一种玻璃管型RFID电子标签的自动化封装设备及使用方法与流程
一种玻璃管型rfid电子标签的自动化封装设备及使用方法
技术领域
1.本发明涉及rfid标签封装设备技术领域,具体涉及一种玻璃管型rfid电子标签的自动化封装设备及其使用方法。
背景技术:
2.rfid是radio frequency identification的简称,中文译为电子标签,又称无线射频识别技术。 随着社会的不断进步、科技的不断发展以及生活节奏的加快,人们在生活当中在更多方面都要求简便快速的方法,电子标签就应运而生了。现如今电子标签已经被广泛的应用到了现代人日常生活当中。
3.rfid标签封装的过程中,当天线基板上的接头与芯片连接后,需要在天线基板安装有芯片的一面粘接隔离片,然后进行热压以防止隔离片脱离天线基板,用于后续rfid标签在使用时保护天线基板的芯片,现有reid全自动封装设备在热压后,天线基板与隔离片处于粘合状态,然后通过转辊输送到裁剪机中进裁剪,然而天线基板与隔离片热压后,在传输到裁剪机的过程中容易导致天线基板与隔离片发生错位或者脱离,导致裁剪后的部分reid标签出现粘脱胶或者错位的可能性,从而导致部分reid标签无法正常使用造成损失,为此,本法明提供一种玻璃管型rfid电子标签的自动化封装设备及其使用方法来解决现有的不足。
技术实现要素:
4.本发明的目的在于:为解决上述背景中的问题,本发明提供了一种玻璃管型rfid电子标签的自动化封装设备及其使用方法。
5.本发明为了实现上述目的具体采用以下技术方案:一种玻璃管型rfid电子标签的自动化封装设备,包括:安装座,设有用于传输天线基板的工作台面,所述安装座上竖直滑动安装有位于所述工作台面上方的安装架,所述安装座上安装有驱动所述安装架移动的驱动部;两个收卷架,均安装在所述安装架上,所述安装架上转动安装有安装杆,其中一个所述安装杆上安装有隔离片,所述安装架底部为开口且安装有用于将所述隔离片压持在天线基板上的热压板,所述隔离片一侧面压持在所述热压板上且自由端绕设在另一个所述安装杆上,所述安装架上安装有驱动两个所述安装杆同步转动的驱动组件;裁剪刀圈形状为口型且其中一开口端开刃处理,所述裁剪刀圈竖直滑动安装在所述安装架内且开刃端朝下,用于裁剪天线基板;连动组件,安装在所述安装架上且作用于所述裁剪刀圈,当所述安装架向下移动时,通过所述连动组件以使所述裁剪刀圈开刃端向下移动至所述安装架外,以将天线基板以及隔离片裁剪,所述工作台面上贯穿开设有收集槽,其用于收集裁剪压持后的天线基板。
6.进一步地,所述连动组件包括转动安装在所述安装架内的转轮,所述转轮外周侧倾斜开设有环形槽,所述裁剪刀圈上水平构造有连接杆,所述连接杆的一端位于所述环形
槽相对两侧之间且形成贴合,所述安装架上安装有作用于转轮的传动组件,当所述安装架移动时,通过所述传动组件以使所述转轮转动。
7.进一步地,所述传动组件包括竖直安装在所述安装架外侧的弹簧伸缩杆,所述弹簧伸缩杆的活动端朝下且安装有呈竖直向的齿条,所述安装架上通过转轴转动安装有与所述齿条啮合的驱动齿轮,还包括两个锥齿轮,其中一个所述锥齿轮与所述转轴连接,另一个所述锥齿轮安装在所述转轮顶部中心位置。
8.进一步地,所述驱动组件包括两个对称安装在所述安装架上的架体,两个所述架体分别位于两个所述收卷架下方,所述架体上对称转动安装有两个用于夹持所述隔离片两侧的驱动轮,所述架体上两个驱动轮均安装有传动齿轮,两个所述传动齿轮相互啮合,当其中一个所述架体上的两个驱动轮转动时,通过连动件以使另一个所述架体上的驱动轮转动。
