一种自动穿热缩管及压接端子的设备
1.本发明涉及定子线圈穿管设备的技术领域,具体涉及一种自动穿热缩管及压接端子的设备。
背景技术:
2.传统电机由定子和转子组成,定子是电动机或发电机静止不动的部分;定子主要包括定子铁芯、定子绕组和机座三部分;定子的主要作用是产生旋转磁场,而转子的主要作用是在旋转磁场中被磁力线切割进而产生输出电流;其中定子绕组主要由线圈组成,然而定子线圈在生产制造过程中,成型的定子线圈需在其两自由端分别穿套热缩管,然后再在定子线圈的两自由端分别压接相应的端子,由于定子线圈线体的质地较软且两端的长度不一,并且需要穿套热缩管的长度也不一样,由于一系列的技术障碍难以得到突破,导致上述定子线圈穿套热缩管的过程一直难以实现自动化生产,所以现有技术中均是采用人工完成定子线圈的穿管,生产效率低下,满足不了产能需求,且人工成本较高,不适合现代化流水线的生产方式;因此,现亟需研发相应的设备以代替上述人工穿管的过程。
技术实现要素:
3.本发明要解决的技术问题是提供一种能够适应自动化生产、提高生产效率且降低劳动力投入的自动穿热缩管及压接端子的设备。
4.为了解决上述技术问题,本发明提供了
……
5.本发明的有益效果:
6.本发明是一种自动穿热缩管及压接端子的设备,首先,本发明通过上料装置将半成品线圈逐个放置到在主送料模组上流动的承座上,每个承座对应放置一个线圈,主送料模组推动承座逐步向前移动,进而带动线圈依次完成线体的校直、分别穿套长短热缩管以及端子的压接,然后线圈通过线圈出料模组被转移至下一工序,而承座再依次通过载具转移模组、皮带回流模组和过渡送料模组返回至主送料模组的进料端,使得承座能够循环往复使用;其次,主送料模组每驱动一次均使主流道上的所有承座均向前移动一个标准距离,即从一个工位转移至下一个相邻工位,且每个工位均设有自动夹紧承座的刹车片,控制简单,使用方便;最关键的是,穿短管装置能够将热缩管裁切成指定长度的管段,并将其穿套在线圈的短端上,穿长管装置能够将热缩管裁切成指定长度的管段,并将其穿套在线圈的长端上,效率高、速度快,且大大降低劳动力的投入量,为自动化生产开辟新思路。
附图说明
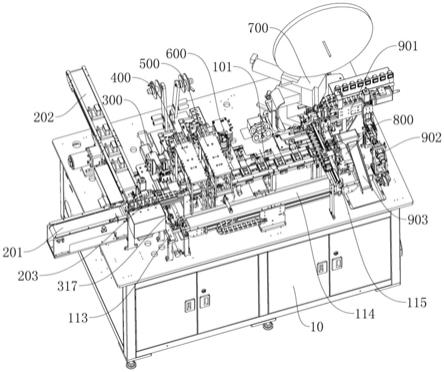
7.图1为一种自动穿热缩管及压接端子的设备的立体结构示意图;图2为载具循环装置和上料装置安装在主机座上的立体结构示意图;图3为换向夹紧机构的立体结构示意图;图4为主送料模组的立体结构示意图;图5为图4中a-a方向的剖视图;图6为拨爪安装在推板上的立体结构示意图;图7为承座夹紧机构的主视剖面图;图8为校直及预切装置的立体结
构示意图;图9为穿短管装置的立体结构示意图;图10为穿短管装置的主视剖面图;图11为压纸带机构的立体结构示意图;图12为穿长管装置的立体结构示意图;图13为穿长管装置的主视剖面图;图14为撑纸带机构的立体结构示意图;图15为检测及裁切装置的立体结构示意图;图16为平移装置的立体结构示意图;图17为承座、托盘和线圈的立体结构示意图;
8.图中标号说明:10、主机座;11、线圈;12、线圈的长端;13、长热缩管;14、线圈的短端;15、短热缩管;16、端子;17、纸带;18、承座;181、让位槽;19、托盘;101、主送料模组;102、主架体;103、主流道;104、刹车片;105、夹紧弹簧;106、倒斜面;107、盖板;108、送料气缸;109、推板;110、拨爪;111、切缝;112、支撑弹簧;113、过渡送料模组;114、皮带回流模组;115、载具转移模组;201、皮带上料模组;202、托盘回流模组;203、线圈入料模组;204、换向夹紧机构;205、支座;206、分料板;207、夹紧气缸;208、定位块;209、夹紧板;210、推送气缸;211、伸缩挡块;212、止挡气缸;