入壳装置及电芯入壳机的制作方法
1.本发明涉及电池制造设备技术领域,尤其涉及一种入壳装置及电芯入壳机。
背景技术:
2.在方形动力电池的生产过程中,其入壳过程为将包装好迈拉的裸电芯装入铝壳内。目前,电芯入壳的过程通过操作人员手工组装,操作效率较低。而且,由于电芯与铝壳内壁之间的间隙较小,且电芯的表面存在隔离膜断口和贴在隔离膜断口处的绑扎胶带,手工入壳过程中,铝壳的开口边容易挂住隔离膜断口及绑扎胶带,从而损伤电芯外表面,甚至阻碍电芯进入。
技术实现要素:
3.针对上述问题,本发明提供一种入壳装置及电芯入壳机;所述入壳装置包括铝壳移载推进机构、铝壳定位机构、电芯定位机构、电芯保护片及电芯推进机构;所述铝壳移载推进机构用于将所述铝壳移载推进到所述铝壳定位机构;所述铝壳定位机构用于定位所述铝壳;所述电芯定位机构用于定位所述电芯;所述电芯保护片用于入壳过程中保护所述电芯;所述电芯推进机构用于将所述电芯推入所述铝壳内;所述电芯保护片位于所述铝壳定位机构和所述电芯定位机构之间,并分为固定端及悬置端,所述电芯推进机构推动所述电芯时,所述电芯的推入端与所述电芯保护片的悬置端接触,以推动所述电芯保护片的悬置端伸入所述铝壳定位机构上的所述铝壳的内部,在所述电芯推入所述铝壳的过程中,所述电芯保护片的悬置端位于所述铝壳的内壁与所述电芯的外壁之间起保护所述电芯的作用。
4.所述铝壳移载推进机构包括铝壳驱动件、铝壳推手、铝壳移载滑板、铝壳移载模组、铝壳陶瓷枕及两个铝壳侧定位件;所述铝壳移载滑板固定安装所述铝壳驱动件、所述铝壳推手、所述铝壳陶瓷枕及两个所述铝壳侧定位件;所述铝壳移载模组用于驱动其上滑动连接的所述铝壳移载滑板在铝壳上料位置和铝壳推进位置间往复移动;两个所述铝壳侧定位件固定于所述铝壳移载推进机构的载台上,可以相对靠近以扶持所述铝壳,在与所述铝壳推入方向垂直的水平方向上对所述铝壳起限位作用。
5.所述铝壳陶瓷枕至少为两条,并排固定在所述铝壳移载推进机构的载台上用于承载所述铝壳,所述铝壳陶瓷枕采用陶瓷材料,其表面较为光滑,能够避免将所述铝壳划伤。
6.所述铝壳驱动件活动端连接所述铝壳推手,固定端固定在所述铝壳移载滑板上。
7.所述铝壳推手用于推动位于所述铝壳陶瓷枕上的所述铝壳在两个所述铝壳侧定
位件之间滑动至所述铝壳定位机构内定位。
8.所述铝壳定位机构固定在入壳装置支架上一侧,包括第一铝壳定位件及第二铝壳定位件,所述第一铝壳定位件及所述第二铝壳定位件相对处为u形开口,且开口呈朝所述铝壳向喇叭状扩大形状,所述第一铝壳定位件及所述第二铝壳定位件能够沿竖直方向相向运动,以抵接围合形成铝壳定位口,用于对推进来的铝壳作左右上下方向定位;所述第一铝壳定位件及所述第二铝壳定位件的u形开口的底角上还设有朝向所述铝壳的止推齿,所述止推齿位于所述铝壳定位口的四角,所述止推齿的齿高值小于或等于所述铝壳的壁厚值,用于对推进来的所述铝壳作前后方向定位。
9.进一步地,所述铝壳定位机构还包括至少两个铝壳压轮,至少两个所述铝壳压轮固定在入壳装置支架上,位于所述铝壳定位机构朝向所述铝壳移载推进机构的一侧,两个所述铝壳压轮横向等高排列于所述铝壳定位机构上的所述铝壳腰身侧并位于所述铝壳定位口上方,至少两个所述铝壳压轮可同时同步降下将所述铝壳压住稳定在所述铝壳定位口上,以防止入壳过程中所述铝壳的腰身翘起破坏入壳。
10.进一步地,所述铝壳定位机构还包括上下两组吸嘴机构,两组所述吸嘴机构固定在入壳装置支架上,沿竖直方向相对设置,每组所述吸嘴机构均包括铝壳吸嘴及吸嘴气缸,所述吸嘴气缸驱动所述铝壳吸嘴吸住所述铝壳,在所述铝壳被两个所述铝壳压轮压住后,能够驱动所述吸嘴沿竖直方向移动拉开所述铝壳的壳口保持张开以利于所述电芯的进入。