9.进一步地,所述连动件包括由主动拨盘以及从动槽轮组合而成的槽轮机构,所述主动拨盘通过转轴转动安装在所述安装架上,所述从动槽轮安装在所述架体其中一个所述驱动轮上,两个所述槽轮机构呈对称设置,两个所述主动拨盘之间连接有传动件,所述安装架上安装有驱动其中一个所述主动拨盘转动的电机,当其中一个所述主动拨盘转动时,通过所述传动件以使另一个所述主动拨盘转动。
10.进一步地,所述传动件包括两个皮带轮,其中一个所述皮带轮安装在其中一个所述主动拨盘转轴上,另一个所述皮带轮安装在另一个所述主动拨盘转轴上,两个所述皮带轮之间传动连接有传送带,所述安装架上转动安装有两个用于绷紧所述传送带的驱动辊。
11.进一步地,所述工作台面位于所述热压板下方贯穿开设有穿槽,所述安装座位于所述穿槽下方构造有连接柱,所述连接柱的端部构造有位于所述穿槽内且与所述工作台面平齐的连接块,所述裁剪刀圈滑动后位于所述穿槽与所述连接块之间。
12.进一步地,所述工作台面上安装有连接架,所述连接架上转动安装有杆体,天线基板尾端绕设在所述杆体上,用于收卷裁剪后的天线基板,所述连接架上安装有驱动所述杆体转动的电机,所述杆体位于所述连接架上方且收集槽开设在天线基板弯折处。
13.进一步地,所述安装座且位于所述工作台面下方倾斜安装有输送带组件,所述输送带组件的最高端与工作台面底面连接,所述输送带组件输送面位于所述收集槽下方。
14.一种玻璃管型rfid电子标签的自动化封装设备的使用方法,包括以下步骤:装有芯片的天线基板上运输到热压板下方时,此时通过驱动部使得安装座向下移动,从而使得位于热压板下方的的隔离片与天线基板贴合,此时安装座继续向下移动,从而使得弹簧伸缩杆与工作台面贴合,使得弹簧伸缩杆的活动端移动,以形成齿条的移动,齿条移动带动驱动齿轮移动,从而使得其中一个锥齿轮转动,锥齿轮转动带动另一个锥齿轮转动,从而使得转轮转动,转轮转动使得转轮上的环形槽转动,以使连接杆向下移动,从而使得裁剪刀圈向下一定移动,将天线基板以及隔离片裁剪,此时裁剪刀圈的开刃端位于穿槽与连接块之间,此时安装座持续向下移动,直到安装座上的热压板与裁剪后的天线基板与隔离片接触形成热压,热压好后,通过驱动部使得安装座向上移动,此时主动拨盘上的电机持续转动,当热压完毕后,主动拨盘带动从动槽轮转动,使得其中一个驱动轮转动,驱动轮转动从而使得驱动轮上的传动齿轮转动,因为架体上的传动齿轮相互啮合,所以会使得两个驱动轮同步且以相反的方向转动,此时因为主动拨盘转轴上安装有皮带轮,两个皮带轮
之间连接与传送带,所以会使得两个收卷架上的驱动轮转动,从而使得裁剪后的隔离片废料移动到另一个收卷架内,裁剪后的天线基板废料则连接架上的电机带动杆体转动,以将裁剪后的天线基板废料卷入到连接架内,天线基板移动时会拉动热压后的天线基板移动,使得热压后的天线基板从收集槽掉落到输送带组件上进行运输。
15.本发明的有益效果如下:1、本发明通过裁剪刀圈配合连动组件使得在热压的过程中可以直接对天线基板以及隔离片进行裁剪,从而热压后的天线基板不需要移动到裁剪机内,减小了错位以及脱离的可能性,因此更具有新颖性。
16.2、本发明槽轮机构的设计可以精准的控制每次热压裁剪后隔离片的移动传输距离,从而防止隔离片移动过多导致材料浪费,从而节约了成本。
17.3、本发明驱动辊的设计,使得传送带在使用时不容易出现打滑现象,改变传送带的传动轨迹可以放置传送带在传动时与其他零部件接触。
18.4、本发明热压后的天线基板掉落到收集槽内后会到达输送带组件上,输送带组件倾斜的设计使得天线基板在掉落时不容易从输送带组件上掉落。
附图说明
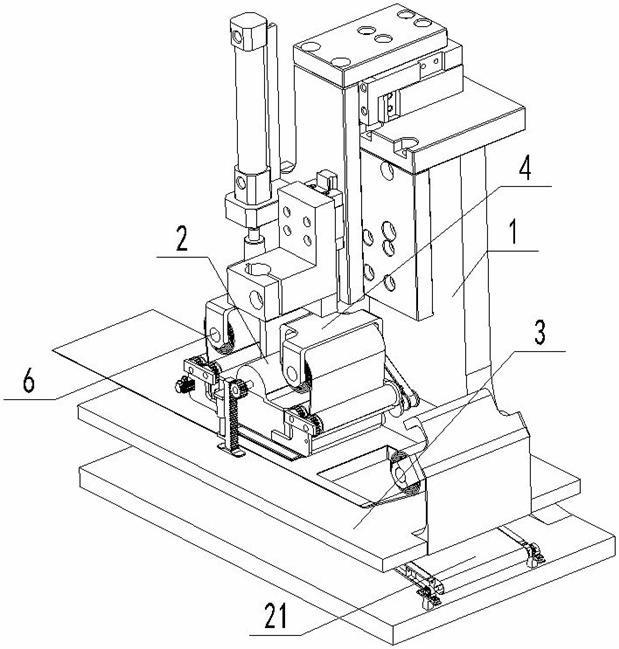
