一种全自动环形线圈绕线装置的制作方法
本发明涉及线材绕制,具体为一种全自动环形线圈绕线装置。
背景技术:
1、随着我国电子信息技术的迅猛发展,使得对各类电子元器件的需求量也越大越大,而环形线圈是电子元器件中重要的一种,主要产品形式有环形变压器、互感器和磁环电感器等。
2、目前,在环形线圈绕制的生产加工中已从最早的手动绕制发展到现在的半自动绕制,现在市场上的用于绕制环形线圈的绕线机一般只能绕制线材,无法实现自动上下料和自动裁剪残余废料,从而极大的增加了人力成本,以及大大降低了生产效率。
3、综上所得,在环形线圈生产中,本领域技术人员亟需研制出一种可实现自动上下料、自动上线、自动绕线、自动去线的全自动环形线圈绕线装置,从而节省大量人力成本,和提高生产效率。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种全自动环形线圈绕线装置,解决目前市面上绕线机一般只能绕制线材,无法实现自动上下料和自动裁剪残余废料的问题。
3、 (二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
5、本发明一种全自动环形线圈绕线装置,该绕线装置包括机柜,和位于所述机柜上的上下料组件、上线组件、去线组件,其中:
6、所述上下料组件,包括料仓、定位板、旋转臂,放置于所述料仓内的待绕制线圈被输送机构逐一输送至所述定位板的定位槽内,所述旋转臂呈l型结构且分别安装有上料夹爪和下料夹爪,所述上料夹爪向外张开撑住所述待绕制线圈的内圆壁,并经上下料气缸的运动将所述待绕制线圈转运至预设工位处,所述下料夹爪向内收紧夹住已绕制线圈的外圆壁,并经所述上下料气缸的运动将所述已绕制线圈从预设工位处运走;
7、所述上线组件,包括磁性张力器、转向轮、导针、储线环、边滑器,待绕制线材依次通过所述磁性张力器、所述转向轮和所述导针后,被送至挂线卡爪处,所述挂线卡爪夹住所述待绕制线材一端向下使其挂进所述储线环的缺口内,所述待绕制线材随着所述储线环的旋转使其缠绕到所述储线环上;
8、暂存在所述储线环上的所述待绕制线材在所述边滑器的牵引下,随着反向旋转的所述储线环均匀缠绕到所述待绕制线圈上;
9、所述去线组件,包括顶切机构,所述顶切机构安装在退线板上,且通过位移气缸可在所述退线板上前后运动,所述顶切机构把剩余在所述储线环上的多余线材依次进行钩挂、压紧、切断和缠绕后,将所述多余线材丢弃在废料桶内。
10、优选的,所述输送机构包括输送带,所述输送带的两端分别是所述料仓和定位板,所述定位板的定位槽位于所述输送带的上方,所述定位槽呈v形结构。