213、过渡流道;300、校直及预切装置;301、第一底板;302、第一调位板;303、校直直线模组;304、第一剪切气缸;305、第一调位气缸;306、第一上连接板;307、第一下连接板;308、第一上切刀;309、第一下切刀;310、第一导料斗;311、第一集料槽;312、第一手指气缸;313、校直夹爪;314、第一压料气缸;315、第一托料块;316、第一压料块;317、承座夹紧机构;318、固定板;319、导轨;320、前滑块;321、后滑块;322、摆动块;323、旋转压块;324、复位弹簧;325、驱动气缸;326、驱动顶块;327、长圆孔;328、圆柱销;329、驱动斜面;330、圆弧面;400、穿短管装置;401、第二底板;402、第一支架;403、第一中间载板;404、第一调位直线模组;405、穿短管直线模组;406、第二手指气缸;407、第一定位夹爪;408、第一立柱;409、第一导向孔;410、第一辊轮;4101、第一电机;411、第一上裁切块;412、第一下裁切块;413、第一转接块;414、第一裁切气缸;415、第一支撑杆;416、第一辅助压块;417、第一压紧弹簧;418、第一安装架;419、第一连接块;420、第三手指气缸;421、第四手指气缸;422、第二定位夹爪;423、第一引导块;425、第一线体导入口;426、第一线体过孔;427、第一管体定位孔;428、第一管体导入口;429、第一滑台气缸;430、第五手指气缸;431、前压块;432、后压块;433、让位缺口;434、夹紧块;500、穿长管装置;501、第三底板;502、第二支架;503、第二中间载板;504、第二调位直线模组;505、穿长管直线模组;506、第六手指气缸;507、第三定位夹爪;508、第二托料块;509、托料气缸;510、第二立柱;511、第二导向孔;512、第二辊轮;5121、第二电机;513、第二上裁切块;514、第二下裁切块;515、第二转接块;516、第二裁切气缸;517、第二支撑杆;518、第二辅助压块;519、第二压紧弹簧;520、第二安装架;521、第二连接块;522、第七手指气缸;523、第八手指气缸;524、第四定位夹爪;525、第二引导块;527、第二线体导入口;528、第二线体过孔;529、第二管体定位孔;530、引导管;531、第三引导块;532、第二管体导入口;533、内撑气缸;534、让位针;535、第一压带气缸;536、左压块;537、第二压带气缸;538、右压块;600、检测及裁切装置;601、第四底板;602、第三支架;603、第二调位板;604、调节直线模组;605、第二剪切气缸;606、第二调位气缸;607、第二上连接板;608、第二下连接板;609、第二上切刀;610、第二下切刀;611、第二导料斗;612、第二集料槽;613、第九手指气缸;614、第五定位夹爪;615、ccd相机;616、标记孔;617、支撑平台;618、导料板;700、压接机;800、平移装置;801、x向直线模组;802、y向直线模组;803、转接座;901、线圈出料模组;902、线圈翻转模组;903、次品排出模组。
具体实施方式
9.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
10.参照图1-图17所示,本发明一种自动穿热缩管及压接端子的设备的一实施例;
11.一种自动穿热缩管及压接端子的设备,包括:载具循环装置,所述载具循环装置设置在主机座10上,载有线圈11的承座18在所述载具循环装置上流动,承座18上的线圈11依次经过穿短管工位、穿长管工位和压接工位;
12.穿短管装置400,所述穿短管装置400设置在所述穿短管工位上,所述穿短管装置400裁切指定长度的热缩管,该指定长度的热缩管为短热缩管15,所述穿短管装置400裁切完成后将所述短热缩管15穿套在线圈的短端14上;