19.图1是本发明立体结构示意图;图2是本发明图1中立体半剖示意图;图3是本发明图1中另一方向立体半剖示意图;图4是本发明部分结构爆炸图;图5是本发明图4中另一视角示意图;图6是本发明又一部分结构爆炸图;图7是本发明图6中另一视角示意图;图8是本实用连动件立体结构展示图;图9是本发明部分结构示意图;附图标记:1、安装座;2、安装架;3、工作台面;4、收卷架;5、热压板;6、安装杆;7、隔离片;8、驱动组件;801、架体;802、驱动轮;803、传动齿轮;9、裁剪刀圈;10、连动组件;1001、连接杆;1002、转轮;1003、环形槽;11、传动组件;1101、弹簧伸缩杆;1102、齿条;1103、驱动齿轮;1104、锥齿轮;12、连动件;1201、槽轮机构;12011、主动拨盘;12012、从动槽轮;13、传动件;1301、皮带轮;1302、传送带;14、穿槽;15、连接柱;16、连接块;17、连接架;18、杆体;19、收集槽;20、驱动辊;21、输送带组件。
具体实施方式
20.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
21.如图1-9所示,一种玻璃管型rfid电子标签的自动化封装设备,包括:安装座1,设有用于传输天线基板的工作台面3,安装座1上竖直滑动安装有位于工作台面3上方的安装架2,安装座1上安装有驱动安装架2移动的驱动部;驱动部为现有的液压推杆,液压推杆本体安装在安装座1收纳杆,液压推杆的活动端与安装架2连接;
两个收卷架4,均安装在安装架2上,安装架2上转动安装有安装杆6,其中一个安装杆6上安装有隔离片7,安装架2底部为开口且安装有用于将隔离片7压持在天线基板上的热压板5,隔离片7一侧面压持在热压板5上且自由端绕设在另一个安装杆6上,安装架2上安装有驱动两个安装杆6同步转动的驱动组件8;裁剪刀圈9形状为口型且其中一开口端开刃处理,裁剪刀圈9竖直滑动安装在安装架2内且开刃端朝下,用于裁剪天线基板;具体的,如图1所示,位于左边的收卷架4上缠绕有未进行加工的隔离片7,安装架2上位于热压板5之间转动安装有导向轮,此时隔离片7的自由端穿过两个引导轮与另一个收卷架4上的安装杆6连接,通过两个导向轮使得隔离片7位于热压板5下方的部分与工作台面3保持平行,从而使得安装架2在向下移动时更加很好的与工作台面3上的天线基板相贴合;连动组件10,安装在安装架2上且作用于裁剪刀圈9,当安装架2向下移动时,通过连动组件10以使裁剪刀圈9开刃端向下移动至安装架2外,以将天线基板以及隔离片7裁剪,工作台面3上贯穿开设有收集槽19,其用于收集裁剪压持后的天线基板,当安装好芯片的天线基板输送到热压板5下方时,此时通过液压推杆使得安装架2向下移动,从而使得热压板5向下移动,在安装架2向下移动的过程中,通过连动组件10使得裁剪刀圈9向下移动,从而裁剪刀圈9一次裁剪隔离片7和天线基板,因为使得裁剪刀圈9内部为中空,所以会使得实现被裁剪的隔离片7位于裁剪刀圈9内,从而可以很好的与裁剪后的天线基板贴合,优选的,工作台面3上,开设有与裁剪刀圈9形状一致的口型槽,可以使得裁剪刀圈9在下降时不与工作台面3接触,保护了裁剪刀圈9的开刃端,此时安装架2继续移动直到热压板5与裁剪后的天线基板、隔离片7贴合,从而完成将隔离片7粘接在天线基板上,此时裁剪刀圈9的开刃端位于工作台面3的口型槽内,起到了限位的目的,可以防止隔离片7在热压时出现压偏的现象,需要是需要说明的是,在热压的过程中,天线基板与隔离片7不处于运动状态,当热压好后,通过液压推杆使得安装架2向上移动,从而通过连动组件10使得裁剪刀片向上移动,