11、优选的,所述上下料气缸包括第一上下料气缸、第二上下料气缸、第三上下料气缸,所述第一上下料气缸用于控制所述旋转臂做上下运动,所述第二上下料气缸用于控制所述旋转臂做旋转运动,且旋转角度为90°,所述第三上下料气缸用于控制所述旋转臂做前后运动。
12、优选的,卷成圆筒形的所述待绕制线材存放在所述机柜前方的左下角处,并且所述机柜上开设有供所述待绕制线材穿线的过线孔。
13、优选的,所述上线组件还包括夹具座,所述夹具座位为所述待绕制线圈所处的预设工位处,所述夹具座由三个呈品字形排布的夹具轮构成,所述待绕制线圈与所述夹具轮相外切,并且所述待绕制线圈随着所述夹具轮的旋转而旋转。
14、优选的,所述上线组件还包括上线基座、上线架和剪刀,所述上线基座固定在所述机柜的上端面,所述上机柜经第一上线气缸安装在所述上线基座上,并且可在所述上线基座上做直线运动,所述磁性张力器、所述转向轮、所述导针和所述剪刀均安装在所述上线架上,所述剪刀位于所述磁性张力器的下方,当所述储线环上缠绕的所述待绕制线材达到预存量时,通过所述剪刀把所述待绕制线材切断;
15、所述上线组件还包括第二上线气缸,所述第二上线气缸用于带动凸轮机构一边将所述储线环打开,一边使所述储线环的开口位置处产生错位,从而便于所述储线环插套或脱离所述待绕制线圈;
16、所述上线组件还包括第三上线气缸,所述第三上线气缸与所述挂线夹爪相连接,并带动挂线夹爪做直线伸缩运动。
17、优选的,所述顶切机构包括顶切杆、切断冲杆、顶切气缸、微型电机,所述顶切杆与所述顶切气缸相连接,所述顶切杆通过所述顶切气缸可在所述退线板内外两侧做直线伸缩运动,所述切断冲杆安装在所述顶切杆的切断孔内,并将所述顶切杆压紧的所述多余线材的一端切断,所述微型电机通过皮带与所述顶切杆相连接,将切断的所述多余线材缠绕到所述顶切杆上。
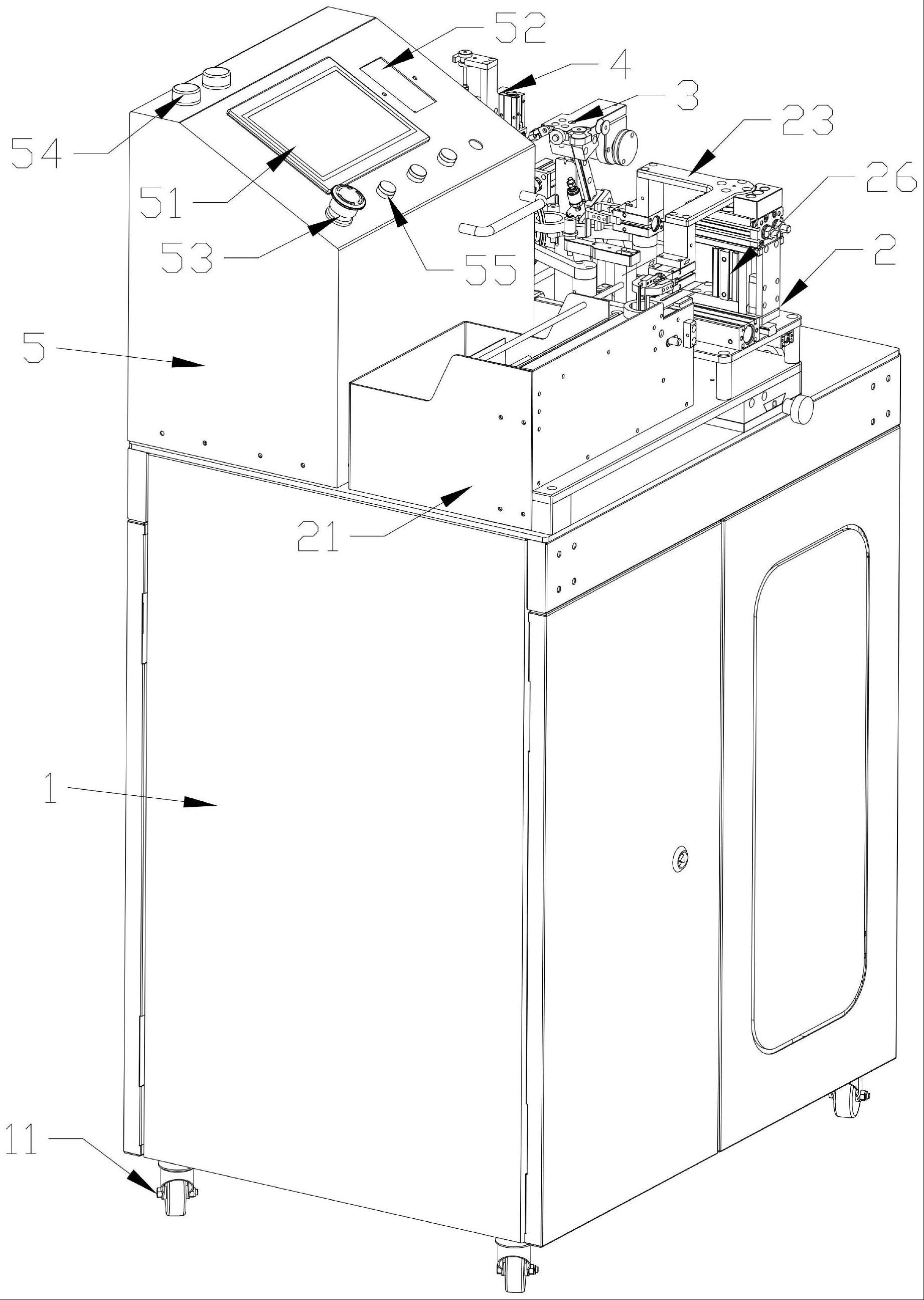
18、优选的,所述绕线装置还包括控制组件,所述控制组件安装在所述机柜上,所述控制组件通过连接线分别与所述上下料组件、所述上线组件和所述去线组件相电性连接,所述控制组件包括plc控制板,和所述plc控制板相电性连接的触摸屏、光纤放大器、急停开关、指示灯、操作按键、电磁阀,所述触摸屏、所述光纤放大器、所述急停开关、所述指示灯和所述操作按键均安装在所述机柜上端面左后方的操作台上。
19、优选的,所述光纤放大器位于所述触摸屏右侧,所述急停开关和操作按键位于所述触摸屏、所述光纤放大器的下侧,所述操作按键位于所述急停开关的右侧;
