理上具有极大的应用前景。
3.薄膜热电器件根据热量传递的方向分为cross-plane型与in-plane型。热量传递方向与电流相同为in-plane型,而热量传递方向与电流垂直为cross-plane型,其中cross-plane型器件在制冷与发电领域都有广泛的应用。cross-plane型薄膜热电器件的基本构成单元为由上下电极与p/n型热电薄膜构成的热电臂。然而,单对热电臂的输出有限,为了实现器件的高功率密度,需要在单位面积内集成尽可能多的热电臂,即实现热电臂的高密度阵列化集成。这个过程要求高精度薄膜的图案化,需基于传统硅基mems技术,具体步骤为:
4.1、采用光刻技术在衬底上制备图案化的掩模,然后利用物理气相沉积的方法在衬底表面沉积底部电极,然后放入胶液取出光刻胶以及附着在其表面上的材料,完成底部图案化电极的制作;2、在底部电极图案上继续通过光刻技术制备图案化掩模,沉积n型热电材料,然后利用光刻技术在顶部制备一层掩模再沉积p型热电材料;3、在上述基础上,再次利用光刻技术制备一层掩模,沉积顶部电极层;4、最后将衬底放入胶液中,去除光刻胶以及附着在其表面的材料,完成顶部图案化电极制作。
5.由上述步骤可以发现,利用光刻技术高质量的图案化薄膜,但整体工艺设备与物料要求极高且工艺复杂、成本很高。除此之外,光刻胶无法耐受高温的特点也限制了器件的制作工艺,从而无法通过高温沉积或者热处理来提升薄膜性能,导致性能变差。对于cross-plane型薄膜热电器件,高性能热电薄膜的沉积工艺、薄膜图案化以及两者的不兼容是目前薄膜热电器件的研制的瓶颈。常规尺度tec则制备工艺简单,只需将热电材料切割成热电臂颗粒,然后与附有电极的基板焊接既可,但由于结构和材料性能的限制,常规tec的性能远逊与cross-plane型热电薄膜器件。因此,亟需发展一种无需复杂工艺,并能在工艺中兼容高温材料沉积,且设备要求低、易于操作、成本低廉的新型结构热电薄膜器件及其制备方法。
技术实现要素:
6.针对现有技术的以上缺陷或改进需求,本发明提供了一种具有镀膜型热电臂的热电薄膜器件及其制备方法,其目的在于,简化热电薄膜器件的制备过程,同时兼容高温材料沉积,实现高性能热电薄膜的引入。
7.为实现上述目的,按照本发明的一方面,提出了一种具有镀膜型热电臂的热电薄膜器件制备方法,包括如下步骤:
8.s1、在金属基体表面依次沉积包括第一结合层、n型热电薄膜、第二结合层、焊料层的镀膜,得到n型镀膜金属基体,然后将该n型镀膜金属基体分割成多个n型镀膜热电臂;
9.s2、在金属基体表面依次沉积包括第三结合层、p型热电薄膜、第二结合层、焊料层的镀膜,得到p型镀膜金属基体,然后将该p型镀膜金属基体分割成多个p型镀膜热电臂;
10.s3、将n型镀膜热电臂和p型镀膜热电臂固定在模具中,并与附有电极的基板热压焊接,得到热电薄膜器件。
11.作为进一步优选的,步骤s1和s2中,在金属基体单个表面镀膜,或在金属基体上下两个表面均镀膜,然后再进行分割。
12.作为进一步优选的,步骤s1和s2中,将单个表面镀膜的金属基体和/或上下两个表面均镀膜的金属基体任意多层叠加,经热压后再进行分割。
13.作为进一步优选的,所述第一结合层采用ag、ti、ta、w、au及其氮化物中的一种或多种复合的薄膜,第一结合层厚度为150nm~500nm。
14.作为进一步优选的,所述第三结合层采用cr、ti、ta、w、au及其氮化物中的一种或多种复合的薄膜,第三结合层厚度为150nm~500nm。
15.作为进一步优选的,所述第二结合层采用ni、ti、au、w及其氮化物中的一种或多种复合的薄膜,第二结合层厚度为2um~5um。
16.作为进一步优选的,所述焊料层材料为sn,焊料层厚度为15um~20um。
17.作为进一步优选的,所述金属基体材料为cu、al、ag及其合金中的一种,金属基体为片状,厚度为100um~1000um。
18.作为进一步优选的,步骤s1和s2中,n型热电薄膜和p型热电薄膜的沉积温度不小于200℃。
19.按照本发明的另一方面,提供了一种具有镀膜型热电臂的热电薄膜器件,其采用上述方法制备而成。
20.总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
21.1、本发明设计了特殊的镀膜型热电臂结构,直接在金属基体高温沉积高性能热电薄膜然后分割得到镀膜型热电臂颗粒,然后采用常规tec的制备工艺,即可完成热电薄膜器件的制备。由于金属基体的电阻基本可以忽略,镀膜型热电臂的电阻基本等于其上热电薄膜的电阻,且金属基体存在不会对热电薄膜其它性能产生影响,因此采用镀膜型热电臂制备得到的器件不仅结构简单,还拥有与直接由高性能热电薄膜组成的器件接近的性能。同时,将热电薄膜与金属基体直接组成独立的热电臂颗粒,使热电薄膜器件的制备无需薄膜图案化,后续只需通过简单的焊接工艺即可完成器件的制备,大幅简化了热电薄膜器件的制备工艺,并降低了对设备、物料的要求,提升了成品率,降低了器件成本。
22.2、本发明通过设计特殊的镀膜型热电臂结构,解除了热电薄膜沉积过程中的温度限制,而相较于常温沉积,高温沉积制备的热电薄膜可实现最优的取向以及多孔的结构,大幅简化了工艺并提升了热电薄膜的性能。