13.穿长管装置500,所述穿长管装置500设置在所述穿长管工位上,所述穿长管装置500裁切指定长度的热缩管,该指定长度的热缩管为长热缩管13,所述穿长管装置500裁切完成后将所述长热缩管13穿套在线圈的长端12上;
14.压接机700,所述压接机700设置在所述压接工位上,完成穿管的线圈11从所述载具循环装置上进入平移装置800上,所述平移装置800带动线圈11伸入所述压接机700内以将端子16分别压接在线圈11的两个自由端上。
15.所述载具循环装置包括均设置在所述主机座10上的主送料模组101、过渡送料模组113、皮带回流模组114和载具转移模组115,所述主送料模组101和皮带回流模组114水平平行设置,所述过渡送料模组113和载具转移模组115均设置在主送料模组101和皮带回流模组114之间,所述过渡送料模组113位于所述主送料模组101的进料端,所述过渡送料模组113用于将皮带回流模组114上的承座18推送至主送料模组101上,且所述过渡送料模组113与主送料模组101的结构相同,所述载具转移模组115位于所述主送料模组101的出料端,所述载具转移模组115用于将平移装置800上的承座18搬运至皮带回流模组114上,所述主送料模组101的侧面设有自其进料端依次排布的校直及预切装置300、穿短管装置400、穿长管装置500和检测及裁切装置600。
16.所述主送料模组101包括主架体102和设置在主架体102上并用于推动承座18移动的推动机构,所述主架体102上设有用于承座18滑动的主流道103,所述主流道103的侧面设有多个沿其长度方向等间距分布的刹车片104,所述刹车片104水平滑动安装在所述主流道103的侧面,且刹车片104的滑动方向与承座18在主流道103上的滑动方向垂直,所述刹车片104的外端抵接在夹紧弹簧105上,且刹车片104的工作面的一端设有便于承座18滑入夹紧空间内的倒斜面106,所述主流道103的一侧还设有位于其上方且用于定位承座18的盖板107,所述盖板107固定在所述主架体102上;
17.所述推动机构设置在所述主流道103的下方,所述推动机构包括送料气缸108、推板109和拨爪110,所述推板109水平滑动安装在所述主架体102上,所述送料气缸108固定在所述主架体102上,所述送料气缸108的伸缩杆与所述推板109固定连接,所述送料气缸108通过其伸缩杆驱动所述推板109沿主流道103的长度方向滑动,所述主流道103的底部设有与其长度方向一致的切缝111,所述拨爪110的数量为多个,且多个拨爪110沿推板109的长度方向等间距分布,所述拨爪110的上端向上穿过所述切缝111并伸入所述主流道103内,通过拨爪110推动承座18沿主流道103滑动,所述拨爪110与所述刹车片104一一对应,且拨爪
110之间的间距和刹车片104之间的间距相等,所述拨爪110铰接在所述推板109上,且拨爪110的一端抵接在支撑弹簧112上。
18.主送料模组101工作时,送料气缸108驱动推板109向前移动预设的距离,推板109带动拨爪110沿切缝111向前移动,每个拨爪110均推动对应的承座18使其克服刹车片104的摩擦力向前移动,即使得承座18从一个工位移动至下一个相邻工位,每个工位均设有用于夹紧承座18的刹车片104,即承座18通过刹车片104的倒斜面106滑动进入刹车片104的夹紧空间内,在夹紧弹簧105的弹力作用下使得刹车片104抵接在承座18的侧面,进而使得承座18被夹紧定位在刹车片104和主流道103的侧面之间,单次推送完成后,送料气缸108驱动推板109向后移动并返回至初始位置,拨爪110在返回时会遇到承座18的阻挡,使得拨爪110被迫克服支撑弹簧112的弹力向下摆动,进而能够顺利地从对应承座18的下方通过,当拨爪110返回至初始位置后且承座18的阻挡也消失了,拨爪110在支撑弹簧112的作用下向上摆动至初始位置,便于下一次推动承座18移动。
