断路器分闸杠杆用铣夹具的制作方法
1.本实用新型涉及夹具领域,具体涉及一种断路器分闸杠杆用铣夹具。
背景技术:
2.如图1所示的分闸杠杆,包括杆身和转接部,转接部上开设一个轴孔,转接部一侧形成个定位凸台;对于铸造完成的分闸杠杆需要对轴孔以及分闸杠杆的其他表面进行钻铣,目前的铣夹具对于杠杆的装夹效率低,影响杠杆的加工效率。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种断路器分闸杠杆用铣夹具,解决目前铣夹具对分闸杠杆装夹效率低的问题。
4.本实用新型解决其技术问题所采用的技术方案是:
5.提供一种断路器分闸杠杆用铣夹具,包括
6.定位块,所述定位块内开设安装孔,所述定位块前端形成上夹口;
7.压板,所述压板在定位块安装孔内做上下移动,所述压板前端形成下夹口;
8.锁紧机构,设置在定位块和压板之间,适于带动压板的下夹口朝定位块的上夹口做锁紧运动,以使分闸杠杆的杆身夹持于上夹口和下夹口之间;以及
9.支撑机构,所述支撑机构底部做固定设置,所述支撑机构的顶部适于对分闸杠杆的转接部进行支撑。
10.进一步的,所述锁紧机构包括锁紧螺栓、第一压缩弹簧以及锁紧螺母;
11.所述锁紧螺栓依次穿过压板、第一压缩弹簧以及定位块后连接锁紧螺母,所述第一压缩弹簧位于定位块和压板之间。
12.进一步的,所述定位块上设置第一限位螺钉,所述第一限位螺钉前端与压板相抵接、以限制压板上移位置;
13.所述压板上设置第二限位螺钉,所述第二限位螺钉与定位块安装孔底面相抵接、以限制压板下移位置。
14.进一步的,所述压板的下夹口上设置一对垫板组件;
15.所述垫板组件包括上垫板、第二压缩弹簧、衬套以及开口销,所述上垫板底部形成球状凸面,所述压板上开设球状凹面,所述上垫板经球状凸面与压板的球状凹面形成滑动配合;
16.所述压板上开设弹簧腔,所述第二压缩弹簧和衬套位于弹簧腔内,所述开口销下端穿过上垫板、第二压缩弹簧之后连接衬套,所述第二压缩弹簧抵接在压板与衬套之间,所述衬套与弹簧腔之间存在可做径向移动的避让间隙。
17.进一步的,所述压板上设置用于限制分闸杠杆杆身位置的第一定位轴。
18.进一步的,所述压板上设置第二定位轴,所述锁紧螺栓上开设限位口,所述第二定位轴位于限位口内。
19.进一步的,所述支撑机构包括定位套、螺套以及定位杆;
20.所述定位套做固定设置,所述定位杆下端插入定位套内,并与定位套形成螺旋连接,所述螺套螺旋连接在定位杆上,所述定位杆上端形成用于与分闸杠杆转接部配合的支撑部。
21.进一步的,所述定位杆的支撑部开设台阶孔,所述定位杆上横向开设排削孔,所述排削孔与台阶孔连通。
22.本实用新型的有益效果是:
23.可以对分闸杠杆进行快速稳定的装夹,提升分闸杠杆装夹效率的同时,提升了分闸杠杆的加工钻铣效率。
附图说明
24.下面结合附图对本实用新型进一步说明。
25.图1是分闸杠杆示意图;
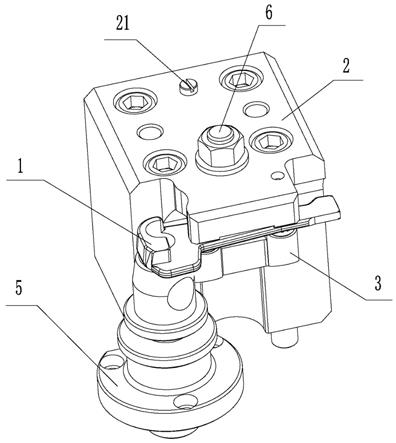
26.图2是断路器分闸杠杆用铣夹具立体图;
27.图3是断路器分闸杠杆用铣夹具侧向半剖图;
28.图4是垫板组件示意图;
29.图5是断路器分闸杠杆用铣夹具正向半剖图;
30.图6是定位块和压板配合图;
31.图7是压板示意图;
32.图8是夹具总装示意图;
33.其中,1、分闸杠杆,11、杆身,12、转接部,13、定位凸台;
34.2、定位块,21、第一限位螺钉,22、第二限位螺钉,23、第一定位轴,24、第二定位轴;
35.3、压板;
36.4、垫板组件,41、上垫板,42、第二压缩弹簧,43、衬套,44、开口销;
37.5、支撑机构,51、定位套,52、螺套,53、定位杆;
38.6、锁紧机构,61、锁紧螺栓,62、第一压缩弹簧,63、锁紧螺母;
39.7、底座。
具体实施方式
40.现在结合附图对本实用新型作进一步的说明。这些附图均为简化的示意图仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
41.如图1至图8所示,一种断路器分闸杠杆用铣夹具,包括定位块2,所述定位块2内开设安装孔,所述定位块2前端形成上夹口;
42.压板3,所述压板3在定位块2安装孔内做上下移动,所述压板3前端形成下夹口;
43.锁紧机构6,设置在定位块2和压板3之间,适于带动压板3的下夹口朝定位块2的上夹口做锁紧运动,以使分闸杠杆1的杆身11夹持于上夹口和下夹口之间;以及
