电解电容器用引线端子及其制造方法与流程
1.本发明涉及一种电解电容器用的引线端子及其制造方法。
背景技术:
2.电解电容器用的引线端子具备:与形成电容器元件的电极箔连接的电极端子、一端与电路连接并且另一端经由焊接部与电极端子连接的引线。
3.以往,以电极端子由铝制的线材形成、引线由用铜覆盖铁线的cp线形成为主,但近年来,以提高热传导性或导电性为目的,使用铜制的引线的引线端子增加。
4.在这种引线端子中,如果用与焊接铝制的线材和cp线的技术相同的技术来焊接铝制的线材和铜制的引线,则在接合强度等方面会产生问题。
5.为了解决该问题,在专利文献1中提出了使用电弧焊接,并且提高铝制的线材和铜制的引线的接合强度的技术。现有技术文献专利文献
6.专利文献1:日本专利5461570号公报
技术实现要素:
7.(发明要解决的课题)最近,为了进一步提高引线端子的性能,电极端子也由铜制的线材形成的引线端子增加。
8.在这种情况下,如果通过专利文献1那样的使用电弧焊接的方法来焊接铜制的线材和铜制的引线,则铜制的线材与铜制的引线不能充分熔融,变成在它们之间产生边界面的状态,因此存在焊接部的强度不充分的问题。
9.另外,在专利文献1中,通过在电弧焊接的方法上下功夫来提高铝制的线材与铜制的引线的接合强度,但在以往的电弧焊接中,提高两者的接合强度依然是困难的,有时产生同样的问题。
10.本发明的目的在于提供一种解决上述问题的电解电容器用引线端子及其制造方法。
11.(用于解决问题的手段)为了达成上述目的,本发明的电解电容器用的引线端子(1)具备:电极端子(2),其由铜制或铝制的线材(100)构成;以及铜制的引线(3),其经由焊接部(4)与所述电极端子(2)连接,该电解电容器用的引线端子的特征在于,所述焊接部(4)由所述线材(100)的引线侧的端部与所述引线(3)的线材侧的端部熔融凝固的合金块构成。
12.另外,本发明为电解电容器用的引线端子(1)的制造方法,该电解电容器用的引线端子(1)具备:电极端子(2),其由铜制或铝制的线材(100)构成;以及铜制的引线(3),其经由焊接部(4)与所述电极端子(2)连接,该电解电容器用的引线端子(1)的制造方法的特征
在于,具备:第1工序,在使所述线材(100)和所述引线(3)直线状地排列、并且使所述线材(100)的引线侧的端面(101)与所述引线(3)的线材侧的端部对接的状态下,保持所述线材(100)和所述引线(3);第2工序,一边用激光照射机(400)对所述线材(100)的所述引线侧的端部照射激光束,一边将所述线材(100)和所述引线(3)中的一方朝向另一方在轴向上压入;以及第3工序,形成焊接部(4),该焊接部(4)由所述线材(100)的所述引线侧的所述端部与所述引线(3)的所述引线侧的所述端部熔融凝固的合金块构成。
13.(发明的效果)根据本发明,提高形成电极端子的铜制或铝制的线材与铜制的引线的焊接部的强度。
附图说明
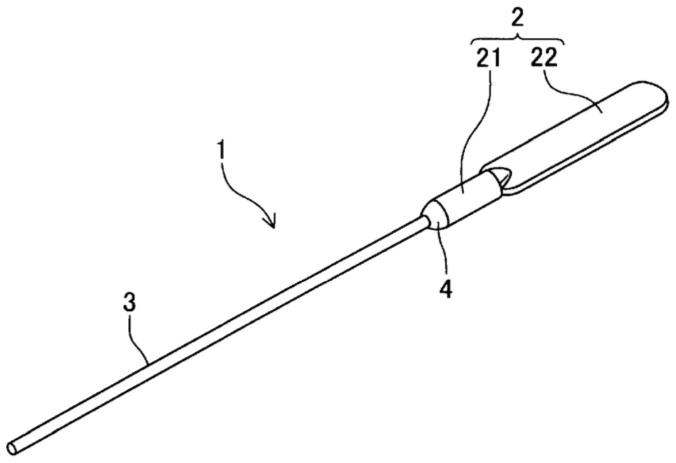
14.图1是表示本发明的实施方式的电解电容器用引线端子的一例的立体图。图2是用于说明图1的引线端子的制造方法的一例的图。图3是图1的引线端子的焊接部的截面的sem图像。图4是作为通过电弧焊接形成的比较例的焊接部的截面的sem图像。图5是用于说明本发明的第4实施方式的电解电容器用引线端子的制造方法的图。
具体实施方式
15.以下,参照附图说明本发明的实施方式的电解电容器用引线端子及其制造方法。另外,本发明并不限定于以下的各实施方式,在不脱离本发明的主旨的范围内能够对以下的各实施方式实施各种改变。
