绝缘物包覆软磁性粉末、压粉磁芯、磁性元件、电子设备的制作方法
绝缘物包覆软磁性粉末、压粉磁芯、磁性元件、电子设备
1.本技术是申请日为2019年4月25日、申请号为201910342893.0、发明名称为“绝缘物包覆软磁性粉末、压粉磁芯、磁性元件、电子设备”的专利申请的分案申请,其全部内容结合于此作为参考。
技术领域
2.本发明涉及绝缘物包覆软磁性粉末、压粉磁芯、磁性元件、电子设备以及移动体。
背景技术:
3.近年来,笔记本型电脑这样的便携设备不断小型化、轻量化,但为了实现小型化与高性能化的并存,需要使开关电源高频化。目前,开关电源的驱动频率不断高频化至几百khz以上,与此相伴地,对于内置于便携设备中的扼流线圈、电感器等磁性元件,也需要应对高频化。
4.然而,在这些磁性元件的驱动频率被高频化的情况下,在各磁性元件所具备的磁芯中,产生由涡电流引起的焦耳损耗(涡流损耗)显著增大的问题。因此,通过将包含于磁芯中的软磁性粉末的粒子彼此绝缘来实现涡流损耗的减少。
5.例如,在专利文献1中公开有设于粒子表面的绝缘层由铝等的氧化物微粒形成的软磁性金属粒子粉末。另外,公开有这样的软磁性金属粒子粉末是通过使由压缩、剪切力形成的机械能作用于氧化物微粒来制造的。
6.专利文献1:日本特开2009-188270号公报
7.近年来,谋求通过实施超高温(例如烧结温度以上)下的热处理来更加可靠地去除残留于软磁性粉末的应变。由此,使矫顽力降低,实现磁滞损耗的减少。
8.然而,即使是如专利文献1记载的软磁性金属粒子粉末,在超过烧结温度这样的超高温下的热处理中,在金属粒子彼此之间有时也会发生凝聚。若产生这样的凝聚,则有损于作为粉末的特性,因此软磁性金属粒子粉末的成形性降低。因此,在压粉成形时,无法获得充分的填充性,压粉磁芯的磁特性降低。
技术实现要素:
9.本发明是为了解决上述技术问题而作出的,能够作为以下的应用例而实现。
10.本发明的应用例所涉及的绝缘物包覆软磁性粉末其特征在于,具有核粒子和绝缘粒子,所述核粒子具备基部和氧化膜,所述基部包含软磁性材料,所述氧化膜设于所述基部的表面,并包含所述软磁性材料所含有的元素的氧化物,所述绝缘粒子设于所述核粒子的表面,并具有绝缘性,所述绝缘物包覆软磁性粉末经历以1000℃进行加热的热处理后的热处理后平均粒径是经历所述热处理前的热处理前平均粒径的90%以上110%以下。
11.本发明的应用例所涉及的压粉磁芯其特征在于,包括上述的绝缘物包覆软磁性粉末。
12.本发明的应用例所涉及的磁性元件其特征在于,具备以上的压粉磁芯。
13.本发明的应用例所涉及的电子设备其特征在于,具备以上的磁性元件。
14.本发明的应用例所涉及的移动体其特征在于,具备以上的磁性元件。
附图说明
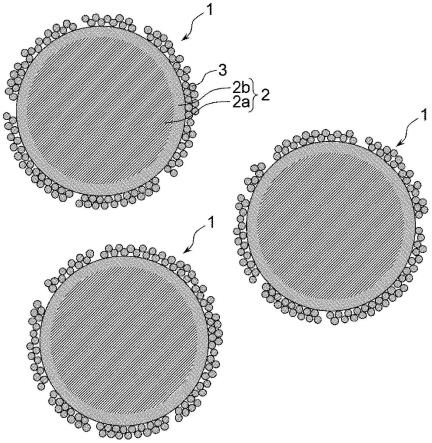
15.图1是表示本发明的绝缘物包覆软磁性粉末的实施方式的一粒子的剖视图。
16.图2是表示图1所示的绝缘物包覆软磁性粒子的应变例的剖视图。
17.图3是表示粉末包覆装置的结构的纵剖视图。
18.图4是表示粉末包覆装置的结构的纵剖视图。
19.图5是表示应用了第一实施方式所涉及的磁性元件的扼流线圈的示意图(平面图)。
20.图6是表示应用了第二实施方式所涉及的磁性元件的扼流线圈的示意图(透视立体图)。
21.图7是表示应用了具备实施方式涉及的磁性元件的电子设备的移动型(或笔记本型)个人计算机的结构的立体图。
22.图8是表示应用了具备实施方式涉及的磁性元件的电子设备的智能电话的结构的平面图。
23.图9是表示应用了具备实施方式涉及的磁性元件的电子设备的数码相机的结构的立体图。
24.图10是表示应用了具备实施方式涉及的磁性元件的移动体的汽车的立体图。
25.附图标记说明
26.1、绝缘物包覆软磁性粒子;1’、绝缘物包覆软磁性粒子;2、核粒子;2a、基部;2b、氧化膜;3、绝缘粒子;10、扼流线圈;11、压粉磁芯;12、导线;20、扼流线圈;21、压粉磁芯;22、导线;100、显示部;101、粉末包覆装置;110、容器;120、臂;130、旋转轴;140、凿子;150、刮刀;1000、磁性元件;1100、个人计算机;1102、键盘;1104、主体部;1106、显示单元;1200、智能电话;1202、操作按钮;1204、听筒;1206、话筒;1300、数码相机;1302、壳体;1304、受光单元;1306、快门按钮;1308、存储器;1312、视频信号输出端子;1314、输入/输出端子;1430、电视监视器;1440、个人计算机;1500、汽车。
具体实施方式
27.以下,基于附图所示的优选实施方式来详细说明本发明的绝缘物包覆软磁性粉末、压粉磁芯、磁性元件、电子设备以及移动体。
28.[绝缘物包覆软磁性粉末]
[0029]
首先,对本实施方式涉及的绝缘物包覆软磁性粉末进行说明。
[0030]
图1是表示本发明的绝缘物包覆软磁性粉末的实施方式的一粒子的剖视图。需要注意的是,在以下的说明中,也将绝缘物包覆软磁性粉末的一粒子称为“绝缘物包覆软磁性粒子”。
[0031]
图1所示的绝缘物包覆软磁性粒子1具有:核粒子2,具备包含软磁性材料的基部2a和设于基部2a的表面的氧化膜2b;以及绝缘粒子3,设于核粒子2的表面,并具有绝缘性。此外,氧化膜2b包括所述软磁性材料所含有的元素的氧化物。另外,绝缘物包覆软磁性粒子1
满足经历以1000℃进行加热的热处理后的热处理后平均粒径是经历所述热处理前的热处理前平均粒径的90%以上110%以下的关系。
[0032]
在这样的绝缘物包覆软磁性粒子1中,首先,通过在核粒子2的表面设有绝缘粒子3,从而确保了粒子间的绝缘性。因此,通过将这样的绝缘物包覆软磁性粒子1成形为规定的形状,能够制造可实现涡流损耗小的磁性元件的压粉磁芯。
[0033]
尤其是在绝缘物包覆软磁性粒子1的表面存在有绝缘粒子3,从而更可靠地抑制核粒子2彼此的接触。由此,能够确保核粒子2彼此之间的绝缘电阻,实现涡流损耗的减少。
[0034]