19.所述主送料模组101的进料端还设有安装在所述主机座10上的上料装置,所述上料装置包括用于输送线圈11的皮带上料模组201、用于回流空托盘19的托盘回流模组202和用于搬运线圈11至承座18上的线圈入料模组203,所述皮带上料模组201和托盘回流模组202均水平设置且在两者之间的连接处设有换向夹紧机构204;
20.所述换向夹紧机构204包括支座205和分料板206,所述支座205固定在所述主机座10上,所述分料板206水平滑动安装在所述支座205上,且分料板206上连接有驱动其滑动的夹紧气缸207,所述分料板206的入料侧与皮带上料模组201对应,且皮带上料模组201上载有线圈11的托盘19通过所述入料侧滑入分料板206上,分料板206远离入料侧的一侧固定有用于定位托盘19的定位块208,所述分料板206的出料侧与托盘回流模组202对应,且分料板206上的空托盘19通过所述出料侧滑入所述托盘回流模组202上,分料板206远离出料侧的一侧固定有夹紧板209,所述夹紧板209上安装有用于将分料板206上的空托盘19推入托盘回流模组202上的推送气缸210,所述支座205上还安装有竖直滑动的伸缩挡块211,所述伸缩挡块211的下端连接有驱动其竖直滑动的止挡气缸212,所述伸缩挡块211与所述夹紧板209相对应且两者用于配合夹紧托盘19,所述分料板206与托盘回流模组202之间还设有过渡流道213,所述线圈入料模组203用于将换向夹紧机构204上的线圈11搬运至主送料模组101的承座18上。
21.上料装置工作时,载有多个半成品线圈11的托盘19通过皮带上料模组201滑动进入分料板206上,然后,止挡气缸212驱动伸缩挡块211向上伸出,夹紧气缸207驱动分料板206使得托盘19被夹紧在夹紧板209和伸缩挡块211之间,然后线圈入料模组203将托盘19上的线圈11逐个搬运至主送料模组101上的承座18上,托盘19上的线圈11被搬运完成后,伸缩挡块211和分料板206均返回至初始位置,推送气缸210运动并将空托盘19向前推送,使其通过过渡流道213进入托盘回流模组202上进行回收,依次往复。
22.所述校直及预切装置300包括第一底板301、第一调位板302、校直直线模组303和第一剪切气缸304,所述第一底板301固定在所述主机座10上,所述第一调位板302水平滑动安装在所述第一底板301上,所述第一调位板302上连接有驱动其滑动的第一调位气缸305,所述校直直线模组303水平固定在所述第一调位板302上,所述第一剪切气缸304竖直固定在所述校直直线模组303的驱动块上,所述校直直线模组303驱动所述第一剪切气缸304水
平移动,且第一剪切气缸304的移动方向和第一调位板302的移动方向垂直,所述第一剪切气缸304的两个驱动块上分别固定有第一上连接板306和第一下连接板307,所述第一上连接板306和第一下连接板307上分别固定有对应形成剪切结构的第一上切刀308和第一下切刀309,所述第一下连接板307上还固定有用于接剪切残料的第一导料斗310,所述第一导料斗310的下方设有用于收集剪切残料的第一集料槽311,所述第一集料槽311固定在第一调位板302上,所述校直直线模组303的驱动块上还竖直固定有第一手指气缸312,所述第一手指气缸312的两个驱动块上均固定有对称设置成夹持结构的校直夹爪313,所述第一手指气缸312的缸体上还固定有第一托料块315,所述第一剪切气缸304的缸体上固定有第一压料气缸314,所述第一压料气缸314上连接有由其驱动竖直移动的第一压料块316,通过托料块和压料块使得线圈11的线体处于校直夹爪313可抓取的范围内,防止线圈11上下变形较大,导致校直夹爪313无法准确抓取,并且本实施例中所有用于夹取线体的夹爪均采用错位相扣的夹取形式,且夹爪单体上设有用于线体居中的定位槽。