16.首先,对本实施方式的引线端子的构成进行说明。如图1所示,引线端子1具备铜制的电极端子2和铜制的引线3。电极端子2通过在径向上对作为线材的铜线的轴向上的一部分进行冲压加工而形成,在一端侧具有棒状部21,并且在另一端侧具有轧制部22。棒状部21是未被冲压加工而残存的部分(即,铜线的轴向上的另一部分)。轧制部22是通过将铜线的上述一部分冲压加工成平板状,并且沿厚度方向将其外周切断而形成。引线3是其外周被镀锡层5(参照图3)覆盖的铜线。引线3的直径比棒状部21的直径小。在棒状部21的一端经由焊接部4连接有引线3。棒状部21的轴线和引线3的轴线是相互同轴。
17.接着,参照图2说明引线端子1的制造方法。首先,将作为电极端子2的原材料的长条的铜线(直径2mm)切断为规定的长度来形成线材100。另外,将作为引线3的原材料的长条的铜线(直径0.8mm)(严格地说,是被镀锡层覆盖的铜线)切断为规定的长度而形成引线3。接着,使线材100保持在夹具200上,使引线3保持在夹具300上,以两者的轴线成为
同轴的方式将线材100和引线3排列成直线状,并且使线材100的一个端面101和引线3的端部成为对接的状态(接触的状态)(第1工序)。接着,从与线材100的轴线正交的方向,通过激光照射机400(输出1kw,光束直径150μm)向线材100的外周面102上的接近端面101的位置p照射激光束。在本实施方式中,从端面101到激光束的照射位置的距离l为0.1mm。照射机400是组合了蓝色激光和光纤激光(红外线激光)的混合的激光照射机(即,照射机400包含蓝色激光和光纤激光)。照射机400在线材100的位置p同时开始照射蓝色激光的激光束和光纤激光的激光束。蓝光激光输出比光纤激光低,能够以光纤激光的约10倍的光斑直径照射激光束。因此,通过照射蓝色激光的激光束,位置p及其附近的线材100熔融,熔融部分的热传递到引线3。其结果是,线材100的端部(引线3侧的端部)及引线3的端部(线材100侧的端部)逐渐熔融。即,由于蓝色激光而熔融池扩大,并且熔融池的状态稳定化。另外,在此所说的“稳定化”是指熔融池的状态为“变为能够适当地照射光纤激光的激光束这样的状态”。另一方面,光纤激光能够以比蓝色激光高的输出并且小的光斑直径照射激光束。因此,通过照射光纤激光的激光束,线材100的端部和引线3的端部更深地融入。即,照射机400同时照射输出和光斑直径不同的两种激光束。照射机400构成为蓝色激光的激光束照射得比光纤激光的激光束长规定时间t。换言之,在光纤激光的激光束的照射结束后,蓝色激光也持续规定时间t的激光束的照射(理由后述)。在蓝色激光的激光束的照射结束的时刻,线材100的端部及引线3的端部在整体上熔融。在此,在夹具300上设置有未图示的压入机构。压入机构构成为能够向规定的方向施加外力。在本实施方式中,在开始照射机400的蓝色激光的激光束的照射的时刻,压入机构对引线3施加将引线3朝向线材100在轴向上压入的外力。由此,在线材100的端部和引线3的端部分别熔融的状态下,引线3被朝向线材100压入。以上是第2工序。然后,形成焊接部4(参照图1),该焊接部4由线材100的端部和引线3的端部熔融凝固的合金块构成(第3工序)。换言之,通过熔融部分凝固,在线材100和引线3之间形成圆锥状(严格地说,从线材100朝向引线3缩径的大致圆锥台状)的焊接部4,将线材100和引线3连接。在此,说明蓝色激光的激光束照射得比光纤激光的激光束长规定时间t的理由。如果两个激光束的照射同时结束,有可能由于熔融部分快速冷却而导致焊接部的形状变形(即,被激光束直接照射的部分和没有被激光束直接照射的部分(通常是照射部分的背侧部分)因温差而凝固成不同的形状)。因此,在本实施方式中,通过使具有较低输出并且较大的光斑直径的蓝色激光的激光束照射得比光纤激光的激光束长规定时间t,熔融部分逐渐地冷却。