另外,这样的绝缘物包覆软磁性粒子1构成为,经历1000℃的热处理后的热处理后平均粒径相对于经历所述热处理前的热处理前平均粒径的比率在前述范围内。即,该绝缘物包覆软磁性粒子1通过使绝缘粒子3介于核粒子2彼此之间,从而即使经历高温下的热处理,也不易产生粒子间的凝聚、粘着等。因此,即使是在经过了热处理后,也具有与热处理前同等的平均粒径,可获得压粉成形时的良好的填充性。其结果是,绝缘物包覆软磁性粒子1即使在经过了高温下的热处理后,也展示出作为粉末的良好的处理性,可制造磁特性良好的压粉体。
[0035]
进而,根据这样的绝缘物包覆软磁性粒子1,由于耐高温性高,因此例如能够实现高温下的可靠性高的压粉磁芯以及磁性元件。因此,这样的压粉磁芯、磁性元件例如即使在像发动机室那样的长时间维持高温的环境下使用,也能够维持优异的可靠性。
[0036]
另外,图2是表示图1所示的绝缘物包覆软磁性粒子的应变例的剖视图。
[0037]
相对于在上述图1所示的绝缘物包覆软磁性粒子1中使绝缘粒子3与核粒子2的表面接触,在图2所示的绝缘物包覆软磁性粒子1’中,绝缘粒子3的一部分埋入核粒子2的表面、具体地说为后述的氧化膜2b。
[0038]
在这样的绝缘物包覆软磁性粒子1’中,能够更大地确保核粒子2与绝缘粒子3的接触面积。因此,尤其能够降低绝缘粒子3从核粒子2脱落的概率。其结果是,可获得即使经历了高温下的热处理也特别不易产生粒子间的凝聚、粘着等的绝缘物包覆软磁性粒子1’。
[0039]
需要注意的是,如图2所示,也可以使多个绝缘粒子3中的一部分埋入氧化膜2b,但也可以使全部埋入氧化膜2b。
[0040]
另外,在一个绝缘粒子3中,也可以使其一部分埋入氧化膜2b,但也可以使全部埋入氧化膜2b中。
[0041]
以下,详细叙述制造图1所示的绝缘物包覆软磁性粒子1的方法的一例。
[0042]
这样的一例的制造方法是使具有绝缘性的绝缘粒子3机械性地粘着于核粒子2的方法。由此,绝缘粒子3粘着于核粒子2的表面而可得到上述绝缘物包覆软磁性粒子1。
[0043]
图3以及图4是分别表示粉末包覆装置的结构的纵剖视图。
[0044]
[1]首先,准备核粒子2以及绝缘粒子3(参照图3)。
[0045]
核粒子2是包含软磁性材料的粒子。
[0046]
本实施方式所涉及的核粒子2具备:基部2a,包含软磁性材料;以及氧化膜2b,设于基部2a的表面,并包含上述软磁性材料所含有的元素的氧化物。
[0047]
在这样的核粒子2中,由于设有导电性比基部2a低的氧化膜2b,因此即使在核粒子2自身中,也会提高核粒子2彼此之间的绝缘电阻。由此,在对绝缘物包覆软磁性粒子1进行压粉而成的压粉体中,实现涡流损耗的进一步减少。
[0048]
作为包含于基部2a中的软磁性材料,例如,除了纯铁、硅钢(fe-si类合金)、坡莫合金(fe-ni类合金)、坡明德合金(fe-co类合金)、铝硅铁粉那样的fe-si-al类合金、fe-cr-si类合金、fe-cr-al类合金等各种fe类合金以外,还列举有各种ni类合金、各种co类合金等。其中,从导磁率、磁通密度等磁特性、成本等生产率的角度出发,优选使用各种fe类合金。
[0049]
另外,软磁性材料的结晶性并未特别限定,既可以是晶质,也可以是非晶质(无定形物质),还可以是微晶质(纳米晶质)。
[0050]
需要说明的是,在基部2a中,优选软磁性材料为主材料,此外也可以含有杂质。
[0051]
另一方面,包含于氧化膜2b中的氧化物是包含于基部2a中的软磁性材料所含有的元素的氧化物。因而,在包含于基部2a中的软磁性材料例如为fe-cr-si类合金的情况下,氧化膜2b包含氧化铁、氧化铬以及氧化硅中至少一种即可。另外,fe-cr-si类合金有时也包含除fe、cr以及si这样的主要元素以外的元素(其它元素),在该情况下,既可以取代主要元素的氧化物而包含其它元素的氧化物,也可以包含主要元素的氧化物和其它元素的氧化物两者。
[0052]
作为包含于氧化膜2b中的氧化物,例如列举有氧化铁、氧化铬、氧化镍、氧化钴、氧化锰、氧化硅、氧化硼、氧化磷、氧化铝、氧化镁、氧化钙、氧化锌、氧化钛、氧化钒、氧化铈等,可含有它们中的一种或两种以上。
[0053]
其中,氧化膜2b优选包含玻璃形成成分或者玻璃稳定化成分。由此,例如在绝缘粒子3包含氧化物的情况下,氧化膜2b发挥作用,以促进绝缘粒子3粘着于氧化膜2b。即,玻璃形成成分或者玻璃稳定化成分在与包含于绝缘粒子3的氧化物之间产生玻璃化等相互作用,促进绝缘粒子3更加牢固地粘着于氧化膜2b。其结果是,绝缘粒子3不易从核粒子2的表面脱落,可获得绝缘性不易降低且可靠性高的绝缘物包覆软磁性粒子1。
[0054]
另外,通过玻璃化,例如即使在反复高温与低温那样的环境下,也不易在核粒子2与绝缘粒子3之间产生间隙。因此,例如能够抑制因水分等进入间隙而导致的绝缘性降低。因而,在这样的方面中,也可获得耐高温性良好的绝缘物包覆软磁性粒子1。
[0055]
换言之,绝缘粒子3优选与氧化膜2b复合化。由此,核粒子2与绝缘粒子3之间更加牢固地贴紧,即使在高温下也能够抑制绝缘性降低。
[0056]
需要注意的是,复合化是指绝缘粒子3陷入氧化膜2b的状态、或者绝缘粒子3的构成成分与氧化膜2b相互扩散的状态。
[0057]
作为玻璃形成成分,例如列举有氧化硅、氧化硼、氧化磷等。
[0058]
另一方面,作为玻璃稳定化成分,例如列举有氧化铝等。
[0059]
即使在这样的氧化物之中,氧化膜2b也优选包含氧化硅、氧化铝以及氧化铬中至少一种。由于氧化硅为玻璃形成成分,而氧化铝为玻璃稳定化成分,因此易于与包含于绝缘粒子3中的氧化物一起产生玻璃化等相互作用。因此,绝缘粒子3更加牢固地粘着于氧化膜2b,可获得绝缘性不易降低且可靠性高的绝缘物包覆软磁性粒子1。另外,由于氧化铬在化学上稳定,因此可获得即使在高温下绝缘性也不易降低且可靠性高的绝缘物包覆软磁性粒子1。
[0060]
需要说明的是,氧化膜2b的有无能够根据从核粒子2的表面朝向中心的方向(以下称作“深度方向”)上的氧原子的浓度分布来确定。即,当获取到核粒子2的深度方向上的氧原子的浓度分布时,能够根据该分布来评价氧化膜2b的有无。
[0061]
