一种镍氢镍铬电池电芯全自动卷绕装置
1.本实用新型涉及电池生产设备技术领域,具体涉及一种镍氢镍铬电池电芯全自动卷绕装置。
背景技术:
2.目前,对于镍氢镍铬电池电芯卷绕入壳的生产,全部由人力手工完成;一方面,人工生产的效率低慢;另一方面,上述人工操作不易保证电池电芯入壳后的统一性,进而造成电池容量的变化;与此同时,生产工人还会因工艺问题长期接触重金属粉尘等,对工人的身体健康造成严重危害。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的在于提供一种镍氢镍铬电池电芯全自动卷绕装置,通过电机带动卷绕针卷绕结合上下压轮相切施压,实现卷绕电芯,数据可控,替代了人工,实现自动化,精度高,效率高,安全性高。
4.为解决上述问题,本实用新型所采用的技术方案如下:
5.一种镍氢镍铬电池电芯全自动卷绕装置,其包括安装支撑座,其设有第一直线轨道、第二直线轨道和第三直线轨道;卷绕针,其安装在所述安装支撑座上,用于包裹并卷绕隔膜纸;卷绕驱动电机,其安装在所述安装支撑座上,与所述卷绕针连接,所述卷绕针由所述卷绕驱动电机驱动以转动;第一级升降气缸,其安装在所述安装支撑座上,其与所述卷绕针连接,所述卷绕针由所述第一级升降气缸驱动,在所述第一直线轨道中上下滑动;第一压轮,其安装在所述安装支撑座上,且位于所述卷绕针的上方位置;第一压轮气缸,其安装在所述安装支撑座上,其与所述第一压轮连接,所述第一压轮由所述第一压轮气缸驱动,在所述第二直线轨道中上下滑动;第二压轮,其安装在所述安装支撑座上,且位于所述卷绕针的下方位置,并与所述第一压轮分设在卷绕针的左右两侧;第二压轮气缸,其安装在所述安装支撑座上,其与所述第二压轮连接,所述第二压轮由所述第二压轮气缸驱动,在所述第三直线轨道中上下滑动;所述第一压轮、所述第二压轮和包裹所述隔膜纸后的所述卷绕针,三者径向相切,以压紧所述隔膜纸。
6.进一步地,所述镍氢镍铬电池电芯全自动卷绕装置还包括第一调压阀和第二调压阀,所述第一调压阀安装在所述第一压轮上,所述第二调压阀安装在所述第二压轮上。
7.进一步地,所述镍氢镍铬电池电芯全自动卷绕装置还包括第二级升降气缸,其安装在所述安装支撑座上,其与所述卷绕针连接,所述卷绕针由所述第一级升降气缸驱动,可在所述第一直线轨道中上下滑动,所述第二级升降气缸的驱动精度大于所述第一级升降气缸。
8.进一步地,所述第一级升降气缸设置在所述第二级升降气缸正上方的位置。
9.进一步地,所述卷绕驱动电机设置为伺服电机。
10.进一步地,所述安装支撑座包括卷绕针支撑座,包括自下而上设置的电机支撑座
和气缸支撑座,所述第一直线轨道设置在所述电机支撑座的两侧;压轮支撑座,包括自上而下设置的第一压轮支撑座和第二压轮支撑座。
11.进一步地,所述第一压轮支撑座包括气缸安装部、导轨安装部、压轮安装部,所述气缸安装部位于所述导轨安装部的上方位置,所述导轨安装部安装有所述第二直线轨道,所述压轮安装部安装有所述第一压轮,所述压轮安装部在所述第二直线轨道中滑动。
12.相比现有技术,本实用新型的有益效果在于:
13.在实际的生产中,使用该镍氢镍铬电池电芯全自动卷绕装置,通过翻折机构将安装了正极片的隔膜纸翻折、包裹卷绕针之后,第一级升降气缸工作,驱动卷绕针移动,直至与上下位置的第一压轮、第二压轮在压轮气缸的作用下与包裹住卷绕针的隔膜纸上下相切压紧,此时将负极片安装在隔膜纸上,压轮气缸驱动位于上方的第一压轮远离卷绕针,此时卷绕驱动电机工作,驱动卷绕针转动,即可将电芯卷绕成型,实现自动化,替代人工操作。
