具有通过激光焊接直接相互接合的电路板和电极引线的电池组的制作方法
1.本技术要求于2020年11月10日提交的韩国专利申请第2020-0149131号的优先权的权益,其全部公开内容通过引用并入本文。
2.本发明涉及一种电池组,该电池组具有通过连续波型激光焊接直接相互接合的保护电路模块的电路板和电极引线。
背景技术:
3.随着诸如智能手机、笔记本电脑和数码相机的移动装置的技术发展和对其需求的增加,已经积极进行了对能够充放电的二次电池的研究。另外,作为替代造成空气污染的化石燃料的能源的二次电池已应用于电动车辆(ev)、混合动力电动车辆(hev)、插电式混合动力电动车辆(p-hev)以及储能系统(ess)。
4.当前广泛使用的二次电池有锂二次电池、镍镉电池、镍氢电池以及镍锌电池。尤其是,已经对具有每单位重量具有高工作电压和高能量密度的优点的锂二次电池的进行了积极的研究和开发。
5.然而,锂二次电池由于过充电、过电流或外部冲击而具有发热或爆炸的风险。
6.因此,锂二次电池通常以电池组的形式制造,该电池组包括被配置为在其中容纳二次电池以保护二次电池免受外部冲击的外壳和被配置为控制过充电或过电流的保护电路模块(pcm)。
7.为了将保护电路模块和二次电池相互电连接,需要将电极引线接合到保护电路模块。
8.可以使用各种已知的焊接方法进行接合。然而,近年来,在提高生产率方面主要使用激光焊接,特别是使用振荡波长约为0.5μm至1.1μm的nd:yag激光的脉冲型激光焊接。
9.然而,在常规的激光焊接中,在电极引线由铝或铝合金制成的情况下,因为存在由于在铝与保护电路模块的板的表面铜箔层之间的接合部分处形成铝和铜的金属间化合物所导致的诸如铝的高温开裂和吸收率低以及导电性降低的问题,难以将电极引线与保护电路模块的板直接相互焊接,其中,铝和铜是不同种类的金属。
10.因此,常规地,应用使用由镍制成的金属焊盘作为连接构件的焊接方法来解决上述问题。
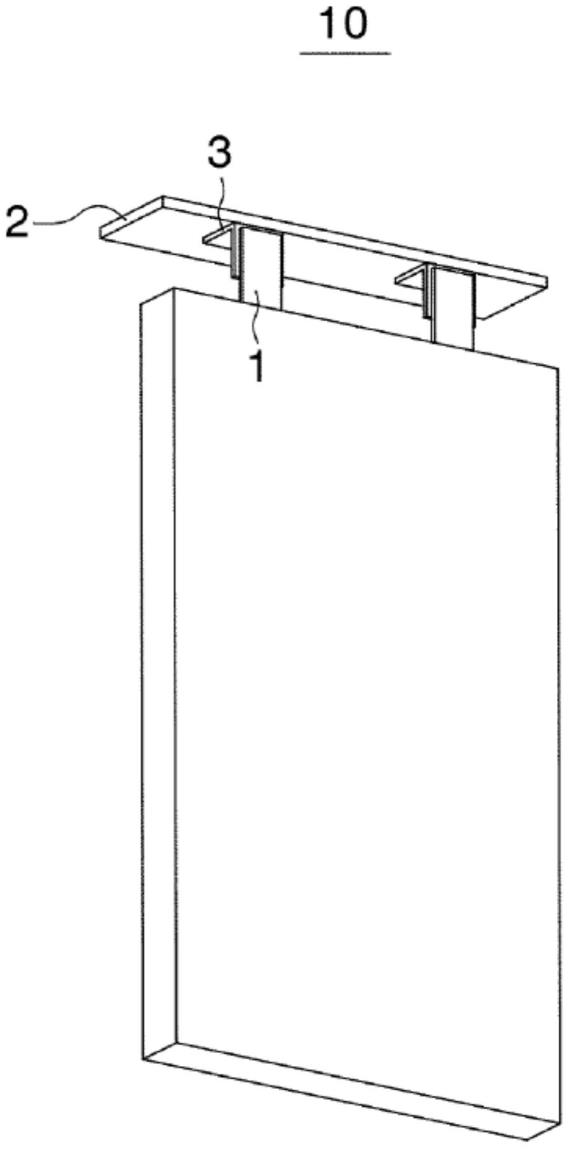
11.图1是示出具有使用金属焊盘相互焊接的电极引线和保护电路模块的常规电池组的透视图。图2是示出在电极引线和保护电路模块相互焊接并且金属焊盘弯曲的状态下的常规电池组的透视图。
12.将参照图1和图2描述在常规电池组中将电极引线与保护电路模块相互接合的方法。首先,金属焊盘3通过焊接与保护电路模块2的板(即,印刷电路板(pcb))的表面铜箔层接合,电极引线1被焊接到金属焊盘,并且金属焊盘3弯曲,从而实现电极引线1与保护电路模块2的接合。
13.然而,在这种方法中,由于使用了金属焊盘,因此工艺复杂并且制造成本增加。
技术实现要素:
14.技术问题
15.本发明是鉴于上述问题而作出的,并且本发明的一个目的是提供一种电池组,该电池组具有通过使用连续波型激光焊接方法直接相互接合的保护电路模块的电路板和电极引线。
16.技术方案
17.为了实现上述目的,根据本发明的电池组包括:电池单体,包括由正极引线和负极引线构成的一对电极引线;电池组外壳,被配置为在其中容纳有电池单体;以及保护电路模块(pcm),具有形成在印刷电路板(pcb)上的保护电路,保护电路被配置为控制电池单体的工作,其中电极引线通过激光焊接与pcb的表面铜箔层直接结合。
18.此外,在根据本发明的电池组中,电池单体可以是软包型电池单体。
19.此外,在根据本发明的电池组中,pcb可以是双面pcb,其具有预浸料层(prepreg layer)位于两个铜箔层之间的结构。
20.此外,在根据本发明的电池组中,pcb可以是多层pcb,其具有铜箔层和预浸料层交替堆叠的结构。
21.此外,在根据本发明的电池组中,激光焊接可以是连续波型激光焊接。
22.此外,在根据本发明的电池组中,激光焊接可以是使用光纤激光器的连续波型激光焊接。
23.此外,在根据本发明的电池组中,正极引线可以由铝、铝合金、铜、铜合金、镍以及镍合金中的一种制成。
24.此外,在根据本发明的电池组中,负极引线可以由铜、铜合金、镍以及镍合金中的一种制成。