这样的浓度分布例如能够通过并用溅射的俄歇电子能谱法的深度方向分析来获取。在该分析中,使离子与核粒子2的表面碰撞,一边将原子层逐渐剥离,一边向核粒子2照射电子束,基于从核粒子2释放的俄歇电子的动能,进行原子的鉴定、定量。因此,通过将溅射所需的时间换算为因溅射而剥离的原子层的厚度,能够求得距核粒子2的表面的深度与组成比的关系。
[0062]
另外,由于能够将距核粒子2的表面的深度为300nm的位置视为距表面足够深,因此能够将该位置处的氧浓度视为核粒子2的内部的氧浓度。
[0063]
如此一来,通过根据从核粒子2的表面起在深度方向上的氧浓度分布来计算相对于内部的氧浓度的相对量,能够计算氧化膜2b的厚度。具体地说,核粒子2在其制造过程中从表面朝向内部推进氧化,但只要上述分析得到的氧浓度在上述内部的氧浓度的
±
50%的范围内,就能够视为在该分析对象的部位不存在氧化膜2b。另一方面,只要上述分析得到的氧浓度比上述内部的氧浓度的+50%高,就能够视为在该分析对象的部位存在有氧化膜2b。
[0064]
因而,通过反复进行这样的评价,能够求得氧化膜2b的厚度。
[0065]
需要注意的是,包含于氧化膜2b中的氧化物的种类例如能够通过x射线光电子能谱法等来确定。
[0066]
这样测定出的氧化膜2b的厚度优选为5nm以上200nm以下,更加优选为10nm以上100nm以下。由此,核粒子2其本身也具有绝缘性。因此,在绝缘粒子3的共同作用下,可获得绝缘性更高的绝缘物包覆软磁性粒子1。
[0067]
另外,根据这样的厚度的氧化膜2b,能够进一步提高氧化膜2b与绝缘粒子3的粘着强度。由此,绝缘粒子3更加不易从核粒子2的表面脱落,能够实现绝缘物包覆软磁性粒子1的可靠性的进一步提高。
[0068]
需要说明的是,若氧化膜2b的厚度低于所述下限值,则氧化膜2b的厚度薄,因此存在绝缘物包覆软磁性粒子1的粒子彼此的绝缘性降低、或者绝缘粒子3易于从氧化膜2b脱落的隐患。另一方面,若氧化膜2b的厚度高于所述上限值,则氧化膜2b的厚度过厚,因此基部2a的体积相对地减少,存在对绝缘物包覆软磁性粒子1进行压粉而成的压粉体的磁特性降低的隐患。
[0069]
这样的核粒子2也可以通过任意方法制造而成,例如通过雾化法(例如水雾化法,气体雾化法、高速旋转水流雾化法等)、还原法、羰基法、粉碎法等各种粉末化法制造而成。
[0070]
其中,优选将通过水雾化法或者高速旋转水流雾化法制造而成的核粒子用作核粒子2。根据水雾化法以及高速旋转水流雾化法,能够效率良好地制造极其微小的粉末。另外,由于在水雾化法以及高速旋转水流雾化法中,利用熔融金属与水的接触来进行粉末化,因此在核粒子2的表面形成适度膜厚的氧化膜2b。其结果是,能够效率良好地制造具备适度膜厚的氧化膜2b的核粒子2。
[0071]
需要注意的是,在制造核粒子2时,氧化膜2b的厚度例如能够通过熔融金属的冷却速度来调整。具体地说,通过减慢冷却速度而能够加厚氧化膜2b。
[0072]
另一方面,绝缘粒子3是包含绝缘性材料的粒子。
[0073]
作为绝缘性材料,列举有各种陶瓷材料。具体地说,列举有氧化铝、氧化镁、氧化钛、氧化锆、氧化硅、氧化铁、氧化钾、氧化钠、氧化钙、氧化铬、氮化硼、氮化硅、碳化硅等,使用包含它们中的一种或者两种以上的材料。
[0074]
其中,绝缘粒子3优选包含氧化铝、氧化硅、氧化锆以及氮化硅中的至少一种。它们的硬度以及软化点(熔点)较高。因此,具有这样的绝缘粒子3的绝缘物包覆软磁性粒子1即使在受到压缩载荷时,也易于维持绝缘粒子3的粒子形状。因此,可获得即使在被压粉时,粒子间的绝缘性也不易降低,能够进行高压下的压粉成形并能制造磁特性良好的压粉体的绝缘物包覆软磁性粒子1。另外,具有这样的绝缘粒子3的绝缘物包覆软磁性粒子1的耐热性优异。因此,能够实现即使经历了高温下的热处理,平均粒径的变化也少,且在成形模具中的填充性这样的粉末特性不易降低的绝缘物包覆软磁性粒子1。
[0075]
另外,优选使用硬度较高的材料作为绝缘性材料。具体地说,优选莫氏硬度为6以上的材料,更加优选为6.5以上9.5以下的材料。根据这样的绝缘性材料,即使在受到压缩载荷时,也易于维持绝缘粒子3的粒子形状。因此,可获得即使在被压粉时,粒子间的绝缘性也不易降低,能够进行高压下的压粉成形并能制造磁特性良好的压粉体的绝缘物包覆软磁性粒子1。
[0076]
进而,具有这样的莫氏硬度的绝缘性材料由于熔点较高,因此耐热性优异。因此,能够实现即使经历了高温下的热处理,平均粒径的变化也少,且在成形模具中的填充性这样的粉末特性不易降低的绝缘物包覆软磁性粒子1。
[0077]
绝缘粒子3的平均粒径并未特别限定,优选为1nm以上500nm以下,更加优选为5nm以上300nm以下,进一步优选为8nm以上100nm以下。通过将绝缘粒子3的平均粒径设定在前述范围内,从而在后述工序中使绝缘粒子3机械性地粘着于核粒子2时,能够对绝缘粒子3施加必要且充分大小的压力。其结果是,能够使绝缘粒子3良好地紧贴于核粒子2。
[0078]
需要注意的是,绝缘粒子3的平均粒径是通过激光衍射方式的粒度分布测量装置在质量基准的累计分布中从小径侧起累积50%时的粒径。
[0079]
另外,绝缘粒子3的平均粒径优选为核粒子2的平均粒径的0.01%以上10.0%以下左右,更加优选为0.05%以上5.0%以下左右。若绝缘粒子3的平均粒径在前述范围内,则绝缘物包覆软磁性粒子1具有足够的绝缘性,并且在对该绝缘物包覆软磁性粒子1的集合物进行加压、成形而制造出压粉磁芯的情况下,防止压粉磁芯中的核粒子2的占有率的显著降低。其结果是,可获得能够制造涡流损耗小、且导磁率、磁通密度等磁特性优异的压粉磁芯的绝缘物包覆软磁性粒子1。
[0080]
需要注意的是,核粒子2的平均粒径优选为1μm以上50μm以下,更加优选为2μm以上30μm以下,进一步优选为3μm以上15μm以下。若核粒子2的平均粒径在前述范围内,则可获得能够制造涡流损耗小、且导磁率、磁通密度等磁特性优异的压粉磁芯的绝缘物包覆软磁性粒子1。
[0081]