根据该构成,能够抑制被激光束直接照射的部分和没有被激光束直接照射的部分的温度差变大,其结果是,能够使焊接部4成为相对于轴线旋转对称的形状。接着,对线材100的另一端侧进行冲压加工,形成图1所示的轧制部22。由此,制造引线端子1。另外,光纤激光的特征在于能量密度极高,能够得到深的融入。因此,在通过光纤激光单体来焊接线材100和引线3的情况下,存在因光纤激光的输出变得过大而仅在激光束的照射位置局部较大地熔融,难以熔融所希望的部位的问题。此外,还存在飞溅物向周围飞散的问题。因此,在本实施方式中,采用除了使用光纤激光之外还使用蓝色激光的混合式。
蓝色激光的特征在于热输入稳定(特别是向铜的热输入),难以引起熔融不均。因此,由于能够通过蓝色激光扩大熔融池且使其稳定化,所以与以光纤激光单体进行焊接的情况相比,能够抑制光纤激光的输出,其结果是,难以引起局部的熔融,并且能够抑制飞溅的发生。另外,压入机构也可以在从开始激光束的照射起经过了规定时间的时刻(即,线材100及引线3的端部分别熔融了某种程度的时刻)对引线3施加外力。另外,压入机构也可以不设置在夹具300上,而设置在夹具200上。即,压入机构也可以构成为对线材100施加将线材100朝向引线3在轴向上压入的外力。
18.在本实施方式中,由于通过激光束焊接线材100和引线3,所以与通过电弧焊接进行焊接的情况相比,线材100和引线3的熔融量变多(换言之,在电弧焊接中不能熔融的部分也能够熔融)。图3是将引线端子1以包含其轴线的平面切断时的焊接部4及其附近的截面的sem(scanning electron microscopy)图像。如图3所示,焊接部4在整体上成为作为线材100的原材料的铜和作为引线3的原材料的铜及锡熔融凝固的合金块,在焊接部4的内部没有形成边界面。即,焊接部4由线材100的端部和引线3的端部熔融凝固的合金块构成。在此,“焊接部4由合金块构成”是指焊接部4在其整体上为合金。这被认为是通过具有高能量密度的激光束而线材100的端部和引线3的端部在其整体上熔融,从而整体以均匀混合的状态凝固。
19.另一方面,图4是将通过电弧焊接焊接线材100和引线3而制造的作为比较例的引线端子以包含其轴线的平面切断时的焊接部104及其附近的截面的sem图像。如图4所示,作为线材100的原材料的铜几乎不熔融。焊接部104包含作为引线3的原材料的铜及锡部分熔融凝固的部分104a、和引线3未熔融而残存的部分104b。其结果是,在焊接部104与线材100之间形成边界面b。因此,如果在与轴向正交的方向上对该引线端子的线材100或引线3施加外力,则引线端子容易以边界面b为起点断裂。这被认为是由于铜的熔点较高。即,电弧焊接的输出不像激光焊接那样高,因此在电弧焊接中,是直径比较大的铜制的线材100难以熔融,能够部分熔融直径比较小的引线3的表面的程度。因此,认为在焊接部104中几乎不包含作为线材100的原材料的铜,而在焊接部104与线材100之间形成有边界面b。如上所述,根据本实施方式的构成,与通过电弧焊接来焊接线材100和引线3的情况相比,焊接部4的强度提高。其结果是,能够实现耐振性优异的引线端子1。
20.另外,通过对线材100的外周面102上的接近端面101的位置p照射激光束,能够抑制焊接部4形成在相对于线材100的端面101的中心偏离的位置。
21.通过epma(electron probe micro analyzer)分析焊接部4的合金块的结构,确认到合金块是固溶体(严格地说是置换型固溶体)。固溶体是指在维持原来的金属的结晶结构的状态下,随机混合其他金属的合金。置换型固溶体是指原来的金属的原子被其他金属的原子随机置换的固溶体。另外,焊接部4的合金块也可以是具有与原来的金属完全不同的结晶结构的金属间化合物。