23.3、彼此独立的镀膜型热电臂不仅使器件具备热电薄膜器件的高热流处理能力,且可根据需求进行自由的组合、装配得到满足各种应用场合的热电薄膜器件,大幅简化热电薄膜器件的制备工艺和难度,使成本大幅下降,具有极高的商业价值和应用前景。
24.4、本发明对结合层厚度进行研究,大于150nm的厚度可以有效阻止金属基体扩散并实现良好连接效果,同时避免厚度过大导致的成本过高。
附图说明
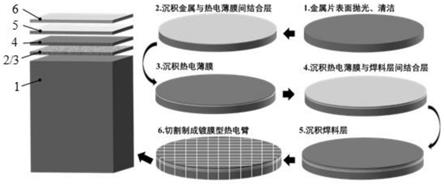
25.图1为本发明实施例单镀层镀膜型热电臂结构及制备流程图;
26.图2为本发明实施例双镀层镀膜型热电臂结构及制备流程图;
27.图3为本发明实施例三明治结构镀膜型热电臂结构及其制备流程图。
28.在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:1-金属基体,2-第一结合层,3-第三结合层,4-热电薄膜,5-第二结合层,6-焊料层。
具体实施方式
29.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
30.本发明实施例提供的一种具有镀膜型热电臂的热电薄膜器件,如图1所示,包括如下步骤:
31.(1)金属基体处理
32.根据需求选用一定厚度的片状金属基体,对其表面进行抛光处理至表面呈现镜面效果,然后进行清洗、烘干;
33.(2)制备n型镀膜型热电臂
34.在预处理完的金属基体1表面依次沉积第一结合层2、热电薄膜4(具体为n型热电薄膜)、第二结合层5、焊料层6,即形成镀膜,然后进行切割、清洗、烘干,即可得到n型镀膜型热电臂颗粒;
35.(3)制备p型镀膜型热电臂
36.在预处理完的金属基体1表面依次沉积第三结合层3、热电薄膜4(具体为p型热电薄膜)、第二结合层5、焊料层6,然后进行切割、清洗、烘干,即可得到p型镀膜型热电臂颗粒;
37.(4)焊接制成器件
38.将分别制备好的多个n型镀膜热电臂和p型镀膜热电臂颗粒在模具中固定,然后将其与附有电极的绝缘基板对准,然后热压钎焊,即可完成热电薄膜器件的制备。
39.进一步的,所述步骤(1)所选用的金属基体可采用cu、al、ag及其合金,厚度范围为100um~1000um,表面粗糙度ra≤0.025um。
40.进一步的,所述步骤(2),n型热电薄膜材料采用bi-te基材料,沉积温度不小于200℃,与其相应的第一结合层采用ag、ti、ta、au、w及其氮化物薄膜中的一种或复合多层薄膜,厚度150nm~500nm。
41.进一步的,所述步骤(3),p型热电薄膜材料采用bi-te基材料,沉积温度不小于200℃,与其相应的第二结合层采用cr、ti、ta、au、w及其氮化物薄膜中的一种或复合多层薄膜,厚度150nm~500nm。
42.进一步的,所述步骤(2)(3),所采用的第二结合层采用ni、ti、w、au薄膜中的一种
或复合多层薄膜,厚度2um~5um。
43.进一步的,所述步骤(2)(3),所采用的切割方式为线切割或者激光切割。
44.进一步的,所述步骤(2)(3),如图2所示,制备的镀膜型热电臂不仅可以金属基体一侧沉积薄膜,切割后即得到单镀层镀膜型热电臂;还可以通过相同的工艺流程在金属基体上下两侧皆沉积相同薄膜,切割后即得到双镀层镀膜型热电臂;更进一步的,如图3所示,还可将多个单侧或双侧沉积薄膜的金属基体任意多层叠加,即单侧镀膜金属基体叠加、或双侧镀膜金属基体叠加、或单侧镀膜金属基体与双侧镀膜金属基体任意叠加均可,再经热压、分割后制得三明治结构镀膜型热电臂。
45.以下为具体实施例:
46.采用磁控溅射工艺制备具有新型热电臂结构的热电薄膜器件,具体的流程和参数如下:
47.(1)预处理
48.选用直径50.4cm厚度500um的紫铜作为金属基体,对其两面抛光至出现镜面(ra≤0.025um),然后依次至于乙醇、丙酮超声波清洗并用烘干;
49.(2)制备单镀层n型镀膜型热电臂;
50.将预处理完成后的金属基片置于腔体中,通过直流溅射,将沉积温度固定在200℃,下基体上依次沉积厚度的300nm的ti、厚度的200nm ag、厚度的7.5um bi2te3、厚度的200nm ag、厚度的300nm的ti、厚度的2um ni、厚度的15um sn,然后采用激光切割将基片分割成0.25x0.25x0.5mm的n型镀膜型热电臂,上述流程如图1所示;
51.(3)制备单镀层p型镀膜型热电臂
52.将预处理完成后的金属基片置于腔体中,通过直流溅射,将沉积温度固定在200℃,下基体上依次沉积厚度的300nm的ti、厚度的200nm cr、厚度7.5um bi0.5sb1.5te3、厚度的200nm cr、厚度300nm的ti、厚度的2um ni、厚度的15um sn,然后采用激光切割将基片分割成0.25x0.25x0.5mm的p型镀膜型热电臂,上述流程如图1所示;
53.(4)装配焊接
54.选用附有电极的aln绝缘基板,首先电极上均附焊料,然后通过模具将p、n型热电臂与基板对准,然后热压完成器件制作。
55.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1