另外,绝缘粒子3的添加量优选为核粒子2的0.1质量%以上5质量%以下,更加优选为0.3质量%以上3质量%以下。若绝缘粒子3的添加量在前述范围内,则绝缘物包覆软磁性粒子1具有充分的绝缘性,并且在对该绝缘物包覆软磁性粒子1的集合物进行加压、成形而制造出压粉磁芯的情况下,防止压粉磁芯中的核粒子2的占有率显著降低。其结果是,可获得能够制造涡流损耗小、且导磁率、磁通密度等磁特性优异的压粉磁芯的绝缘物包覆软磁性粒子1。
[0082]
[2]接下来,使绝缘粒子3机械性地粘着于核粒子2。由此,可获得绝缘物包覆软磁性粒子1。
[0083]
该机械性的粘着是通过以高压力将绝缘粒子3压抵于核粒子2的表面而产生的。具体地说,通过使用图3以及图4所示那样的粉末包覆装置101来产生上述机械性的粘着,来制造绝缘物包覆软磁性粒子1。
[0084]
作为使核粒子2以及绝缘粒子3产生机械性的压缩和摩擦作用的装置,列举有锤磨机、盘磨机、辊磨机、球磨机、行星式磨机、喷磨机等各种粉碎机、angmill(注册商标)、高速椭圆型混合机、mix muller(注册商标)、jacobson磨机、mechanofusion(注册商标),hybridization(注册商标)等各种摩擦混合机等,此处,作为一例,对具有容器110和在其内侧沿着容器的内壁旋转的凿子140的图3及图4所示的粉末包覆装置101(摩擦混合机)进行说明。
[0085]
粉末包覆装置101具有呈圆筒状的容器110和沿着径向设置在容器110内的棒状的臂120。
[0086]
容器110由不锈钢等金属材料构成,对投入其内部的核粒子2及绝缘粒子3的混合物施加机械性压缩和摩擦作用。
[0087]
另外,在臂120的长边方向的中心插通有旋转轴130,臂120设置成以该旋转轴130为旋转中心自由旋转。需要注意的是,旋转轴130设置成与容器110的中心轴一致。
[0088]
另外,在臂120的一端部设置有凿子140。该凿子140呈具有凸状的弯曲面和与其相对的平面的形状,弯曲面面向容器110的内壁、且被设置成该弯曲面与容器110的间隔距离为规定长度。由此,凿子140能够随着臂120的旋转一面与容器110的内壁维持一定距离,一面沿着内壁进行旋转。
[0089]
另外,在臂120的另一端部设置有刮刀150。该刮刀150为板状的部件,与凿子140同样地设置成刮刀150与容器110的间隔距离为规定长度。由此,刮刀150能够随着臂120的旋转刮削容器110的内壁附近。
[0090]
需要注意的是,旋转轴130与设置于容器110的外部的未图示的旋转驱动装置连接,由此能够使臂120旋转。
[0091]
另外,容器110在粉末包覆装置101的驱动过程中能够维持封闭状态,能够将内部维持为减压(真空)状态或以各种气体置换后的状态。需要注意的是,优选容器110中以氮气、氩气等不活泼气体进行置换。
[0092]
接下来,对使用粉末包覆装置101制造绝缘物包覆软磁性粒子1的方法进行说明。
[0093]
首先,将核粒子2和绝缘粒子3投入到容器110内。接着,封闭容器110,并使臂120旋转。
[0094]
在此,图3示出凿子140位于上方、而刮刀150位于下方时的粉末包覆装置101的状态,另一方面,图4示出凿子140位于下方、而刮刀150位于上方时的粉末包覆装置101的状态。
[0095]
利用刮刀150如图3所示地铲起核粒子2及绝缘粒子3。由此,核粒子2及绝缘粒子3与臂120的旋转一道地被提到上方、之后落下而被搅拌。
[0096]
另一方面,如图4所示,当凿子140下降时,核粒子2及绝缘粒子3进入到凿子140与容器110之间的间隙,它们与臂120的旋转一道地从凿子140受到压缩作用和摩擦作用。
[0097]
通过高速地重复上述搅拌与压缩摩擦作用,从而绝缘粒子3粘着于核粒子2的表面。
[0098]
臂120的转速根据投入到容器110内的粉末的量而略微不同,优选为1分钟300转~1200转左右。
[0099]
另外,凿子140对粉末进行压缩时的按压力根据凿子140的大小而不同,作为一例,优选为30n~500n左右。
[0100]
另外,如上所述的绝缘粒子3的粘着与使用了水溶液的涂布法不同,能够在干燥下进行,而且还能在不活泼气体气氛中进行。因此,消除了工艺中水分等介于核粒子2与绝缘层3之间的可能性,能够提高绝缘物包覆软磁性粒子1的长期耐久性。
[0101]
需要注意的是,也可以根据需要对绝缘粒子3施加表面处理。作为表面处理,例如列举有疏水处理。通过实施疏水处理,能够抑制水分吸附于绝缘粒子3。因此,能够抑制由水分引起的核粒子2的劣化等。另外,也具有抑制绝缘物包覆软磁性粒子1凝聚的效果。
[0102]
作为疏水处理的例子,例如列举有三甲硅化、芳基化(例如苯基化)等。在三甲硅化中例如使用三甲基氯硅烷这样的三甲硅化剂等。另外,在芳基化中例如使用卤化芳基这样的芳基化剂。
[0103]
如上获得的绝缘物包覆软磁性粒子1满足经历1000℃的热处理后的热处理后平均粒径是经历所述热处理前的热处理前平均粒径的90%以上110%以下的关系。
[0104]
如上所述,这样的绝缘物包覆软磁性粒子1由于在经过了热处理后也具有与热处理前同等的平均粒径,因此例如即使在经历了压粉成形的情况下也显示出良好的填充性。即,由于核粒子2具备基部2a和氧化膜2b,因此在粒子彼此之间不易产生烧结等的相互作用。因此,即使经历了压粉成形等,也能够将绝缘物包覆软磁性粒子1致密地填充至成形模具的各个角落。因而,能够获得成形密度高、且导磁率、磁通密度等磁特性良好的压粉体。
[0105]
另外,由于能够进行高温下的热处理,因此能够在更短的时间内更加可靠地去除残留于绝缘物包覆软磁性粒子1的应变。由此,能够效率良好地制造导磁率、矫顽力等磁特性良好的压粉体。
[0106]
进而,通过在压粉成形前实施高温下的热处理,可获得具有如下优点的绝缘物包覆软磁性粒子1:即、即便在之后被压粉成形时,也不易产生应变,或者即便产生了应变也易于通过简单的热处理来去除。
[0107]
需要注意的是,1000℃的热处理是指以1000℃对绝缘物包覆软磁性粒子1加热4小时的处理。另外,处理气氛为氢气氛。
[0108]