23.还包括用于夹紧承座18上线圈11的承座夹紧机构317,由于过渡送料模组113将承座18推入主送料模组101时,该承座18所在位置无法设置刹车片104,所以设置承座夹紧机构317将刚进入主送料模组101内的承座18夹紧,方便线圈11两端线体的校直。
24.所述承座夹紧机构317包括固定在过渡送料模组113上固定板318、滑动安装在同一导轨319上的前滑块320和后滑块321,过渡送料模组113上的承座18从承座夹紧机构317的下方流入主送料模组101内,所述导轨319水平固定在所述固定板318上,所述前滑块320上铰接有摆动块322,所述摆动块322的外端固定有用于夹紧承座18上线圈11的旋转压块323,所述摆动块322的里端支撑有使该端向下摆动的复位弹簧324,所述后滑块321上连接有驱动其沿导轨319滑动的驱动气缸325,所述后滑块321上还固定有驱动顶块326,所述驱动顶块326上设有长度方向与后滑块321滑动方向一致的长圆孔327,所述前滑块320上固定有伸入所述长圆孔327内的圆柱销328,所述驱动顶块326的外端设有驱动斜面329,所述摆动块322的内端设有与所述驱动斜面329配合使用的圆弧面330,所述驱动顶块326通过驱动斜面329与所述摆动块322的圆弧面330接触并相切,驱动顶块326移动以驱动所述摆动块322摆动,摆动块322带动旋转压块323向下摆动以完成夹紧动作。
25.由于半成品线圈11两端的线体弯曲变形较大,因此需要对其进行校直;校直及预切装置300工作时,过渡送料模组113将空的承座18推入主送料模组101内后,线圈入料模组203将换向夹紧机构204上的半成品线圈11搬运至上述承座18上,然后驱动气缸325驱动后滑块321向前移动,后滑块321带动驱动顶块326移动,所述驱动顶块326通过驱动斜面329与所述摆动块322的圆弧面330接触并相切,驱动顶块326的移动以驱动所述摆动块322摆动,摆动块322带动旋转压块323向下摆动以将线圈11和承座18均夹紧在主送料模组101的主流道103上,然后第一手指气缸312驱动校直夹爪313将线圈的短端14夹住,校直直线模组303带动第一手指气缸312向外移动,进而对线圈的短端14进行校直,同时通过第一上切刀308和第一下切刀309对线圈的短端14的长度进行预切,切掉的线体通过第一导料斗310进入第一集料槽311内,然后通过第一调位气缸305驱动校直夹爪313移动至线圈长端12所在位置后重复上述校直动作。
26.所述穿短管装置400包括穿短管机构和压纸带17机构;所述穿短管机构包括第二底板401、第一支架402、第一中间载板403、第一调位直线模组404和穿短管直线模组405,所
述第二底板401固定在所述主机座10上,所述第一调位直线模组404水平固定在所述第二底板401上,所述第一调位直线模组404的驱动块上固定有第二手指气缸406,所述第一调位直线模组404驱动所述第二手指气缸406移动,所述第二手指气缸406的两个驱动块上均固定有对称设置成夹持结构的第一定位夹爪407,所述第一定位夹爪407用于夹紧并校直线圈的短端14,所述第一中间载板403通过多根第一立柱408固定在所述第二底板401的中部,所述第一中间载板403上设有用于导向并贯穿热缩管的第一导向孔409,所述第一中间载板403上转动安装有一对用于夹紧并沿第一导向孔409推送热缩管的第一辊轮410,其中一个第一辊轮410上连接有驱动其转动的第一电机4101,所