20、所述电磁阀安装在所述机柜前方的左侧,所述电磁阀的数量有若干个,且分别与与所述上下料气缸、所述第一上线气缸、所述第二上线气缸、所述第三上线气缸、所述位移气缸、所述顶切气缸、所述去线气缸相对应,所述电磁阀通过气管分别与所述上下料气缸、所述第一上线气缸、所述第二上线气缸、所述第三上线气缸、所述位移气缸、所述顶切气缸、所述去线气缸相连接且控制其运动。
21、优选的,所述绕线装置还包括脚轮,所述脚轮的数量为四个且分别安装在所述机柜底部的四角处。
22、 (三)有益效果
23、本发明提供了一种全自动环形线圈绕线装置,该绕线装置包括机柜,和位于所述机柜上的上下料组件、上线组件、去线组件、控制组件,通过采用可编程的plc控制器作为该绕线装置的控制部件,控制上下料组件中的上料夹爪、下料夹爪、上下料气缸来让位于料仓内的待绕制线圈转运至预设工位处,以及将已绕制线圈从预设工位处再转运走;控制上线组件中的磁性张力器、储线环、第一上线气缸、第二上线气缸和第三上线气缸将待绕制线材从放置区先暂存到储线环上,再从储线环上缠绕到待绕制线圈上;控制去线机构的顶切机构将储线环上多余线材通过钩挂、压紧、切断和缠绕后,丢弃在废料桶内。以上结构,该绕线装置实现了从上下料到上线、再到去线的全自动生产,从而大大提高了生产效率,同时还可实现一人操作多机,从而节省大量人力成本。
24、本发明提供了一种全自动环形线圈绕线装置,上下料组件中的上料夹爪是向外张开撑住待绕制线圈的内圆壁,和下料夹爪是向内收紧夹住已绕制线圈的外圆壁的方式来工作的,该方式具有在更换不同型号的环形线圈时,不用去调节上料夹爪和下料夹爪的工作行程、开口位置,从而节省了更换不同型号环形线圈的调试时间,进而提高了工作效率。
25、本发明提供了一种全自动环形线圈绕线装置,上线组件中的第二上线气缸带动凸轮机构一边将储线环打开,一边使储线环的开口位置处产生错位,使得储线环插套或脱离所述待绕制线圈。以上结构,使得该绕线装置降低成本,增强了装置的可靠性和调节性。
26、本发明提供了一种全自动环形线圈绕线装置,该绕线装置将待绕制线材的存放由现有的绕卷机后方或后下方,改在了机柜前方的左下角处,从而在改善补充或者更换原材料时操作人员不需再绕行至装置后方,进而节约操作时间,和操作的便利性。
27、本发明提供了一种全自动环形线圈绕线装置,该绕线装置绕制出来的环形线圈具有线圈排列均匀、绕组紧密、电磁漏感小、绕线圈数准确等优点。
- 还没有人留言评论。精彩留言会获得点赞!