另外,优选经历1000℃的热处理后的绝缘物包覆软磁性粒子1的平均粒径、即热处理后平均粒径满足经历所述热处理前的平均粒径、即热处理前平均粒径的92%以上108%以下的关系,更加优选满足95%以上105%以下的关系。
[0109]
需要注意的是,若热处理后平均粒径相对于热处理前平均粒径的比率低于前述下限值,则绝缘粒子3可能从绝缘物包覆软磁性粒子1脱落,与此相应地,可能压低平均粒径。因此,存在绝缘物包覆软磁性粒子1的绝缘性降低的隐患。另一方面,若热处理后平均粒径相对于热处理前平均粒径的比率高于所述上限值,则绝缘物包覆软磁性粒子1彼此可能烧结,与此相应地,可能提升平均粒径。因此,在绝缘物包覆软磁性粒子1经历了压粉成形等的情况下,有填充性降低的隐患。在这样的情况下,存在成形密度降低,压粉体的导磁率、磁通密度等磁特性降低的隐患。
[0110]
需要注意的是,绝缘物包覆软磁性粒子1的平均粒径是通过激光衍射方式的粒度
分布测量装置在质量基准的累计分布中从小径侧开始累积50%时的粒径。
[0111]
另外,与这样的平均粒径相关的关系能够根据核粒子2的粒径、量、绝缘粒子3的粒径、量等适当地进行调整。例如,在增多绝缘粒子3的量的情况下,热处理后的平均粒径具有相对于热处理前几乎不发生变化的趋势。另外,在增多核粒子2的量的情况下,热处理后的平均粒径具有相对于热处理前易于发生变化的趋势。
[0112]
另外,例如绝缘物包覆软磁性粒子1的平均粒径优选为1μm以上50μm以下,更加优选为2μm以上30μm以下,进一步优选为3μm以上15μm以下。若绝缘物包覆软磁性粒子1的平均粒径在前述范围内,则绝缘物包覆软磁性粒子1能够用于制造涡流损耗小、且导磁率、磁通密度等磁特性优异的压粉磁芯。
[0113]
另外,也可以根据需要对这样获得的绝缘物包覆软磁性粒子1进行分级。作为分级的方法,例如可列举出如筛分分级、惯性分级、离心分级那样的干式分级、如沉降分级那样的湿式分级等。
[0114]
另外,也可以在投入到粉末包覆装置101中之前,通过搅拌机或混合机等对核粒子2以及绝缘粒子3进行搅拌(混合)。
[0115]
另外,作为绝缘物包覆软磁性粒子1的集合物的粉末填充到了容器内时的体积电阻率(比电阻)优选为1[mω
·
cm]以上,更优选为5[mω
·
cm]以上1000[gω
·
cm]以下,进一步优选为10[mω
·
cm]以上500[gω
·
cm]以下。这样的体积电阻率是不使用追加的绝缘材料而实现的,因此,基于的是绝缘物包覆软磁性粒子1彼此之间的绝缘性本身。因此,若使用实现这样的体积电阻率的绝缘物包覆软磁性粒子1,则绝缘物包覆软磁性粒子1彼此之间被充分绝缘,因此,能够减少追加的绝缘材料的使用量,相应地,能够使压粉磁芯等中的绝缘物包覆软磁性粒子1的比率最大化。其结果是,能够实现高度兼顾了高的磁特性和低损耗的压粉磁芯。并且,能够提高压粉磁芯的绝缘破坏电压。
[0116]
需要注意的是,上述的体积电阻率是如下测定的值。
[0117]
首先,将测定对象的绝缘物包覆软磁性粉末1g填充到氧化铝制的圆筒中。然后,在圆筒的上下配置黄铜制的电极。
[0118]
接着,一面使用数字测力计以20kgf的载荷对上下的电极间进行加压,一面使用数字万用表对上下的电极间的电阻进行测定。
[0119]
然后,将测定出的电阻、加压时的电极间距离以及圆筒的内部的横截面积代入下述的计算式,从而算出体积电阻率。
[0120]
体积电阻率[mω
·
cm]=电阻[mω]
×
圆筒的内部的横截面积[cm2]/电极间距离[cm]
[0121]
需要注意的是,在将圆筒的内径设为2r[cm]时,能够通过πr2[cm2]求出圆筒的内部的横截面积。在本测定中,将圆筒的内径设为0.8[cm]。
[0122]
另外,将加压时的电极间距离设为0.425[cm]。
[0123]
另外,也可以与绝缘粒子3一起使用除绝缘粒子3以外的具有绝缘性的粒子。
[0124]
作为除绝缘粒子3以外的具有绝缘性的粒子,例如列举有玻璃粒子。
[0125]
作为包含于玻璃粒子中的成分,例如列举有bi2o3、b2o3、sio2、al2o3、zno、sno、p2o5、pbo、li2o、na2o、k2o、mgo、cao、sro、bao、gd2o3、y2o3、la2o3、yb2o3等,使用它们中的一种或者两种以上。
[0126]
除此之外,也可以使用硅材料这样的非导电性无机材料。
[0127]
需要注意的是,除绝缘粒子3以外的具有绝缘性的粒子的添加量优选为绝缘粒子3的50质量%以下,更加优选为30质量%以下。
[0128]
对如以上那样获得的绝缘物包覆软磁性粒子1实施热处理。通过实施热处理,如上所述,能够去除残留于绝缘物包覆软磁性粒子1的应变(退火)。由此,例如能够实现矫顽力等磁特性良好的压粉磁芯。
[0129]
热处理的温度根据软磁性材料的种类适当地设定,但优选为600℃以上1200℃以下,更加优选为800℃以上1100℃以下。通过将热处理的温度设定在前述范围内,能够在更短的时间内更加可靠地去除残留于绝缘物包覆软磁性粒子1的应变。由此,能够效率良好地制造磁特性良好的压粉体。
[0130]
另外,通过在压粉成形前以这样的温度实施热处理,可获得具有如下优点的绝缘物包覆软磁性粒子1:即、即便在之后被压粉成形时,也不易产生应变,或者即便产生了应变也易于通过简单的热处理来去除。
[0131]
另一方面,热处理的时间根据热处理的温度适当地设定,但优选为30分钟以上10小时以下,更加优选为1小时以上6小时以下。通过将热处理的时间设定在前述范围内,能够充分地去除残留于绝缘物包覆软磁性粒子1的应变。
[0132]
另外,热处理的气氛并未特别限定,列举有包含氧气、空气等的氧化性气氛、包含氢气、氨分解气体等的还原性气氛、包含氮气、氩气等的不活泼气氛、对任意气体进行减压的减压气氛等,但优选还原性气氛、不活性气氛或者减压气氛,更加优选还原性气氛。由此,能够一面抑制核粒子2的氧化膜2b的膜厚增加,一面进行退火处理。其结果是,可获得磁特性良好、且绝缘粒子3的紧贴强度高的绝缘物包覆软磁性粒子1。
[0133]
[压粉磁芯以及磁性元件]
[0134]
接下来,对本实施方式涉及的压粉磁芯和本实施方式涉及的磁性元件进行说明。