述第一中间载板403上还设有对应匹配成裁切结构的第一上裁切块411和第一下裁切块412,通过两个裁切块将热缩管裁切形成指定长度的短热缩管15,所述第一下裁切块412固定在所述第一中间载板403上,所述第一上裁切块411固定在第一转接块413上,所述第一转接块413固定在驱动其竖直移动的第一裁切气缸414的伸缩杆上,所述第一裁切气缸414通过第一支撑杆415固定在所述第一中间载板403上,所述第一转接块413上滑动安装有竖直移动且用于压紧热缩管的第一辅助压块416,所述第一辅助压块416与所述第一上裁切块411的侧面抵接,且所述第一辅助压块416的上端抵接在第一压紧弹簧417上,所述第二底板401的两端分别固定有第一支架402和用于安装热缩管盘的第一安装架418,所述穿短管直线模组405水平固定在所述第一支架402上,所述穿短管直线模组405的驱动块上固定有第一连接块419上,所述第一连接块419上固定有第三手指气缸420和第四手指气缸421,所述第三手指气缸420的两个驱动块上均固定有对称设置成夹持结构并用于夹紧短热缩管15的第二定位夹爪422,所述第四手指气缸421的两个驱动块上均固定有对称设置且用于引导线圈短端14穿入短热缩管15内的第一引导块423,两块第一引导块423扣合后其内部形成水平贯通的第一引导孔,所述第一引导孔包括依次同轴设置的圆锥状第一线体导入口425、与线圈11的线体直径匹配的第一线体过孔426、与短热缩管15外径匹配的第一管体定位孔427和圆锥状的第一管体导入口428;
27.所述压纸带17机构包括固定在第一支架402上的第一滑台气缸429和均固定在第一滑台气缸429的驱动块上的第五手指气缸430和定位压块,所述定位压块包括分别用于压紧线圈11两个短边的前压块431和后压块432,所述前压块431上设有用于线圈短端14穿过的让位缺口433,所述第五手指气缸430的两个驱动块上均固定有对称设置的夹紧块434。
28.穿短管装置400工作时,将整盘热缩管安装在第一安装架418上,热缩管的自由端从第一导向孔409内穿过并使管体被夹紧在两个第一辊轮410之间,通过转动的第一辊轮410向前推送热缩管,向前推送预设长度后,热缩管的自由端通过第一引导块423(两第一引导块423处于扣合状态)的第一管体导入口428插入并抵接在第一管体定位孔427里端的台阶面上,然后第三手指气缸420驱动两第二定位夹爪422扣合以将热缩管夹住,再然后第一裁切气缸414驱动第一转接块413向下移动,带动第一辅助压块416先压住热缩管,然后第一上裁切块411和第一下裁切块412配合将热缩管切断,进而形成预设长度的短热缩管15,第一定位夹爪407扣合以将线圈短端14的中部夹住,穿短管直线模组405带动短热缩管15向线圈的短端14方向移动,使得线圈的短端14逐渐通过第一线体导入口425和第一线体过孔426向短热缩管15内插入一段设定长度,然后压纸带17机构工作,即第一滑台气缸429向下驱动前压块431和后压块432,使两者分别紧压在线圈11的两个短边(不会压住纸带17)上,线圈的短端14从前压块431的让位缺口433内穿过,同时两个夹紧块434分别位于线圈短端14所
在纸带17的两侧,其中一个夹紧块434伸入承座18上设置的让位槽181内,第五手指气缸430驱动两个夹紧块434以夹住线圈短端14所在的纸带17,使该纸带17拱起,进而为短热缩管15插入纸带17内提供充裕的空间,最后,第一定位夹爪407和第一引导块423均打开为继续穿管让位,穿短管直线模组405带动第二定位夹爪422夹持的短热缩管15继续完成穿管动作,直至短热缩管15完全穿套在线圈的短端14上并伸入对应纸带17内一定长度。