14.跟现有技术相比,该镍氢镍铬电池电芯全自动卷绕装置,使用上下位置的第一压轮、第二压轮压紧隔膜纸,避免手工卷绕时依靠手部来压紧导致的不确定力,保障了电池电芯在卷绕过程中的统一性,再通过驱动电机驱动卷绕针的卷绕隔膜纸,数据可控,避免因人工操作而造成的差异,效率更高更安全。
15.下面结合附图和具体实施方式对本实用新型作进一步详细说明。
附图说明
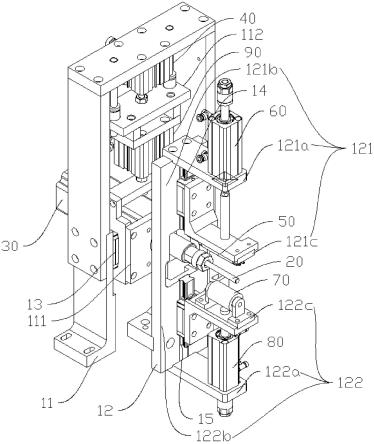
16.图1为本实用新型实施例中镍氢镍铬电池电芯全自动卷绕装置的结构示意图;
17.图2为本实用新型实施例中镍氢镍铬电池电芯全自动卷绕装置的左视图;
18.附图标号说明:
19.10-安装支撑座、11-卷绕针支撑座、111-电机支撑座、112-气缸支撑座、12-压轮支撑座、121-第一压轮支撑座、121a-第一气缸安装部、121b-第一导轨安装部、121c-第一压轮安装部、122-第二压轮支撑座、122a-第二气缸安装部、122b-第二导轨安装部、122c-第二压轮安装部、13-第一直线轨道、14-第二直线轨道、15-第三直线轨道、20-卷绕针、30-卷绕驱动电机、40-第一级升降气缸、50-第一压轮、60-第一压轮气缸、70-第二压轮、80-第二压轮气缸、90-第二级升降气缸
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.参见图1与图2,图1为本实用新型实施例中镍氢镍铬电池电芯全自动卷绕装置的结构示意图,图2为本实用新型实施例中镍氢镍铬电池电芯全自动卷绕装置的左视图。
22.参见图1与图2,本实用新型提供一种镍氢镍铬电池电芯全自动卷绕装置,通过电机带动卷绕针卷绕结合上下压轮相切施压,实现卷绕电芯,数据可控,替代了人工,实现自动化,精度高,效率高,安全性高。
23.本实施例中,该镍氢镍铬电池电芯全自动卷绕装置包括安装支撑座10、卷绕针20、
卷绕驱动电机30、第一级升降气缸40、第一压轮50、第一压轮气缸60、第二压轮70和第二压轮气缸80。
24.本实施例中,具体地,安装支撑座10包括前后设置的卷绕针支撑座11和压轮支撑座12。
25.卷绕针支撑座11包括自下而上设置的电机支撑座111和气缸支撑座112,电机支撑座111的两侧设有第一直线轨道13。
26.压轮支撑座12包括自上而下设置的第一压轮支撑座121和第二压轮支撑座122。
27.进一步地,第一压轮支撑座121包括第一气缸安装部121a、第一导轨安装部121b、第一压轮安装部121c,第一气缸安装部121a位于第一压轮安装部121c的上方位置,第一导轨安装部121b安装有第二直线轨道14。
28.同样的设置原理,第二压轮支撑座122包括第二气缸安装部122a、第二导轨安装部122b、第二压轮安装部122c,第二气缸安装部122a位于第二压轮安装部122c的上方位置,第二导轨安装部122b安装有第三直线轨道15。
29.卷绕驱动电机30安装在卷绕针支撑座11的电机支撑座111上,优选地,卷绕驱动电机30设置为伺服电机。
30.第一级升降气缸40安装在卷绕针支撑座11的气缸支撑座112上,位于卷绕驱动电机30的上方位置。