11.所述电芯定位机构固定在入壳装置支架上另一侧,包括第一电芯定位件及第二电芯定位件,所述第一电芯定位件及所述第二电芯定位件相对处为u形开口,且开口呈朝所述电芯向喇叭状扩大形状,所述第一电芯定位件与所述第二电芯定位件能够沿竖直方向相向运动,以围合形成电芯定位口,用于对推进来的电芯作左右上下方向定位。
12.所述电芯保护片分为固定端和悬置端,包括第一电芯保护片及第二电芯保护片,所述第一电芯保护片及所述第二电芯保护片相对处为u形开口,所述电芯保护片的悬置端与所述电芯保护片的固定端间开设有断开槽,所述断开槽将所述电芯保护片的悬置端分割为第一悬置端、第二悬置端及第三悬置端,所述第一电芯保护片的固定端固定夹持于所述第一铝壳定位件与所述第一电芯定位件之间,所述第二电芯保护片的固定端固定夹持于所述第二铝壳定位件与所述第二电芯定位件之间,所述第一电芯保护片及所述第二电芯保护片的第一悬置端、第二悬置端及第三悬置端风门式堵在所述铝壳定位口和所述电芯定位口之间,在被所述电芯顶开时可被所述电芯推倒进入所述铝壳壳口内包覆所述铝壳的壳口边,起围护所述电芯免被铝壳的壳口边挂住而导致所述电芯被损坏。
13.所述电芯推进机构包括电芯推进驱动件、电芯推手支架、电芯推力计、电芯推手、电芯顶盖托手、电芯顶盖托手第一驱动件、电芯顶盖托手第二驱动件、电芯陶瓷枕及两个电芯侧定位件;两个所述电芯侧定位件固定于所述电芯定位机构前的载台上,可以相对靠近以扶持所述电芯;所述电芯陶瓷枕至少为两条,并排固定在所述电芯定位机构前的载台上用于承载所述电芯;所述电芯陶瓷枕采用陶瓷材料,其表面较为光滑,能够避免将所述电芯划伤;所述电芯推手支架固定安装所述电芯推手、电芯推力计、所述电芯顶盖托手、所述电芯顶盖托手第一驱动件、所述电芯顶盖托手第二驱动件。
14.所述电芯推手通过所述电芯推力计与所述电芯推手支架连接用于推动所述电芯;所述电芯推力计设置在所述电芯推手支架和所述电芯推手间,用于测量电芯推进过程中所受到的推力,并可控制当推力达到设定值时停止入壳推进并报警。
15.所述电芯顶盖托手第二驱动件的固定端连接所述电芯顶盖托手第一驱动件,所述电芯顶盖托手第二驱动件的活动端固定连接所述电芯顶盖托手,所述电芯顶盖托手第一驱动件驱动第二驱动件带着所述电芯顶盖托手沿水平方向伸出,所述电芯顶盖托手第二驱动件驱动所述电芯顶盖托手沿竖直方向升起托住所述电芯的顶盖;所述电芯推进驱动件滑动连接所述电芯推手支架,用于驱动所述电芯推手支架带着所述电芯推手和所述电芯顶盖托手移动,通过所述电芯推手接触到所述电芯的顶盖,推动位于所述电芯陶瓷枕上的所述电芯在两个所述电芯侧定位件之间滑动至所述电芯定位机构并进入所述铝壳内。
16.本发明提供一种电芯入壳机,包括铝壳上料装置、铝壳送料装置、电芯上料装置、搬运装置、下料装置,以及如上述任一项所述的入壳装置;所述铝壳上料装置用于对所述铝壳进行上料;所述铝壳送料装置用于摆放或移送所述铝壳供搬运,所述铝壳送料装置还用于铝壳清洁;所述电芯上料装置用于将所述电芯输送至所述电芯推进机构;所述入壳装置用于将所述电芯推入至所述铝壳内,形成已入壳电池;所述下料装置布置在所述铝壳送料装置与所述铝壳入壳装置的所述铝壳移载推进机构之间,用于将所述已入壳电池移载下线。
17.所述下料装置y向布置进行移栽所述已入壳电池下料,使一套所述下料装置可跨接多套所述搬运装置接受所述已入壳电池的下料,合理利用了空间且方便装置配套。
18.所述搬运装置包括搬运装置支架、固定架设在所述搬运装置支架上的直线平移模组、所述直线平移模组上滑动设置的机械手支架及所述机械手支架上并排吊装的吸盘机械手和下料机械手,所述吸盘机械手包括吸掌及其吸掌驱动件,所述下料机械手包括抓手及其抓手开合驱动件和抓手升降驱动件;所述搬运装置用于将所述铝壳从所述铝壳送料装置上搬运到所述铝壳移载推进机构上和将所述已入壳电池从所述铝壳移载推进机构上搬运到下料装置上。