直到裁剪刀片的开刃端位于安装架2的内部,然后通过驱动组件8使得两个安装杆6同步转动,以使裁剪后隔离片7废料卷入到右侧的安装杆6上,从而完成对隔离片7废料的收集,以使隔离片7未裁剪的部分位于热压板5的下方,与此同时,裁剪后的天线基板一同移动,直到完整的天线基板位于热压板5下方,以方便下次热压以及裁剪,需要说明的是,天线基板时贴在工作台面3上的滑动的,通过现有的rfid标签全自动封装设备上传输天线基板的输送机输送,当天线基板移动时,因为热压后的天线基板位于裁剪后的口型腔内,所以天线基板移动时会带动裁剪后的天线基板移动,当裁剪后的天线基板移动到收集槽19上方时,则会因为重力的作用从收集槽19掉落,优选的,收集槽19下方可以放置有用于收集热压后天线基板的容置箱,方便后续的整理,该装置与现有的相比,通过裁剪刀圈9配合连动组件10使得在热压的过程中可以直接对天线基板以及隔离片7进行裁剪,从而热压后的天线基板不需要移动到裁剪机内,减小了错位以及脱离的可能性,因此更具有新颖性。
22.如图1、图2、图4、图6和图9所示,在一些实施例中,连动组件10包括转动安装在安装架2内的转轮1002,转轮1002外周侧倾斜开设有环形槽1003,裁剪刀圈9上水平构造有连接杆1001,连接杆1001的一端位于环形槽1003相对两侧之间且形成贴合,安装架2上安装有作用于转轮1002的传动组件11,当安装架2移动时,通过传动组件11以使转轮1002转动,也就是说,当安装架2向下移动时,此时通过传动组件11可以使得转轮1002转动,具体的,当裁
剪刀圈9开刃出位于安装架2内时,此时连接杆1001位于环形槽1003最高处位置,当安装架2向下移动到热压板5与天线基板接触热压时,再次过程中,通过传动组件11使得转轮1002转动一百八十度,因为连接杆1001的一端位于转轮1002的环形槽1003内,裁剪刀圈9为竖直向移动,所以转轮1002转动时通过环形槽1003可以使得连接杆1001向下移动(如图9所示,因为转轮1002转动时环形槽1003也随之转动,从而使得环形槽1003的最高处位置发生改变,而转到一百八十度后,此时是环形槽1003最低处,所以连接杆1001会向下移动),以带动与连接杆1001连接的裁剪刀圈9向下向下移动。
23.如图1、图2、图4和图7所示,在一些实施例中,传动组件11包括竖直安装在安装架2外侧的弹簧伸缩杆1101,弹簧伸缩杆1101的活动端朝下且安装有呈竖直向的齿条1102,安装架2上通过转轴转动安装有与齿条1102啮合的驱动齿轮1103,还包括两个锥齿轮1104,其中一个锥齿轮1104与转轴连接,另一个锥齿轮1104安装在转轮1002顶部中心位置,也就是说,当安装架2移动的过程中,弹簧伸缩杆1101的伸缩端会靠近工作台面3,直到与工作台面3接触,此时弹簧伸缩杆1101的活动端会向内缩,此时弹簧伸缩杆1101的活动端移动会带动齿条1102移动,从而使得与齿条1102啮合的驱动齿轮1103转动,以使的安装有锥齿轮1104的转轴转动,从而使得另一个锥齿轮1104转动,因为转轮1002与另一个锥齿轮1104连接,所以会使得转轮1002转动。