[0135]
本实施方式涉及的磁性元件可应用于扼流线圈、电感器、噪声滤波器、电抗器、变压器、电动机、致动器、天线、电磁波吸收体、电磁阀、发电机这样的具备磁芯的各种磁性元件。此外,本实施方式涉及的压粉磁芯可应用于这些磁性元件所具备的磁芯。
[0136]
在下文中,作为磁性元件的一个例子,以两种扼流线圈为代表进行说明。
[0137]
《第一实施方式》
[0138]
首先,对应用了第一实施方式涉及的磁性元件的扼流线圈进行说明。
[0139]
图5是表示应用了第一实施方式涉及的磁性元件的扼流线圈的示意图(平面图)。
[0140]
图5所示的扼流线圈10具有:环状(环形)的压粉磁芯11和卷绕在该压粉磁芯11上的导线12。这样的扼流线圈10通常被称为环形线圈。
[0141]
压粉磁芯11是将包含前述的绝缘物包覆软磁性粒子1的绝缘物包覆软磁性粉末、结合剂(粘结剂)以及有机溶剂混合,将得到的混合物供至成型模具,并进行加压、成型而得到的。即,压粉磁芯11包括本实施方式涉及的绝缘物包覆软磁性粉末。这样的压粉磁芯11由于粒子间的绝缘性以及耐热性良好,因此即使在高温下涡流损耗也少。另外,由于经过高温下的热处理,从而能够使绝缘物包覆软磁性粉末的矫顽力降低,因此实现磁滞损耗的减少。其结果是,实现压粉磁芯11的低损耗化(磁特性的提高),当将压粉磁芯11搭载于电子设备等时,能够减少电子设备等的功耗、或者实现高性能化,有助于提高电子设备等在高温下的
可靠性。
[0142]
另外,如上所述,作为磁性元件的一例的扼流线圈10具备压粉磁芯11。由此,扼流线圈10实现了高性能化和低铁损化。其结果,当将扼流线圈10安装在电子设备等中时,能够降低电子设备等的功耗、或实现高性能化,能够有助于提高电子设备等在高温下的可靠性。
[0143]
作为用于制造压粉磁芯11的结合剂的构成材料,例如可列举有机硅类树脂、环氧类树脂、酚醛类树脂、聚酰胺类树脂、聚酰亚胺类树脂、聚苯硫醚类树脂等有机材料;磷酸镁、磷酸钙、磷酸锌、磷酸锰、磷酸镉这样的磷酸盐、硅酸钠这样的硅酸盐(水玻璃)等无机材料等,特别优选热固化性聚酰亚胺或环氧类树脂。这些树脂材料通过加热容易固化,并且耐热性优异。因此,能够提高压粉磁芯11的制造容易度和耐热性。
[0144]
需要注意的是,结合剂根据需要使用即可,也可以省略。即使这样的情况下,在绝缘物包覆软磁性粉末中,也可实现粒子间的绝缘,因此能够抑制伴随着粒子间的导通而产生损耗。
[0145]
另外,结合剂相对于绝缘物包覆软磁性粉末的比例根据要制造的压粉磁芯11的目标饱和磁通密度、机械特性、容许的涡流损耗等而略微不同,优选为0.5质量%以上5.0质量%以下左右,更优选为1.0质量%以上3.0质量%以下左右。由此,能够一面使绝缘物包覆软磁性粉末的各粒子之间充分地粘接,一面获得饱和磁通密度、导磁率等磁特性优异的压粉磁芯11。
[0146]
另外,作为有机溶剂,只要可溶解结合剂即可,没有特别限定,例如可列举出甲苯、异丙醇、丙酮、甲乙酮、氯仿、乙酸乙酯等各种溶剂。
[0147]
需要注意的是,在所述混合物中,也可以根据需要以任意的目的添加各种添加剂。
[0148]
另一方面,作为导线12的构成材料,可列举出导电性高的材料,例如可列举出包括cu、al、ag、au、ni等的金属材料。
[0149]
需要注意的是,优选在导线12的表面具备具有绝缘性的表面层。由此,能够可靠地防止压粉磁芯11与导线12的短路。作为这样的表面层的构成材料,例如可列举出各种树脂材料等。
[0150]
接下来,对扼流线圈10的制造方法进行说明。
[0151]
首先,将绝缘物包覆软磁性粉末、结合剂、各种添加剂和有机溶剂混合,得到混合物。
[0152]
接着,使混合物干燥而得到块状的干燥体后,通过将该干燥体粉碎而形成造粒粉末。
[0153]
接下来,将该造粒粉末成型为要制造的压粉磁芯的形状,得到成型体。
[0154]
作为这种情况下的成型方法,不特别限定,例如可列举出压制成型、挤压成型、注塑成型等方法。需要注意的是,该成型体的形状尺寸预估对以后的成型体进行了加热时的收缩量而确定。另外,压制成型时的成型压力设为1t/cm2(98mpa)以上10t/cm2(981mpa)以下左右。
[0155]
接下来,通过对所得到的成型体进行加热,从而使结合剂固化,得到压粉磁芯11。此时,加热温度根据结合剂的组成等而略有不同,但在结合剂由有机材料构成的情况下,优选设为100℃以上500℃以下左右,更优选设为120℃以上250℃以下左右。另外,加热时间根据加热温度而不同,设为0.5小时以上5.0小时以下左右。
[0156]
通过以上,可得到对本实施方式涉及的绝缘物包覆软磁性粉末进行加压、成型而得的压粉磁芯11、以及沿着这样的压粉磁芯11的外周面缠绕导线12而成的扼流线圈10。
[0157]
需要注意的是,压粉磁芯11的形状不限定于图5所示的环状,例如也可以是环的局部缺损的形状,还可以是棒状。
[0158]
另外,在压粉磁芯11中,也可以根据需要而包括前述的实施方式涉及的绝缘物包覆软磁性粉末以外的软磁性粉末。在该情况下,实施方式所涉及的绝缘物包覆软磁性粉末与其它软磁性粉末的混合比并未特别限定,而是任意地进行设定。另外,作为其它软磁性粉末,也可以使用两种以上。
[0159]
<第二实施方式>
[0160]
接下来,对应用了第二实施方式涉及的磁性元件的扼流线圈进行说明。
[0161]
图6是表示应用了第二实施方式涉及的磁性元件的扼流线圈的示意图(透视立体图)。
[0162]
以下,对应用了第二实施方式的扼流线圈进行说明,在以下的说明中,围绕与应用了第一实施方式的扼流线圈的不同点进行说明,对于同样的事项则省略其说明。
[0163]
图6所示的扼流线圈20是将成型为线圈状的导线22埋设于压粉磁芯21的内部而成的。即,扼流线圈20是以压粉磁芯21对导线22进行模制而成的。
[0164]
这样的方式的扼流线圈20容易形成得比较小型。并且,在制造这样的小型的扼流线圈20时,通过使用饱和磁通密度以及导磁率大、且损耗小的压粉磁芯21,从而即使是小型的,也能够获得可应对大电流的低损耗、低发热的扼流线圈20。