19.所述吸掌用于吸住所述铝壳,所述吸掌驱动件用于驱动所述吸掌沿竖直方向降落吸取或放下所述铝壳和升起以提起所述吸掌或还有其已吸取的所述铝壳准备所述吸掌平移或避空便于所述铝壳移载推进机构的载台平移;所述抓手开合驱动件驱动所述抓手合拢以抓取所述已入壳电池,所述抓手升降驱动件驱动所述抓手沿竖直方向降落抓取或放下所述已入壳电池和升起以提起所述抓手或还有其已抓取的所述已入壳电池准备所述抓手平移或避空便于所述铝壳移载推进机构的载台平移;所述机械手支架带着已吸取有所述铝壳的所述吸掌和空手的所述抓手在所述直线平移模组的驱动下来到所述铝壳移载推进机构上方设定位置,所述抓手降落抓取所述铝壳移载推进机构在前面的所述铝壳推进位置的载台上的所述已入壳电池后升起,所述吸掌降落并再将铝壳放到所述铝壳移载推进机构在后面的所述铝壳上料位置的载台上;
所述机械手支架带着空手的所述吸掌和已抓取有所述已入壳电池的所述抓手在所述直线平移模组的驱动下来到所述铝壳送料装置和所述下料装置上方设定位置,所述抓手降落将所述已入壳电池放置在所述下料装置的载台上后升起,所述吸掌同时降落从所述铝壳送料装置上吸取所述铝壳后升起。
20.所述下料装置包括沿y轴方向延伸的下料电缸以及位于所述下料电缸上的下料移载台。当所述抓手运动至所述下料移载台上方后,所述抓手将所述已入壳电池放置在所述下料移载台上,所述下料电缸驱动所述下料移载台将所述已入壳电池沿y轴方向下料。
21.进一步地,所述铝壳上料装置、所述电芯上料装置、所述下料装置各一套可以配套2套或4套或更多套所述铝壳送料装置、2套或4套或更多套所述电芯入壳装置以均衡作业能力、满足生产效率。
22.实施本发明实施例,将具有如下有益效果:在入壳前电芯的顶盖被托着连同电芯被推进一起前移避免电芯被顶盖牵扯损伤极耳及软连接;在入壳前和入壳过程中有上下多组吸嘴吸住并拉开铝壳的壳口利于电芯的进入;在入壳时,电芯推动电芯保护片的悬置端伸入铝壳内,电芯保护片包覆铝壳的开口,可避免电芯在推入过程中直接与铝壳的开口接触,防止电芯的隔离膜断口和绑扎胶带被铝壳的开口边挂住而导致电芯损坏或推进受阻,继续顺利地推电芯入到铝壳底,后铝壳移载推进机构的载台带着入壳电芯退回,同时电芯保护片的悬置端自动从电芯与铝壳之间抽出,电芯保护片可重复使用。
23.在入壳过程中,至少两个所述铝壳压轮可同时同步降下将所述铝壳压住稳定在所述铝壳定位口上,防止入壳过程中所述铝壳的腰身翘起破坏入壳。
24.在入壳过程中,有推力计测量电芯推进过程中的推力,并可控制当推力达到设定值时停止入壳推进并报警以免强行推入损坏电芯。
25.搬运装置的机械手支架并行安装的吸盘机械手及下料机械手,一头在铝壳移载推进机构上取下已入壳电池紧接着放上铝壳,回头在铝壳送料装置上吸取铝壳,同时在下料装置放下已入壳电池,两头的上下料同时进行,一举两得,节省送料下料时间。
26.铝壳上料装置、电芯上料装置、下料装置各一套可以配套2套或4套或更多套铝壳送料装置、2套或4套或更多套电芯入壳装置以均衡作业能力、满足生产效率。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
28.其中:图1为一个实施例中电芯和铝壳,以及已入壳电芯的示意图。
29.图2为一个实施例中电芯入壳机的示意图。
30.图3为一个实施例中入壳装置的部分结构在铝壳一侧的示意图。
31.图4为图3中结构在电芯一侧的示意图。
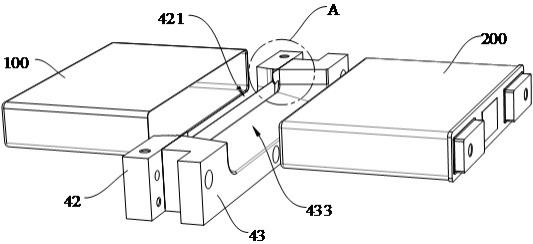
32.图5为一个实施例中电芯入壳的示意图。
33.图6为图5中a处的局部放大示意图。
34.图7为一个实施例中电芯推进机构的示意图。