24.如图1、图2和图7所示,在一些实施例中,驱动组件8包括两个对称安装在安装架2上的架体801,两个架体801分别位于两个收卷架4下方,架体801上对称转动安装有两个用于夹持隔离片7两侧的驱动轮802,架体801上两个驱动轮802均安装有传动齿轮803,两个传动齿轮803相互啮合,当其中一个架体801上的两个驱动轮802转动时,通过连动件12以使另一个架体801上的驱动轮802转动,需要说明的时,其中一个架体801上安装有驱动其中一个传动齿轮803转动的电机,当架体801上的点电机转动带动其中一个驱动轮802转动时,此时其中一个传动齿轮803转动会带动另一个驱动齿轮1103转动,从而使得架体801上的两个驱动轮802转动方向相反,如图1所示,位于左边的架体801上的两个驱动轮802转动以将右边装有完好的隔离片7输送,从而使得左边收卷架4上的安装杆6转动,与此同时,通过连动件12使得右边架体801上的两个驱动轮802转动,已实现隔离片7从左到右输送,已达到两个安装同步转动,需要说明的是,此时两个安装杆6转动方向相同。
25.如图1、图2、图5图8所示,在一些实施例中,连动件12包括由主动拨盘12011以及从动槽轮12012组合而成的槽轮机构1201,需要说明的是,槽轮机构1201为现有机械结构,由主动拨盘12011、从动槽轮12012和机架组成,主动拨盘12011以等角速度作连续回转,主动拨盘12011上构造有圆销,当主动拨盘12011上的圆销未进入从动槽轮12012的径向槽时,由于从动槽轮12012的内凹锁止弧被主动拨盘12011的外凹锁止弧卡住,故从动槽轮12012不动,此后,从动槽轮12012受圆销的驱使而转动,而圆销在另一边离开径向槽时,锁止弧又被卡住,从动槽轮12012又静止不动,直至圆销再次进入从动槽轮12012的另一个径向槽时,又重复上述运动,所以,从动槽轮12012作时动时停的间歇运动;主动拨盘12011通过转轴转动安装在安装架2上,从动槽轮12012安装在架体801其中一个驱动轮802上,两个槽轮机构1201呈对称设置,两个主动拨盘12011之间连接有传动件13,安装架2上安装有驱动其中一个主动拨盘12011转动的电机,当其中一个主动拨盘12011转动时,通过传动件13以使另一个主动拨盘12011转动,也就是说,架体801上的电机安装在安装架2上,用于带动主动拨盘
12011转动,从而使得从动槽轮12012做间接转动,从动槽轮12012转动会带动其中一个驱动轮802转动,从而使得安装架2上的两个驱动轮802同步且相反转动,此时因为通过传动件13,所以会使得两个架体801上的驱动轮802转动,已实现传输隔离片7,需要说明的是,当热压板5热压完毕时,主动拨盘12011为匀速转动,当从动槽轮12012通过转动一次时,相当于将隔离片7裁剪后的部分卷入到右侧的安装杆6上(如图1所示),此时天线基板也在移动,从而可以进下次热压裁剪,槽轮机构1201的设计可以精准的控制每次热压裁剪后隔离片7的移动传输距离,从而防止隔离片7移动过多导致材料浪费,从而节约了成本。
26.如图1、图5和图8所示,在一些实施例中,传动件13包括两个皮带轮1301,其中一个皮带轮1301安装在其中一个主动拨盘12011转轴上,另一个皮带轮1301安装在另一个主动拨盘12011转轴上,两个皮带轮1301之间传动连接有传送带1302,也就是说,其中一个主动拨盘12011通过电机驱动时,会带动皮带轮1301转动,因为两皮带轮1301之间连接有传送带1302,所以会使得两个主动拨盘12011同步转动。
27.如图1、图2和图3所示,在一些实施例中,工作台面3位于热压板5下方贯穿开设有穿槽14,安装座1位于穿槽14下方构造有连接柱15,连接柱15的端部构造有位于穿槽14内且与工作台面3平齐的连接块16,也就是说,裁剪热压后的天线基板位于连接块16上,裁剪刀圈9滑动后位于穿槽14与连接块16之间,也就是说,当裁剪刀圈9向下移动时会位于穿槽14与连接块16之间,从而使得裁剪刀圈9的开刃部分不会直接与工作台面3接触,保护了裁剪刀圈9,而且,裁剪刀圈9裁剪后的碎屑会从穿槽14与连接块16之间掉落,从而不会位于工作台面3上,保证的工作台面3的整洁,优选的,安装座1位于穿槽14的下方可以防止后用于收集碎屑的收集盒,方便后期清理碎屑。