22.在本实施方式中,在将激光的照射机400相对于线材100固定的状态下,向与线材100的轴线正交的方向照射激光束,但也可以向相对于线材100的轴线以90
°
以外的角度交叉的方向照射激光束。
23.另外,在本实施方式中,在将距离l设为l=0.1mm时得到了优选的结果,但距离l不
限于0.1mm。
24.另外,在本实施方式中,将作为电极端子2的原材料的线材100和引线3焊接后,对线材100进行冲压加工而形成电极端子2,但也可以取而代之地,先对线材100进行冲压加工而形成电极端子2后,在其棒状部21的一端焊接引线3。这对于后述的其他实施方式也是同样的。另外,如上所述,棒状部21是线材100中未被冲压加工而残存的部分。因此,在本说明书中,即使在激光焊接之前进行冲压加工的情况下,有时也将被照射激光束的构件称为“线材100”而不是“棒状部21”。
25.另外,在本实施方式中,使用组合了蓝色激光和光纤激光的激光照射机,但也可以代替蓝色激光而使用其他激光(例如,绿色激光)。在这种情况下,可以使绿色激光与光纤激光同时开始照射激光束,并且激光束照射得比光纤激光长规定时间。这对于后述的其他实施方式也是同样的。
26.接下来,说明本发明的第2实施方式的引线端子1的制造方法。在本实施方式中,一边相对于激光的照射机400使线材100绕其轴线相对旋转,一边对线材100照射激光束。
27.在这种情况下,焊接部4容易成为相对于轴线旋转对称的漂亮的圆锥状(圆锥台状)的形状,因此外观得到提高。另外,如果固定线材100的外周面102上的激光束的照射位置,则能量集中在一点,因此,由于激光束的输出而有可能在外周面102上产生凹陷,但在本实施方式中,由于线材100的外周面102上的激光束的被照射部位在周向上移动,因此在外周面102上难以产生凹陷。
28.接下来,说明本发明的第3实施方式的引线端子1的制造方法。在本实施方式中,使光纤激光的照射机400相对于线材100相对移动,以使激光束的照射位置在线材100的轴向上往复移动规定的距离。
29.这样,由于在线材100的外周面上的激光束的被照射部位在轴向上移动,所以在线材100的外周面102上难以产生凹陷。另外,也可以将本实施方式的激光束的照射方法与第2实施方式的激光束的照射方法组合。
30.接下来,说明本发明的第4实施方式的引线端子1的制造方法。如图5所示,在本实施方式中,使光纤激光的照射机400相对于线材100相对移动,以使激光束的照射位置沿着以线材100的轴向为长轴方向、且具有规定的范围内的长轴及短轴的椭圆状的轨道r(严格地说,俯视时的形状为椭圆状的轨道r)移动。另外,当然在轨道r中包含圆形形状。
31.在这种情况下,与第3实施方式那样激光束的照射位置在线材100的轴线方向上往复的情况相比,线材100的外周面上的激光束的被照射部位的范围变宽,因此在线材100的外周面102上更难以产生凹陷。另外,也可以将本实施方式的激光束的照射方法与第2实施方式的激光束的照射方法组合。
32.另外,使激光束的照射位置在线材100上移动的方式不限于上述各实施方式。另外,在上述的各实施方式中,说明了焊接铜制的线材100(包含电极端子2)和铜制的引线3的情况,但本发明也能够适用于焊接铝制的线材(包含电极端子)和铜制的引线的情况。此时,焊接部4由作为线材的原材料的铝和作为引线的原材料的铜及锡熔融凝固而
成的合金块构成。符号说明
33.1:引线端子,2:电极端子,3:引线,4:焊接部,21:棒状部,22:轧制部,100:线材,101:端面,102:外周面,400:激光照射机。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1