35.图8为一个实施例中铝壳移载推进机构的示意图。
36.图9为一个实施例中搬运装置示意图。
37.图10为一个实施例中铝壳送料装置、搬运装置及铝壳移载推进机构示意图。
38.图11为图5中铝壳定位机构的第二铝壳定位件的示意图。
39.图12为图11中局部结构的放大示意图。
40.图13为图10中结构以及下料装置的示意图。
41.附图标记说明:100
‑
铝壳;120
‑
第二内壁;140
‑
第四内壁;200
‑
电芯;210
‑
顶盖;300
‑
已入壳电池;10
‑
铝壳上料装置;11
‑
吸盘机械手;111
‑
吸掌;112
‑
吸掌驱动件;12
‑
下料机械手;121
‑
抓手;122
‑
抓手开合驱动件;123
‑
抓手升降驱动件;13
‑
直线平移模组;14
‑
机械手支架;15
‑
搬运装置支架20
‑
电芯上料装置;30
‑
铝壳送料装置;40
‑
入壳装置;41
‑
入壳装置支架;42
‑
铝壳定位机构;421
‑
铝壳定位口;422
‑
止推齿;423
‑
第一铝壳定位件;424
‑
第二铝壳定位件;43
‑
电芯定位机构;431
‑
第一电芯定位件;432
‑
第二电芯定位件;433
‑
电芯定位口;44
‑
电芯保护片;441
‑
悬置端;4411
‑
第一悬置端;4413
‑
第三悬置端;442
‑
断开槽;45
‑
电芯推进机构;451
‑
电芯顶盖托手第一驱动件;452
‑
电芯推手;453
‑
电芯推手支架;454
‑
电芯顶盖托手;455
‑
电芯推力计;456
‑
电芯顶盖托手第二驱动件;457
‑
电芯陶瓷枕;458
‑
电芯侧定位件;459
‑
电芯推进驱动件;46
‑
铝壳移载推进机构;461
‑
铝壳驱动件;462
‑
铝壳推手;463
‑
铝壳移载滑板;465
‑
铝壳陶瓷枕;466
‑
铝壳侧定位件;467
‑
铝壳移载模组;47
‑
铝壳压轮;48
‑
吸嘴机构;481
‑
铝壳吸嘴;482
‑
吸嘴气缸;401
‑
第一气缸;402
‑
第二气缸;70
‑
搬运装置;80
‑
下料装置;81
‑
下料电缸;82
‑
下料移载台。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
43.如图1所示,在电池生产过程中,需要将电芯200装进铝壳100内,以形成已入壳电池300。为此,本发明提供一种入壳装置40及电芯入壳机。
44.在一个实施例中,如图2所示,电芯入壳机包括铝壳上料装置10、电芯上料装置20、铝壳送料装置30、入壳装置40、搬运装置70及下料装置80;
铝壳上料装置10用于对铝壳100进行上料;铝壳送料装置30用于摆放或移送铝壳100供搬运,本发明的其它实施例中,铝壳送料装置30还用于铝壳清洁;电芯上料装置20用于将电芯200输送至入壳装置40;入壳装置40用于将电芯200推入至铝壳100内,形成已入壳电池300;搬运装置70用于将铝壳100搬运至入壳装置40和将已入壳电池300搬运至下料装置80;下料装置80布置在铝壳送料装置30与入壳装置40之间,用于将已入壳电池300移载下线。
45.在一个实施例中,结合图3至图6,入壳装置40包括入壳装置支架41,以及位于入壳装置支架41上的铝壳定位机构42、电芯定位机构43、电芯保护片44及电芯推进机构45和铝壳移载推进机构46;铝壳定位机构42用于定位铝壳100,电芯定位机构43用于定位电芯200,电芯推进机构45用于将电芯200推入铝壳100内,电芯保护片44分为固定端及悬置端441,位于铝壳定位机构42和电芯定位机构43之间,电芯推进机构45推动电芯200时,电芯200的推入端推动电芯保护片44的悬置端441伸入铝壳定位机构42上的铝壳100的内部,在电芯200推入铝壳100的过程中,电芯保护片44的悬置端441位于铝壳100的内壁与电芯200的外壁之间起保护电芯200的作用。