28.如图1-图3所示,在一些实施例中,工作台面3上安装有连接架17,连接架17上转动安装有杆体18,天线基板尾端绕设在杆体18上,用于收卷裁剪后的天线基板,连接架17上安装有驱动杆体18转动的电机,杆体18位于连接架17上方且收集槽19开设在天线基板弯折处,也就是说,天线基板裁剪后的废料通过转动的杆体18使得卷入在杆体18上,从而方便后续清理天线基板的废料,收集槽19位于天线基板的弯折处(如图2所示),当天线基板在移动时,会带动热压好的天线基板移动,当移动到折弯处后,因为热压好的天线基板的硬度和重量都有所提高,所以会直接掉入到收集槽19中,不会随着天线基板的废料卷入杆体18上。
29.如图1-3所示,在一些实施例中,安装架2上转动安装有两个用于绷紧传送带1302的驱动辊20,驱动辊20的设计,使得传送带1302在使用时不容易出现打滑现象,改变传送带1302的传动轨迹可以放置传送带1302在传动时与其他零部件接触。
30.如图1-3所示,在一些实施例中,安装座1且位于工作台面3下方倾斜安装有输送带组件21,输送带组件21的最高端与工作台面3底面连接,输送带组件21输送面位于收集槽19下方,也就是说,热压后的天线基板掉落到收集槽19内后会到达输送带组件21上,输送带组件21倾斜的设计使得天线基板在掉落时不容易从输送带组件21上掉落,优选的,输送带组件21的末端防止收集筒,或者再次连接一个输送带组件21,从而将热压后的天线基板之间输送到指定的位置一种玻璃管型rfid电子标签的自动化封装设备的使用方法,包括以下步骤:装有芯片的天线基板上运输到热压板5下方时,此时通过驱动部使得安装座1向下移动,从而使得位于热压板5下方的的隔离片7与天线基板贴合,此时安装座1继续向下移
动,从而使得弹簧伸缩杆1101与工作台面3贴合,使得弹簧伸缩杆1101的活动端移动,以形成齿条1102的移动,齿条1102移动带动驱动齿轮1103移动,从而使得其中一个锥齿轮1104转动,锥齿轮1104转动带动另一个锥齿轮1104转动,从而使得转轮1002转动,转轮1002转动使得转轮1002上的环形槽1003转动,以使连接杆1001向下移动,从而使得裁剪刀圈9向下一定移动,将天线基板以及隔离片7裁剪,此时裁剪刀圈9的开刃端位于穿槽14与连接块16之间,此时安装座1持续向下移动,直到安装座1上的热压板5与裁剪后的天线基板与隔离片7接触形成热压,热压好后,通过驱动部使得安装座1向上移动,此时主动拨盘12011上的电机持续转动,当热压完毕后,主动拨盘12011带动从动槽轮12012转动,使得其中一个驱动轮802转动,驱动轮802转动从而使得驱动轮902上的传动齿轮803转动,因为架体801上的传动齿轮803相互啮合,所以会使得两个驱动轮802同步且以相反的方向转动,此时因为主动拨盘12011转轴上安装有皮带轮1301,两个皮带轮1301之间连接与传送带1302,所以会使得两个收卷架4上的驱动轮802转动,从而使得裁剪后的隔离片7废料移动到另一个收卷架4内,裁剪后的天线基板废料则连接架17上的电机带动杆体18转动,以将裁剪后的天线基板废料卷入到连接架17内,天线基板移动时会拉动热压后的天线基板移动,使得热压后的天线基板从收集槽19掉落到输送带组件21上进行运输。
31.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1