29.所述穿长管装置500包括穿长管机构和撑纸带17机构;所述穿长管机构包括第三底板501、第二支架502、第二中间载板503、第二调位直线模组504和穿长管直线模组505,所述第三底板501固定在所述主机座10上,所述第二调位直线模组504水平固定在所述第三底板501上,所述第二调位直线模组504的驱动块上固定有第六手指气缸506,所述第二调位直线模组504驱动所述第六手指气缸506移动,所述第六手指气缸506的两个驱动块上均固定有对称设置成夹持结构的第三定位夹爪507,所述第三定位夹爪507用于夹紧并校直线圈的长端12,所述第六手指气缸506的侧面设有上下移动的第二托料块508,所述第二托料块508连接在驱动其竖直移动的托料气缸509上,所述第二中间载板503通过多根第二立柱510固定在所述第三底板501的中部,所述第二中间载板503上设有用于导向并贯穿热缩管的第二导向孔511,所述第二中间载板503上转动安装有一对用于夹紧并沿第二导向孔511推送热缩管的第二辊轮512,其中一个第二辊轮512上连接有驱动其转动的第二电机5121,所述第二中间载板503上还设有对应匹配成裁切结构的第二上裁切块513和第二下裁切块514,通过两个裁切块将热缩管裁切形成指定长度的长热缩管13,所述第二下裁切块514固定在所述第二中间载板503上,所述第二上裁切块513固定在第二转接块515上,所述第二转接块515固定在驱动其竖直移动的第二裁切气缸516的伸缩杆上,所述第二裁切气缸516通过第二支撑杆517固定在所述第二中间载板503上,所述第二转接块515上滑动安装有竖直移动且用于压紧热缩管的第二辅助压块518,所述第二辅助压块518与所述第二上裁切块513的侧面抵接,且所述第二辅助压块518的上端抵接在第二压紧弹簧519上,所述第三底板501的两端分别固定有第二支架502和用于安装热缩管盘的第二安装架520,所述穿长管直线模组505水平固定在所述第二支架502上,所述穿长管直线模组505的驱动块上固定有第二连接块521上,所述第二连接块521上固定有第七手指气缸522和第八手指气缸523,所述第七手指气缸522的两个驱动块上均固定有对称设置成夹持结构并用于夹紧长热缩管13的第四定位夹爪524,所述第八手指气缸523的两个驱动块上均固定有对称设置且用于引导线圈长端12穿入长热缩管13内的第二引导块525,两块第二引导块525扣合后其内部形成水平贯通的第二引导孔,所述第二引导孔包括依次同轴设置的圆锥状第二线体导入口527、与线圈11的线体直径匹配的第二线体过孔528和与引导管530外径匹配的第二管体定位孔529,所述引导管530固定在第三引导块531上,所述第三引导块531上设有与所述引导管530同轴连通的圆锥状第二管体导入口532,所述引导管530的内径与热缩管的外径匹配。
30.所述撑纸带17机构包括让位针534和均固定在第二支架502上的第一压带气缸535和第二压带气缸537,所述让位针534水平滑动安装在所述第二支架502上,所述让位针534上连接有驱动其移动的内撑气缸533,所述让位针534用于插入线圈长端12所在位置的纸带17内,所述第一压带气缸535上连接有由其驱动竖向移动的左压块536,所述第二压带气缸537上连接有由其驱动竖向移动的右压块538,所述左压块536和右压块538分别用于压紧在线圈11的两个长边上。