46.采用了上述入壳装置40之后,将电芯200推入铝壳100时,电芯200在进入铝壳100之前先与电芯保护片44的悬置端441接触,并随着电芯200推入,电芯保护片44的悬置端441在电芯200的推动下伸入铝壳100内,电芯保护片44包覆铝壳100的开口,以避免电芯200在推入过程中直接与铝壳100的开口接触,防止电芯200的隔离膜断口和绑扎胶带被铝壳100的开口边挂住而导致电芯200损坏。而且,在电芯200推入铝壳100形成已入壳电池300后,铝壳移载推进机构46的载台带着入壳电芯200退回,同时电芯保护片44的悬置端441自动从电芯200与铝壳100之间抽出。
47.在一个实施例中,在将电芯200推入铝壳100之前,需要采用铝壳移载推进机构46先将铝壳100送入至铝壳定位机构42。主要参考图8,铝壳移载推进机构46包括铝壳驱动件461、铝壳推手462、铝壳移载滑板463、铝壳移载模组467、铝壳陶瓷枕465及两个铝壳侧定位件466。
48.如图8所示,虚线结构表示铝壳移载推进机构46的载台在铝壳上料位置,实线结构表示铝壳移载推进机构46的载台在铝壳推进位置;铝壳移载滑板463固定安装铝壳驱动件461、铝壳推手462、铝壳陶瓷枕465及两个铝壳侧定位件466;铝壳移载模组467用于驱动其上滑动连接的铝壳移载滑板463在铝壳上料位置和铝壳推进位置间往复移动。
49.两个铝壳侧定位件466固定于铝壳移载推进机构46的载台上,可以相对靠近以扶持铝壳100,在与铝壳100推入方向垂直的水平方向上对铝壳100起限位作用。
50.铝壳陶瓷枕465至少为两条,并排固定在铝壳移载推进机构46的载台上用于承载铝壳100;铝壳陶瓷枕465采用陶瓷材料,其表面较为光滑,能够避免将铝壳100划伤。
51.铝壳驱动件461活动端固定连接铝壳推手462,固定端固定在铝壳移载滑板463上。
52.铝壳推手462用于推动位于铝壳陶瓷枕465上的铝壳100在两个铝壳侧定位件466之间滑动至铝壳定位机构42内定位。
53.铝壳移载推进机构46的铝壳移载模组467驱动铝壳移载滑板463将铝壳100沿x轴运动至图8实线位置所示的铝壳推进位置,再由铝壳驱动件461驱动铝壳推手462推动位于铝壳陶瓷枕465上的铝壳100在两个铝壳侧定位件466之间滑动至铝壳定位机构42内定位。然后,电芯推手452将电芯200推入铝壳100内。在电芯200入壳后,铝壳驱动件461缩回铝壳推手462,铝壳移载滑板463带动已入壳电池300在铝壳移载模组467的驱动下沿x轴反方向运动至下料机械手12下方;此时,抓手升降驱动件123驱动抓手121降落抓取已入壳电池300再升起;铝壳移载滑板463在铝壳移载模组467的驱动下向x轴方向运动,复位至图8虚线位置所示铝壳上料位置,吸掌驱动件112驱动吸掌111降落将新的铝壳100放置在铝壳移载推进机构46的载台的铝壳陶瓷枕465上。
54.铝壳移载模组467可以采用电机丝杆或皮带或链条或齿轮机构,也可以采用气缸,并配置供铝壳移载滑板463滑动的滑轨。
55.在一个实施例中,主要参考图3及图5、图6,铝壳定位机构42固定在入壳装置支架41上一侧,具有用于定位铝壳100的铝壳定位口421;具体地,铝壳定位机构42包括第一铝壳定位件423及第二铝壳定位件424,第一铝壳定位件423及第二铝壳定位件424相对处为u形开口,且开口呈朝铝壳100向喇叭状扩大形状。第一铝壳定位件423及所述第二铝壳定位件424能够沿竖直方向相向运动,以抵接围合形成铝壳定位口421,用于对推进来的铝壳100作左右上下方向定位。