[0165]
另外,由于导线22埋设于压粉磁芯21的内部,所以不易在导线22与压粉磁芯21之间产生间隙。因此,能够抑制由压粉磁芯21的磁致伸缩引起的振动,还能够抑制伴随该振动而产生的噪音。
[0166]
在制造以上那样的扼流线圈20的情况下,首先,在成型模具的腔内配置导线22,并以包含绝缘物包覆软磁性粉末的造粒粉末填充腔内。即,以包含导线22的方式填充造粒粉末。
[0167]
接下来,对于造粒粉末,与导线22一道地进行加压,得到成型体。
[0168]
接着,与所述第一实施方式同样地,对该成型体实施热处理。由此,使结合剂固化,得到压粉磁芯21以及扼流线圈20。
[0169]
需要注意的是,压粉磁芯21也可以根据需要而包含除上述实施方式所涉及的绝缘物包覆软磁性粉末以外的软磁性粉末。在该情况下,实施方式所涉及的绝缘物包覆软磁性粉末与其它软磁性粉末的混合比并未特别限定,可任意地设定。另外,作为其它软磁性粉末,也可以使用两种以上。
[0170]
[电子设备]
[0171]
接下来,基于图7~图9对具备本实施方式涉及的磁性元件的电子设备(本实施方式涉及的电子设备)进行详细说明。
[0172]
图7是示出应用了具备实施方式涉及的磁性元件的电子设备的移动型(或笔记本型)个人计算机的构成的立体图。在该图中,个人计算机1100由具备键盘1102的主体部1104和具备显示部100的显示单元1106构成,显示单元1106经由铰链结构部以可旋转的方式支承于主体部1104。在这样的个人计算机1100中例如内置有用于开关电源的扼流线圈、电感
器、电动机等磁性元件1000。
[0173]
图8是示出应用了具备实施方式涉及的磁性元件的电子设备的智能电话的构成的平面图。在该图中,智能电话1200具备多个操作按钮1202、听筒1204以及话筒1206,在操作按钮1202与听筒1204之间配置有显示部100。在这样的智能电话1200中例如内置有电感器、噪声滤波器、电动机等磁性元件1000。
[0174]
图9是示出应用了具备实施方式涉及的磁性元件的电子设备的数码相机的构成的立体图。需要注意的是,在该图中还简要示出了与外部设备的连接。数码相机1300利用ccd(charge coupled device:电荷耦合器件)等摄像元件对被拍摄体的光学图像进行光电转换,并生成摄像信号(图像信号)。
[0175]
在数码相机1300的壳体(主体)1302的背面设置有显示部100,构成为基于ccd的摄像信号显示拍摄到的图像,显示部100作为将被拍摄体显示为电子图像的取景器而发挥作用。另外,在壳体1302的正面侧(图中背面侧)设置有包括光学透镜(摄像光学系统)、ccd等的受光单元1304。
[0176]
当摄影人员确认在显示部100上显示的被拍摄体图像,并按下快门按钮1306时,该时间点的ccd的摄像信号被传送并存储在存储器1308中。此外,在该数码相机1300中,在壳体1302的侧面设置有视频信号输出端子1312和用于数据通信的输入/输出端子1314。并且,如图所示,根据需要,分别在视频信号输出端子1312上连接电视监视器1430,在用于数据通信的输入/输出端子1314上连接个人计算机1440。进而,构成为存储在存储器1308中的摄像信号通过规定的操作而被输出到电视监视器1430、个人计算机1440。在这样的数码相机1300中例如也内置有电感器、噪声滤波器等磁性元件1000。
[0177]
这样的电子设备具备前述的磁性元件。因此,在高温下也具有优异的可靠性。
[0178]
需要注意的是,本实施方式涉及的电子设备除了能够应用于图7的个人计算机(移动型个人计算机)、图8的智能电话、图9的数码相机之外,还能够应用于例如便携式电话、平板终端、可穿戴终端、钟表、喷墨式喷出装置(例如喷墨打印机)、膝上型个人计算机、电视机、摄像机、录像机、车辆导航装置、寻呼器、电子记事本(也包括带通信功能)、电子辞典、计算器、电子游戏设备、文字处理器、工作站、可视电话、防盗用电视监视器、电子双筒望远镜、pos终端、医疗设备(例如电子体温计、血压计、血糖仪、心电图计测装置、超声波诊断装置、电子内窥镜)、鱼群探测器、各种测量设备、计量仪器类(例如车辆、飞机、船舶的计量仪器类)、移动体控制设备类(例如汽车驱动用控制设备等)、飞行模拟器等。
[0179]
[移动体]
[0180]
接下来,基于图10对具备本实施方式涉及的磁性元件的移动体(本实施方式涉及的移动体)进行说明。
[0181]
图10是示出应用了具备实施方式涉及的磁性元件的移动体的汽车的立体图。
[0182]
在汽车1500中内置有磁性元件1000。具体而言,磁性元件1000例如内置于汽车导航系统、防抱死系统(abs)、发动机控制单元、混合动力汽车或电动车的电池控制单元、车身姿势控制系统、自动驾驶系统那样的电子控制单元、驱动用电动机、发电机、空调单元、电池等各种汽车部件。
[0183]
这样的移动体具备前述的磁性元件。因此,在高温下也具有优异的可靠性。
[0184]
需要注意的是,本实施方式涉及的移动体除了能够应用于图10所示的汽车之外,
例如还能够应用于两轮车、自行车、航空器、直升机、无人机、船舶、潜水艇、铁道车辆、火箭、宇宙飞船等。
[0185]
以上,基于优选的实施方式对本发明进行了说明,但本发明不限定于此,各部的结构能够替换为具有同样的功能的任意的结构。
[0186]
另外,本发明中,也可以在上述实施方式中附加任意的结构物。
[0187]
另外,在前述的实施方式中,作为本发明的绝缘物包覆软磁性粉末的用途例,列举压粉磁芯进行了说明,但用途例不限定于此,例如也可以是磁屏蔽板、磁头等包括压粉体的磁性装置。
[0188]
另外,压粉磁芯、磁性元件的形状也不限定于图示的形状,可以是任何形状。
[0189]
[实施例]
[0190]
接下来,说明本发明的具体实施例。
[0191]
1.绝缘物包覆软磁性粉末的制造
[0192]
(实施例1)
[0193]
首先,准备通过水雾化法制造的fe-si-cr类合金的金属粉末(核粒子)。需要注意的是,该金属粉末的平均粒径为10μm。