31.穿长管装置500工作时,将整盘热缩管安装在第二安装架520上,热缩管的自由端从第二导向孔511内穿过并使管体被夹紧在两个第二辊轮512之间,通过转动的第二辊轮512向前推送热缩管,向前推送预设长度后,热缩管的自由端通过第三引导块531的第二管体导入口532插入引导管530内并抵接在第二管体定位孔529(两第二引导块525处于扣合状态,并通过第二管体定位孔529匹配夹紧在引导管530的自由端)里端的台阶面上,然后第七手指气缸522驱动两第四定位夹爪524扣合以将热缩管夹住,再然后第儿裁切气缸驱动第二转接块515向下移动,带动第二辅助压块518先压住热缩管,然后第二上裁切块513和第二下裁切块514配合将热缩管切断,进而形成预设长度的长热缩管13,第三定位夹爪507扣合以将线圈长端12的中部夹住,穿长管直线模组505带动长热缩管13向线圈的长端12方向移动,使得线圈的长端12逐渐通过第二线体导入口527和第二线体过孔528向长热缩管13内插入一段设定长度,然后撑纸带17机构工作,即第一压带气缸535和第二压带气缸537向下分别驱动左压块536和右压块538,使两者分别紧压在线圈11的两个长边上,然后内撑气缸533驱动让位针534使其从线圈长端12所在纸带17的后端插入,内撑纸带17,进而为引导管530插入纸带17内提供充裕的空间,最后,第三定位夹爪507和第二引导块525均打开为继续穿管让位,穿长管直线模组505带动第四定位夹爪524夹持的长热缩管13继续完成穿管动作,在引导管530的护送下,直至长热缩管13完全穿套在线圈的长端12上并伸入对应纸带17内一定长度。
32.所述检测及裁切装置600包括第四底板601、第三支架602、第二调位板603、调节直线模组604和第二剪切气缸605,所述第四底板601固定在所述主机座10上,所述第二调位板603水平滑动安装在所述第四底板601上,所述第二调位板603上连接有驱动其滑动的第二调位气缸606,所述调节直线模组604水平固定在所述第二调位板603上,所述第二剪切气缸605竖直固定在所述调节直线模组604的驱动块上,所述调节直线模组604驱动所述第二剪切气缸605水平移动,且第二剪切气缸605的移动方向和第二调位板603的移动方向垂直,所述第二剪切气缸605的两个驱动块上分别固定有第二上连接板607和第二下连接板608,所述第二上连接板607和第二下连接板608上分别固定有对应形成剪切结构的第二上切刀609和第二下切刀610,所述第二下连接板608上还固定有用于接剪切残料的第二导料斗611,所述第二导料斗611的下方设有用于收集剪切残料的第二集料槽612,所述第二集料槽612固定在第二调位板603上,所述调节直线模组604的驱动块上还竖直固定有第九手指气缸613,所述第九手指气缸613的两个驱动块上均固定有对称设置成夹持结构的第五定位夹爪614,通过第五定位夹爪614夹住待测的热缩管,防止热缩管跳动或偏摆影响检测效果;所述第三支架602固定在所述调节直线模组604的驱动块上,所述第三支架602上固定有用于检测线圈11自由端向外伸出对应热缩管长度的ccd相机615,所述ccd相机615的下方设有与其对应的标记孔616,所述标记孔616设置在支撑平台617上,所述支撑平台617的两端均设有圆弧状的导料板618,所述支撑平台617固定在调节直线模组604的驱动块上。
33.通过第五定位夹爪614夹住待测的热缩管,通过ccd相机615和标记孔616的配合,进行检测线圈11线体伸出对应热缩管外端的长度,并根据偏差值,通过调节直线模组604调节对应热缩管的位置,以达到设计要求。
34.所述平移装置800包括x向直线模组801、y向直线模组802和用于夹紧并定位承座18的转接座803,所述x向直线模组801水平固定在所述主机座10上,所述y向直线模组802水
平固定在x直线模组的驱动块上,且x向直线模组801垂直于y向直线模组802,所述转接座803固定在y向直线模组802的驱动块上,所述主送料模组101的出料端还设有用于转移转接座803上线圈11的线圈出料模组901、用于线圈11翻转的线圈翻转模组902和用于不良品排出的次品排出模组903。
35.以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1