56.进一步地,一并参考图11及图12,第一铝壳定位件423及第二铝壳定位件424的u形开口的底角上还设有朝向铝壳100的止推齿422,止推齿422位于铝壳定位口421的四角,当铝壳100的壳口进入到铝壳定位口421内与止推齿422接触,就在铝壳100的推入方向上被止推齿422阻住,对铝壳100作前后方向定位。
57.进一步地,止推齿422的齿高h值小于或等于铝壳100的壁厚值,能够阻住铝壳100的壳口边但不会阻挡铝壳100的壳口空间不会阻碍电芯保护片44的悬置端441和电芯200的进入。
58.一并参考图3,铝壳定位机构42还包括两个铝壳压轮47,两个铝壳压轮47固定在入壳装置支架41上,位于铝壳定位机构42朝向铝壳移载推进机构46的一侧,横向等高排列于铝壳定位机构42上的铝壳100腰身侧并位于铝壳定位口421上方,并与铝壳陶瓷枕465相对设置,两个铝壳压轮47可同时同步降下将铝壳100压住稳定在铝壳定位口421上,在铝壳推手462推动铝壳100的过程中,铝壳陶瓷枕465及铝壳压轮47在竖直方向上对铝壳100起到限位作用,以防止入壳过程中铝壳100的腰身翘起破坏入壳。至此,当铝壳100被铝壳推手462推进到碰到止推齿422,降下至少两个铝壳压轮47将铝壳100压住后,至少两个铝壳压轮47和铝壳陶瓷枕465、铝壳侧定位件466、铝壳推手462、铝壳定位机构42及其止推齿422一起共同固定铝壳100的前后左右上下,使在各个方向上都不能松动,以在电芯200推入铝壳100的过程中保持精准且稳定的定位。
59.进一步地,铝壳定位机构42还包括上下两组吸嘴机构48,两组吸嘴机构48固定在入壳装置支架41上,位于铝壳定位机构42朝向铝壳移载推进机构46的一侧,沿竖直方向相对设置,在一个实施例中,每组吸嘴机构48均包括两套铝壳吸嘴481及吸嘴气缸482,吸嘴气
缸482驱动铝壳吸嘴481吸住铝壳100,在铝壳100被两个铝壳压轮47压住后后,能够驱动铝壳吸嘴481沿竖直方向移动拉开铝壳100的壳口保持张开以利于电芯200的进入。
60.铝壳定位机构42上与铝壳100接触的定位件优选陶瓷等非金属材料。
61.在一个实施例中,主要参考图4及图5 ,电芯定位机构43固定在入壳装置支架41上另一侧,包括第一电芯定位件431及第二电芯定位件432,第一电芯定位件431及第二电芯定位件432的相对处为u形开口,且开口呈朝电芯200向喇叭状扩大形状。第一电芯定位件431及第二电芯定位件432能够沿竖直方向相向运动,且第一电芯定位件431与第二电芯定位件432抵接时,第一电芯定位件431及第二电芯定位件432围合形成电芯定位口433用于对推进来的电芯200作左右上下方向定位。
62.第一铝壳定位件423及第一电芯定位件431通过同一块滑块连接在一起,由第一气缸401驱动,第二铝壳定位件424及第二电芯定位件432通过同一块滑块连接在一起,由第二气缸402驱动。而且,第一铝壳定位件423、第一电芯定位件431的滑块,第二铝壳定位件424及第二电芯定位件432的滑块滑动设置在入壳装置支架41内的滑轨上,运动更加平稳可靠。
63.电芯定位机构43上与电芯200接触的定位件优选铝等软材料。
64.在一个实施例中,结合图4、图5及图6,电芯保护片44分为固定端和悬置端441,包括第一、第二两个电芯保护片44,第一电芯保护片44及所述第二电芯保护片44相对处为u形开口,电芯保护片44的悬置端441与电芯保护片44的固定端间开设有断开槽442,断开槽442将电芯保护片44的悬置端441分割为第一悬置端4411、第二悬置端及第三悬置端4413;第一电芯保护片的固定端固定夹持于第一铝壳定位件423与第一电芯定位件431之间,第二电芯保护片的固定端固定夹持于第二铝壳定位件424与第二电芯定位件432之间,第一电芯保护片及第二电芯保护片的第一悬置端4411、第二悬置端及第三悬置端4413风门式堵在铝壳定位口421和电芯定位口433之间,在被电芯200顶开时可被电芯200推倒进入铝壳100壳口内包覆铝壳100的壳口边。