25.此外,在根据本发明的电池组中,正极引线可以由铝或铝合金制成。
26.此外,根据本发明的装置包括电池组。
27.此外,根据本发明的装置可以是移动电话、便携式计算机以及平板pc中的一种。
28.有益效果
29.根据本发明的电池组具有如下优点:电极引线直接焊接到保护电路模块的pcb的铜箔层,而无需使用单独的连接构件(例如金属焊盘),从而能够简化电池组制造工艺。
30.此外,根据本发明的电池组具有如下优点:简化了工艺并且不使用单独的连接构件,从而能够降低制造成本。
附图说明
31.图1是示出具有使用金属焊盘相互焊接的电极引线和保护电路模块的常规电池组的透视图。
32.图2是示出在电极引线与保护电路模块相互焊接并且金属焊盘弯曲的状态下的常规电池组的透视图。
33.图3是示出根据本发明的实施例的具有直接相互焊接的电极引线和保护电路模块
的电池组的透视图。
34.图4是示出根据本发明的实施例的电极引线与保护电路模块相互焊接处的部分的剖视图。
具体实施方式
35.在本技术中,应当理解,术语“包括”、“具有”、“包含”等表示存在陈述的特征、数量、步骤、动作、元件、部件或其组合,但不排除存在或添加一个或多个其他特征、数量、步骤、动作、元件、部件或其组合。
36.另外,在所有附图中,将使用相同的附图标记来指代执行相似功能或操作的部件。在说明书中,在提及一个部分与另一部分连接的情况下,不仅该部分可以直接连接到另一部分,而且该部分可以通过又一部分间接连接到另一部分。另外,除非另有说明,否则包含某个元件并不意味着排除其他元件,而是意味着可以进一步包含这些元件。
37.在下文中,将参照附图描述根据本发明的电池组。
38.图3是示出根据本发明的实施例的具有直接相互焊接的电极引线和保护电路模块的电池组的透视图,图4是示出根据本发明的实施例的电极引线与保护电路模块相互焊接处的部分的剖视图。
39.当参照图3至图4描述根据本发明的电池组1000时,根据本发明的电池组1000包括电池单体、保护电路模块和电池组外壳300。
40.首先,电池单体包括电极组件、被配置为在其中容纳电极组件的壳体、以及由正极引线和负极引线构成的一对电极引线110和120。特别地,根据本发明的电池单体优选为软包型电池单体。
41.这里,电极组件可以是:凝胶卷型组件,其被配置为具有长片型正极和长片型负极在其间之间插设有隔板的状态下卷绕的结构;堆叠型组件,其被配置为具有矩形正极和矩形负极在其间插设有隔板的状态下堆叠的结构;堆叠和折叠型组件,其被配置为具有使用长的隔膜卷绕单元单体的结构;或者层压和堆叠型组件,其被配置为具有单元单体在其间插设有隔板的状态下堆叠然后相互附接的结构。然而,本发明不限于此。
42.此外,除了常用的液体电解质之外,显然可以用固体电解质或通过向固体电解质中添加添加剂获得的凝胶型准固体电解质来代替电解质,凝胶型准固体电解质在液体与固体之间具有中间相。
43.电极组件被容纳在电池壳体中,并且电池壳体通常具有包括内层、金属层和外层的层压片结构。内层设置为与电极组件直接接触,因此内层必须表现出高绝缘性能和对电解液的高电阻。另外,为了将电池壳体与外部气密密封,内层必须表现出高密封性,即,内层之间的热粘合密封部分必须表现出优异的热粘合强度。
44.内层可以由选自聚烯烃基树脂(例如聚丙烯、聚乙烯、聚乙烯丙烯酸酯或聚丁烯)、聚氨酯树脂和聚酰亚胺树脂的材料制成,其表现出优异的耐化学性和高密封性。然而,本发明不限于此,最优选使用表现出优异的机械物理性能(例如拉伸强度、刚性、表面硬度和耐冲击强度)以及优异的耐化学性的聚丙烯。
45.设置为邻接内层的金属层对应于被配置成防止水分或各种气体从外部渗透到电池中的阻挡层。轻且易于成型的铝薄膜可用作金属层的优选材料。
46.外层设置在金属层的另一个表面上。外层可以由耐热聚合物制成,其表现出优异的拉伸强度、抗水分渗透性和抗空气透过性,使得外层表现出高耐热性和耐化学性同时保护电极组件。例如,外层可以由尼龙或聚对苯二甲酸乙二醇酯制成。然而,本发明不限于此。