44.支撑机构5,所述支撑机构5底部做固定设置,所述支撑机构5的顶部适于对分闸杠杆1的转接部12进行支撑。
45.具体的,作为本实施例中一种可选的实施方式,如图3所示,所述锁紧机构6包括锁
紧螺栓61、第一压缩弹簧62以及锁紧螺母63;
46.所述锁紧螺栓61依次穿过压板3、第一压缩弹簧62以及定位块2后连接锁紧螺母63,所述第一压缩弹簧62位于定位块2和压板3之间。
47.本实施中,通过旋转锁紧螺母63可以带动压板3在安装孔向上移动,从而使分闸杠杆1的杆身11被夹紧在上夹口和下夹口之间、以进行钻铣加工;松开锁紧螺母63之后,第二压缩弹簧42推送压板3向下移动、以使上夹口和下夹口打开,从而卸下分闸杠杆1。
48.具体的,作为本实施例中一种可选的实施方式,如图3所示,所述定位块2上设置第一限位螺钉21,所述第一限位螺钉21前端与压板3相抵接、以限制压板3上移位置;
49.所述压板3上设置第二限位螺钉22,所述第二限位螺钉22与定位块2安装孔底面相抵接、以限制压板3下移位置。
50.本实施例中,通过第一限位螺钉21和第二限位螺钉22控制压板3在安装孔内上下移动位置的控制。
51.具体的,作为本实施例中一种可选的实施方式,如图4所示,所述压板3的下夹口上设置一对垫板组件4;
52.所述垫板组件4包括上垫板41、第二压缩弹簧42、衬套43以及开口销44,所述上垫板41底部形成球状凸面,所述压板3上开设球状凹面,所述上垫板41经球状凸面与压板3的球状凹面形成滑动配合;
53.所述压板3上开设弹簧腔,所述第二压缩弹簧42和衬套43位于弹簧腔内,所述开口销44下端穿过上垫板41、第二压缩弹簧42之后连接衬套43,所述第二压缩弹簧42抵接在压板3与衬套43之间,所述衬套43与弹簧腔之间存在可做径向移动的避让间隙。
54.本实施中,依靠上垫板41与压板3之间的球面配合,可以使上垫板41在受到下压力的时候可以使下垫板保持在水平状态,从而使上夹口平面始终能够贴合在工件上,提升夹紧稳定性和可靠性。
55.本实施例中,上垫板41上设置有花纹,从而使上垫板41可以更稳定的压紧在分闸杠杆1上。
56.具体的,作为本实施例中一种可选的实施方式,所述压板3上设置用于限制分闸杠杆1杆身11位置的第一定位轴23。
57.本实施例中,通过第一定位轴23限制分闸杠杆1杆身11的位置,支撑机构5限制分闸杠杆1的转接部12的位置,分闸杠杆1的杆身11依靠第一定位轴23来限制。
58.具体的,作为本实施例中一种可选的实施方式,所述压板3上设置第二定位轴24,所述锁紧螺栓61上开设限位口,所述第二定位轴24位于限位口内。
59.本实施例中,依靠第二定位轴24限制锁紧螺栓61在压板3上做旋转,从而使锁紧螺母63可以相对锁紧螺栓61做旋转,避免锁紧螺母63与锁紧螺栓61做同步旋转,使压板3稳定锁紧。
60.具体的,作为本实施例中一种可选的实施方式,如图5所示,所述支撑机构5包括定位套51、螺套52以及定位杆53;
61.所述定位套51做固定设置,所述定位杆53下端插入定位套51内,并与定位套51形成螺旋连接,所述螺套52螺旋连接在定位杆53上,所述定位杆53上端形成用于与分闸杠杆1转接部12配合的支撑部。
62.本实施例中,通过旋转定位杆53可以调节定位杆53在定位套51上的高度,使定位杆53上端稳定支撑到分闸杠杆1的转接部12,旋紧螺套52可以对定位杆53进行锁紧,防止调整好高度的定位杆53再次旋转而发生高度变化。
63.具体的,作为本实施例中一种可选的实施方式,所述定位杆53的支撑部开设台阶孔,所述定位杆53上横向开设排削孔,所述排削孔与台阶孔连通。
64.本实施例中,钻削时转接部12的铁屑进入台阶孔内之后进入排削孔,从而顺利排出铁屑。
65.如图8所示,一种夹具总装,包括底座7,底座7上设置多个上述的铣夹具,铣夹具的定位块2和定位套51固定在底座7上,实现一次性加工多个分闸杠杆1,提升分闸杠杆1钻铣效率。
66.作业时,将分闸杠杆1的定位凸台13放置在定位杆53上端的台阶孔内进行安装定位,分闸杠杆1的杆身11放置在两个上垫板41上,然后依靠第一定位轴23限位,然后旋紧锁紧螺母63,以使压板3夹紧分闸杠杆1的杆身11,接下来铣床即可对分闸杠杆1进行钻铣作业,钻铣完毕,松开锁紧螺母63,即可取下分闸杠杆1。
67.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1