再具体些说,两个电芯保护片44沿竖直方向相对设置,其中一个电芯保护片44能够在电芯200推入过程中包覆第一内壁、第三内壁的部分位置和第四内壁140的部分位置,另一个电芯保护片44包覆第二内壁120、第三内壁的部分位置和第四内壁140的部分位置,两个电芯保护片44一同将铝壳100的壳口边覆盖,围护电芯200以避免电芯200在推入过程中直接与铝壳100的壳口边接触,从而避免电芯200的隔离膜断口和绑扎胶带被铝壳100的壳口边挂住而导致电芯200被损坏。
65.由图1可知,铝壳100为方形结构,具有相对的第一内壁(图中未标出)及第二内壁120,以及位于第一内壁与第二内壁120之间的第三内壁(图中未标出)及第四内壁140,且第三内壁与第四内壁140相对设置。
66.电芯保护片44的悬置端441的第一悬置端4411用于与第一内壁或第二内壁120接触,第二悬置端用于与第三内壁或第四内壁140中的一个接触,第三悬置端4413用于与第三内壁及第四内壁140中的另一个接触。通过开设断开槽442,能够将电芯保护片44的悬置端441分为多个能够分别与铝壳100开口的各个壁面接触的独立部分,以使得电芯保护片44的悬置端441与铝壳100的壳口内的接触面积较大。而且,通过开设断开槽442,一个电芯保护片44便能够与铝壳100的壳口内的三个壁面接触。上下第一电芯保护片44和第二电芯保护片44的第一悬置端4411、第二悬置端及第三悬置端4413风门式堵在铝壳定位口421和电芯定位口433之间,在被电芯200的壳口顶开时可被电芯200推倒进入铝壳100的壳口内包覆铝
壳100的壳口边,起围护电芯200免被铝壳100壳口边划伤的作用。
67.优选电芯保护片44的材料为pet,其表面平整性好,且具有一定的刚性。电芯保护片44可重复使用。
68.电芯保护片44能够固定在铝壳定位机构42与电芯定位机构43之间,安装较为方便。在其它实施例中,电芯保护片44也可以固定在电芯定位口433内。
69.在一个实施例中,参考图4和图7,用于将电芯200推入铝壳100内的电芯推进机构45包括电芯推进驱动件459 、电芯推手支架453、电芯推力计455、电芯推手452、电芯顶盖托手454、电芯顶盖托手第一驱动件451、电芯顶盖托手第二驱动件456、电芯陶瓷枕457及两个电芯侧定位件458。
70.两个电芯侧定位件458固定于电芯定位机构43前的载台上,可以相对靠近以扶持电芯200。
71.电芯陶瓷枕457至少为两条,并排固定在电芯定位机构43前的载台上用于承载电芯200,电芯陶瓷枕457采用陶瓷材料,其表面较为光滑,能够避免将电芯200划伤。
72.电芯推手支架453固定安装电芯推手452、电芯推力计455、电芯顶盖托手454、电芯顶盖托手第一驱动件451、电芯顶盖托手第二驱动件456。
73.电芯推手452通过电芯推力计455与电芯推手支架453连接用于推动电芯200。
74.进一步地,电芯推力计455设置在电芯推手支架453和电芯推手452之间,用于测量电芯200推进过程中所受到的推力,并可控制当推力达到设定值时停止入壳推进并报警。