47.同时,一对电极引线110和120由正极引线和负极引线构成。电极引线可以在电极组件的正电极片和负电极片电连接到电极引线的状态下从电池壳体向外暴露,或者可以在省略电极片的状态下直接连接到电极组件。
48.电极引线110和120中的每一个通常由表现出优异导电性的金属材料制成。作为示例,优选地,正极引线由铝、铜、镍、不锈钢或其合金制成,并且优选地,负极引线由铜、镍、不锈钢或其合金制成。然而,本发明不限于此。
49.保护电路模块被配置为具有如下结构:其中,在印刷电路板(pcb)200上安装有被配置为保护电池单体免受诸如过充电或过电流的异常影响的各种装置以形成保护电路。
50.这里,pcb根据其堆叠结构而具有各种形式。简单来说,pcb可以分为具有单层铜箔和单层预浸料堆叠的结构的单面pcb、具有预浸料层220位于铜箔层210之间并且在铜箔层210的相对表面上的结构的双面pcb或具有铜箔层和预浸料层交替堆叠的结构的多层pcb。
51.也就是说,pcb 200具有至少一个铜箔层210形成在其表面上的结构。为了将保护电路模块与电极引线110和120相互电连接,需要执行将铜箔层210与电极引线110和120相互接合的工序。
52.同时,尽管图4中限定并且示出了pcb 200是双面pcb 200的情况,但本发明不限于此,可以使用各种pcb。
53.在根据本发明的电池组1000中,可以使用激光焊接方法(特别是连续波型激光焊接方法)将pcb 200的铜箔层210与电极引线110和120直接相互焊接,而无需例如金属焊盘的连接构件。
54.这里,与脉冲波型激光焊接方法不同,连续波型激光焊接方法是使用被配置为连续产生激光的激光器的焊接方法。
55.连续波型激光器的代表性示例包括co2激光器和使用光纤的光纤激光器。co2激光器振荡出波长为10.6μm的红外光并且表现出高效率,因此能够容易地获得高输出。
56.与主要用于脉冲波型激光焊接方法的nd:yag激光器相比,连续波型激光器具有如下优点:其光束尺寸更小且其能量密度更高,从而能够焊接具有低吸收率的不同种类的金属,例如al和cu。因此,能够将pcb 200的电极引线与铜箔层210直接相互焊接,而无需例如金属焊盘的单独的连接构件。
57.特别地,光纤激光器的优点在于使用光纤来放大具有特定波长的光,从而能够容易地获得几千瓦的高输出激光,并且其功耗低于现有的激光器的功耗。
58.同时,被配置为在其中容纳电池单体以保护电池单体免受外部冲击的电池组外壳300可以形成为具有各种形状并且可以根据电池组1000的用途由各种材料制成。
59.接下来,将简要描述根据本发明的电池组的制造方法。首先,制造包括一对电极引线110和120的软包型电池单体,并且将配置为保护电池单体的各种部件安装在pcb 200上,以通过单独的工序制造保护电路模块。
60.随后,通过连续波型激光焊接将电极引线110和120与pcb 200的铜箔层210直接相互接合,将其容纳在电池组外壳300中,并且执行封装,从而可以制造电池组1000。
61.可替代地,可以将电池单体容纳在电池组外壳300中,然后将可以电极引线110和120与pcb 200的铜箔层210相互焊接。
62.如上所述制造的电池组1000可以用作各种装置的电源。
63.特别地,根据本发明的电池组1000可以用于诸如移动电话、便携式计算机或平板pc的装置。然而,本发明不限于此。
64.虽然已经详细描述了本发明的具体细节,但本领域技术人员将理解,其详细描述仅公开了本发明的优选实施例,因此不限制本发明的范围。因此,本领域的技术人员将理解,在不脱离本发明的范畴和技术构思的情况下,可以进行各种改变和修改,并且显然这些改变和修改落入所附权利要求的范围内。
65.(附图标记说明)
66.1000:电池组
67.110,120:电极引线
68.200:pcb
69.210:铜箔层
70.220:预浸料层
71.300:电池组外壳
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1