31.卷绕针20安装在卷绕针支撑座11的电机支撑座111上,用于包裹并卷绕隔膜纸。
32.卷绕针20与卷绕驱动电机30连接,由卷绕驱动电机30驱动以转动,以实现后续的隔膜纸卷绕。
33.卷绕针20与第一级升降气缸40连接,由第一级升降气缸40驱动,以在第一直线轨道13中上下滑动,通过第一级升降气缸40的驱动,调节卷绕针20的位置,可以满足生产加工时的避让需求。
34.第一压轮气缸60安装在第一压轮支撑座121的第一气缸安装部121a中。
35.第一压轮50安装在第一压轮支撑座121的第一压轮安装部121c中,且位于卷绕针20的上方位置。
36.第一压轮50与第一压轮气缸60连接,由第一压轮气缸60驱动,以在第二直线轨道14中上下滑动。
37.第二压轮气缸80安装在第二压轮支撑座122的第二气缸安装部122a中。
38.第二压轮70安装在第二压轮支撑座122的第二压轮安装部122c中,且位于卷绕针20的下方位置,此外,第二压轮70与第一压轮50分设在卷绕针20的左右两侧。
39.第二压轮70与第二压轮气缸80连接,由第二压轮气缸80驱动,以在第三直线轨道15中上下滑动。
40.包裹隔膜纸后的卷绕针20通过第一压轮50、第二压轮70压紧,也就是说,第一压轮50、第二压轮70和包裹隔膜纸后的卷绕针20,三者径向相切以将上述包裹住卷绕针的隔膜纸压紧,也就是说,用一个垂直于轴线的面截开第一压轮50、第二压轮70和包裹隔膜纸后的卷绕针20,该截面中的三个圆圆外相切。
41.本实施例中,在实际的生产中,使用该镍氢镍铬电池电芯全自动卷绕装置,通过翻折机构将安装了正极片的隔膜纸翻折、包裹卷绕针20之后,第一级升降气缸40工作,驱动卷
绕针20移动,直至与上下位置的第一压轮50、第二压轮70在第一压轮气缸60、第二压轮气缸80的作用下与包裹住卷绕针20的隔膜纸上下相切压紧,此时将负极片安装在隔膜纸上,第一压轮气缸60驱动位于上方的第一压轮50远离卷绕针20,此时卷绕驱动电机30工作,驱动卷绕针20转动,即可将电芯卷绕成型,实现自动化,替代人工操作。
42.跟现有技术相比,该镍氢镍铬电池电芯全自动卷绕装置,使用上下位置的第一压轮50、第二压轮70压紧隔膜纸,避免手工卷绕时依靠手部来压紧导致的不确定力,保障了电池电芯在卷绕过程中的统一性,再通过驱动电机驱动卷绕针20的卷绕隔膜纸,数据可控,避免因人工操作而造成的差异,效率更高更安全。
43.本实施例中,优选地,第一压轮50、第二压轮70均安装有调压阀,因有压力调节阀,通过调压阀调节压力的气压大小,在尽可能压紧电芯的同时,减少对电芯隔膜纸和正负极片的伤害,不损伤到电芯,效率更高更安全。
44.本实施例中,优选地,该镍氢镍铬电池电芯全自动卷绕装置还包括第二级升降气缸90,其安装在卷绕针支撑座11的气缸支撑座112上,并位于第一级升降气缸40的正下方位置,也与卷绕针20连接,卷绕针20由第一级升降气缸40驱动,可在第一直线轨道13中上下滑动,第二级升降气缸90的驱动精度大于第一级升降气缸40,也就是说在第一级升降气缸40驱动卷绕针20滑动到指定位置之后,第二级升降气缸90用于对卷绕针20的滑动位置进行微调。
45.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1