75.电芯顶盖托手第二驱动件456的固定端连接电芯顶盖托手第一驱动件451,活动端固定连接所述电芯顶盖托手454,电芯顶盖托手第一驱动件451驱动电芯顶盖托手第二驱动件456带着电芯顶盖托手454沿水平方向伸出,电芯顶盖托手第二驱动件456驱动电芯顶盖托手454沿竖直方向升起托住电芯200的顶盖210,避免电池顶盖210在重力作用下下垂并牵扯电芯200;在电芯200推入铝壳100的过程中,铝壳100保持不动,电芯推进驱动件459通过电芯推手支架453、电芯推力计455驱动电芯推手452推动被托住且同步前行的电芯200的顶盖210贴住电芯200的本体(未标出)的端面(未标出)将电芯200推入铝壳100内。电芯200被推入的过程中,电芯推力计455能够实时测量推力并设定最大推力值,使在电芯200可能的被铝壳100挂扯造成入壳阻力增大导致的推力增大达到最大推力值时停止入壳推进并报警,避免电芯200和/或铝壳100受到进一步的损坏。
76.电芯推进驱动件459滑动连接电芯推手支架453用于驱动电芯推手支架453带着电芯推手452和电芯顶盖托手454移动,通过电芯推手452接触到电芯200的顶盖210,推动位于电芯陶瓷枕457上的电芯200在两个电芯侧定位件458之间滑动至电芯定位机构43并进入铝壳100内。
77.在一个实施例中,参考图9、图10及图13,搬运装置70包括搬运装置支架15、固定架设在搬运装置支架15上的直线平移模组13、直线平移模组13上滑动设置的机械手支架14及机械手支架14上并排吊装的吸盘机械手11和下料机械手12,吸盘机械手11包括吸掌111及其吸掌驱动件112,下料机械手12包括抓手121及其抓手开合驱动件122和抓手升降驱动件123;搬运装置70用于将铝壳100从铝壳送料装置30上搬运到铝壳移载推进机构46上和将已入壳电池从铝壳移载推进机构46上搬运到下料装置80上。
78.吸掌111用于吸住铝壳100,吸掌驱动件112用于驱动吸掌111沿竖直方向降落吸取
或放下铝壳100和升起以提起吸掌111或还有其已吸取的铝壳100准备吸掌111平移或避空便于铝壳移载推进机构46的载台平移;抓手开合驱动件122驱动抓手121合拢以抓取已入壳电池,抓手升降驱动件123驱动抓手121沿竖直方向降落抓取或放下已入壳电池300和升起以提起抓手121或还有其已抓取的已入壳电池300准备抓手121平移或避空便于铝壳移载推进机构46的载台平移;机械手支架14带着已吸取有铝壳100的所述吸掌111和空手的抓手121在直线平移模组13的驱动下来到铝壳移载推进机构46上方设定位置,抓手121降落抓取铝壳移载推进机构46在前面的铝壳推进位置的载台上的已入壳电池300后升起,吸掌111降落并再将铝壳100放到铝壳移载推进机构46在后面的铝壳上料位置的载台上;机械手支架14带着空手的所述吸掌111和已抓取有已入壳电池300的抓手121在直线平移模组13的驱动下来到铝壳送料装置30和下料装置80上方设定位置,抓手121降落将已入壳电池300放置在下料装置80的载台上后升起,吸掌111同时降落从铝壳送料装置30上吸取铝壳100后升起;在一个实施例中,参考图13,下料装置80包括沿y轴方向延伸的下料电缸81,以及位于下料电缸81上的下料移载台82。当抓手121运动至下料移载台82上方时,抓手121将已入壳电池300放置在下料移载台82上,下料电缸81动所述下料移载台82将已入壳电池300沿y轴方向下料。
79.下料装置80布置在铝壳送料装置30和铝壳移载推进机构46之间,y向移栽所述已入壳电池300下料,使一套下料装置80可跨接多套搬运装置70接受已入壳电池300的下料,合理利用空间且方便多套装置配套。
80.需要说明的是,上述实施例仅以一组入壳装置40为例进行说明,铝壳上料装置10、电芯上料装置20、下料装置80各一套可以配套4套铝壳送料装置30、4套电芯入壳装置40以均衡作业能力、满足生产效率。
81.以上所揭露的仅为本发明较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1