[0194]
另一方面,准备氧化铝的陶瓷粉末(绝缘粒子)。该粉末的平均粒径为18nm。
[0195]
接下来,将这些金属粉末和陶瓷粉末投入摩擦混合机而产生机械性的压缩摩擦作用。由此,使陶瓷粉末粘着于金属粒子的表面。
[0196]
接下来,对粘着有陶瓷粉末的金属粉末施加热处理。由此,获得绝缘物包覆软磁性粉末。需要注意的是,热处理是通过在氢气氛下以升温速度5℃/分钟、温度1000℃加热4小时来进行的。
[0197]
(实施例2~实施例13)
[0198]
除了如表1或者表2所示那样变更了制造条件以外,分别与实施例1同样地获得了绝缘物包覆软磁性粉末。
[0199]
需要注意的是,在实施例2、实施例5的疏水处理中使用了三甲硅化剂。
[0200]
另一方面,在实施例7的疏水处理中使用了芳基化剂(苯基化剂)。
[0201]
另外,在实施例8中,作为陶瓷粉末,使用了氧化铝粉末和氧化硅粉末的混合物。需要注意的是,混合比设为体积比1∶1。
[0202]
(实施例14~实施例16)
[0203]
使用通过水雾化法制造的fe-cr-al类合金的金属粉末作为金属粉末,并且除了如表2所示那样变更了制造条件以外,分别与实施例1同样地获得了绝缘物包覆软磁性粉末。
[0204]
(比较例1、比较例2)
[0205]
除了使用通过气体雾化法制造的fe-si-cr类合金的金属粉末以外,分别与实施例1同样地获得了绝缘物包覆软磁性粉末。
[0206]
需要注意的是,对使用的金属粉末确认了氧化膜的有无,未发现氧化膜的存在。
[0207]
(比较例3、比较例4)
[0208]
除了取代陶瓷粉末而使用由表1所示的玻璃成分形成的玻璃粉末以外,分别与实施例1同样地获得了绝缘物包覆软磁性粉末。
[0209]
需要注意的是,对获得的绝缘物包覆软磁性粉末实施了热处理,导致凝聚,无法测
定平均粒径。
[0210]
(比较例5)
[0211]
除了如表2所示那样变更了制造条件以外,与实施例1同样地获得了绝缘物包覆软磁性粉末。
[0212]
(参考例)
[0213]
除了省略了绝缘层的形成以外,与实施例1同样地获得了绝缘物包覆软磁性粉末。
[0214]
需要注意的是,对获得的绝缘物包覆软磁性粉末实施了热处理,导致凝聚,无法测定平均粒径。
[0215]
2.绝缘物包覆软磁性粉末的评价
[0216]
2.1绝缘物包覆软磁性粉末的热处理前后的平均粒径的测定
[0217]
对于在各实施例、各比较例以及参考例中获得的绝缘物包覆软磁性粉末,测定了各自的热处理前后的平均粒径。
[0218]
接下来,算出了热处理后平均粒径相对于热处理前平均粒径的比率。
[0219]
在表1、表2中示出计算结果。
[0220]
2.2绝缘物包覆软磁性粉末的矫顽力的测定
[0221]
对于在各实施例、各比较例以及参考例中获得的绝缘物包覆软磁性粉末,基于以下的测定条件测得各自的矫顽力。
[0222]
<矫顽力的测定条件>
[0223]
·
测定装置:磁化测定装置(株式会社玉川制作所制vsm系统,tm-vsm1230-mhhl)
[0224]
然后,依据以下的评价基准对测得的矫顽力进行了评价。
[0225]
<矫顽力的评价基准>
[0226]
a:矫顽力不足3.0[oe]
[0227]
b:矫顽力为3.0[oe]以上且不足3.5[oe]
[0228]
c:矫顽力为3.5[oe]以上且不足5.0[oe]
[0229]
d:矫顽力为5.0[oe]以上且不足7.0[oe]
[0230]
e:矫顽力为7.0[oe]以上且不足10.0[oe]
[0231]
f:矫顽力为10.0[oe]以上
[0232]
在表1、表2中示出测定结果。
[0233]
2.3绝缘物包覆软磁性粉末的绝缘破坏电压的测定
[0234]
将在各实施例,各比较例以及参考例中得到的绝缘物包覆软磁性粉末2g填充到内径为8mm的氧化铝制的圆筒型容器中。并且,在容器的上下配置了黄铜制的电极。
[0235]
接下来,使用数字测力计在上下的电极间施加了40kg/cm2的压力。
[0236]
接下来,保持施加载荷的状态,在常温(25℃)下,在上下的电极间施加两秒钟的50v电压,使用数字万用表对电极间的电阻进行了测定。
[0237]
接下来,在使电压升压至100v以后,施加2秒钟,再次对电极间的电阻进行了测定。
[0238]
之后,边使电压按照200v、250v、300v
……
这样每次升压50v,边反复测定了电极间的电阻。于是,反复进行升压以及测定直至发生绝缘破坏。
[0239]
需要注意的是,在即使将电压升压至1000v也没有发生绝缘破坏的情况下,在该时间点结束测定。
[0240]
分别边将粉末变为新的粉末,边各进行了三次如上的测定,将最小的测定值示于表1、表2。
[0241]
2.4绝缘物包覆软磁性粉末的填充性的测定
[0242]
测定了在各实施例、各比较例以及参考例中获得的绝缘物包覆软磁性粉末的表观密度。
[0243]
需要注意的是,绝缘物包覆软磁性粉末的表观密度是依据jis z 2504:2012中规定的金属粉的表观密度测定方法而测定的,单位是g/cm3。
[0244]
接着,计算绝缘物包覆软磁性粉末的表观密度相对于真密度的比例,并参照以下的评价基准进行了评价。需要注意的是,真密度的单位是g/cm3。
[0245]
<填充性的评价基准>
[0246]
a:0.40以上
[0247]
b:0.35以上且不足0.40
[0248]
c:0.30以上且不足0.35
[0249]
d:不足0.30
[0250]
e:由于烧结而无法测定
[0251]
在表1、表2中示出评价结果。
[0252]
[表1]
[0253][0254]
[表2]
[0255][0256]
根据表1、表2明确可知,各实施例的绝缘物包覆软磁性粉末与各比较例以及参考例的绝缘物包覆软磁性粉末相比,粉末的矫顽力以及压粉体的绝缘破坏电压双方均良好。另外,可以确认,各实施例的绝缘物包覆软磁性粉末的表观密度相对于真密度的比例高,填充性良好。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1