一种用于光伏行业电池片无应力焊接设备的焊接工艺的制作方法
1.本发明涉及光伏技术领域,具体为一种用于光伏行业电池片无应力焊接设备的焊接工艺。
背景技术:
2.能源危机下光伏产业发展迅速,进一步推广光伏应用的关键是提高太阳能电池片的光电转换效率,降低电池片的制作成本。现有电池片生产过程中的焊接工艺大都是分为两种:传统密栅焊接工艺:采用高温封装工艺焊接,即助焊剂涂敷在焊带上,经过加热的方式融化焊带表面焊锡达到固定焊带在电池片表面;采用焊带与电池片直联焊接封装工艺,且加热温度高。随着电池片厚度越来越薄,传统焊带与电池片直联焊接封装方式因焊接后应力差太大,电池片会产生更大弯曲,故焊接后的电池串会产生更多焊接脱焊、破片等不良率;点胶焊接工艺:采用点胶系统将胶水点胶在指定位置,接着将焊带放置在电池片该指定位置,达到焊带刚好压在胶点。再加热电池片,固化胶水,达到固定焊带在电池片表面的目的;然而这种方式每个电池片表面焊接点较多,采用点胶方式效率低;点胶方式胶体形状单一(圆形),胶量也比较大,形态一致性也低于印刷方式。
技术实现要素:
3.本发明的目的在于提供一种用于光伏行业电池片无应力焊接设备的焊接工艺,以解决上述背景技术中提出的后应力差太大,电池片会产生更大弯曲,点胶方式效率低,胶量较大的问题。
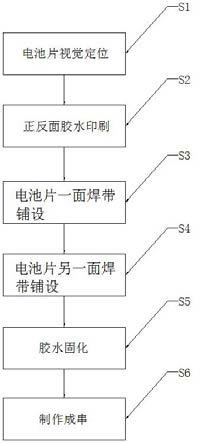
4.为实现上述目的,本发明提供如下技术方案:一种用于光伏行业电池片无应力焊接设备的焊接工艺,包括以下步骤:步骤1:电池片视觉定位,拍照位通过相机完成拍照,视觉系统分析后发送定位数据给运动系统,完成电池片定位;步骤2:正反面胶水印刷,通过喷枪吹去电池片需要印刷一面的灰尘与杂质,同时通过网板印刷工艺将胶水均匀涂在电池片正面或反面的指定位置上;步骤3:电池片一面焊带铺设,将一根焊带铺设在步骤2中已完成胶水印刷的电池片的正面或背面,且焊带通过胶水与电池片的正面或背面粘接;步骤4:电池片另一面焊带铺设,将另一根焊带铺设在步骤3中电池片未铺设焊带的另一面,且焊带通过胶水与电池片的另一面粘接;步骤5:胶水固化,对步骤4中电池片两面的胶水进行热吹风或者uv光照使得胶水快速固化;步骤6:制作成串,依次重复步骤3、步骤4和步骤5,使得若干电池片串联后成为一个电池串。
5.优选的,所述步骤1中电池片设在焊接面板上,且焊接面板上设有用于防止电池片移动的凸起。
6.优选的,所述步骤2中网板印刷工艺为通过打胶机将胶水呈条形状涂覆在电池片的正面或反面的指定位置。
7.优选的,所述步骤2中的胶水包括热熔胶或者uv胶。
8.优选的,所述步骤5中吹风或uv光照的温度均为60-100
°
,且步骤5中uv光照固化方式不限于led灯或者uv灯管。
9.优选的,所述步骤6中若干个电池片中相邻的电池片之间串联组成电池串,焊带与电池片之间电气连接。
10.优选的,所述相邻的电池片之间一块电池的正面电极焊接到另一块电池的背面电极上,依次将单个电池片串接在一起,且焊接的方式采用激光焊接。
11.与现有技术相比,本发明的有益效果是:1)减小焊带和电池片焊接的应力:传统密栅焊接工艺,采用高温封装工艺,焊带直接焊接于电池片表面;本工艺采用胶水辅助胶连焊接,焊带通过胶水焊接在电池片表面,提供了缓冲带,应力较小,可以最大化减小电池片与焊带之间产生的应力差,达到降低脱焊、破片等不良率的降低。
12.2)减少电池片表面银浆使用量:本工艺使用的电池片焊接点比密栅焊接点小,减小了焊点银浆。
13.3)精确控制印刷胶点的形状和使用胶量:采用印刷方式施胶,通过控制网版开孔形状尺寸,可以精确控制胶量和形状,施胶均匀一致性好。
附图说明
14.图1为本发明流程示意图;图2为本发明若干电池片串联结构示意图;图3为本发明电池片正面或反面焊接示意图。
15.图中:1电池片、2胶体、3焊带。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
18.请参阅图1-3,本发明提供一种技术方案:实施例1:一种用于光伏行业电池片无应力焊接设备的焊接工艺,包括以下步骤:
步骤1:电池片视觉定位,将电池片设在焊接面板上,且焊接面板上设有用于防止电池片移动的凸起,对电池片进行限位,拍照位通过相机完成拍照,视觉系统分析后发送定位数据给运动系统,完成电池片定位;步骤2:正反面胶水印刷,通过喷枪吹去电池片需要印刷一面的灰尘与杂质,同时通过打胶机将环氧树脂呈条形状均匀涂在电池片正面或反面的指定位置上;步骤3:电池片一面焊带铺设,将一根焊带铺设在步骤2中已完成胶水印刷的电池片的正面或背面,且焊带通过胶水与电池片的正面或背面粘接;步骤4:电池片另一面焊带铺设,将另一根焊带铺设在步骤3中电池片未铺设焊带的另一面,且焊带通过胶水与电池片的另一面粘接;步骤5:胶水固化,对步骤4中电池片两面的胶水进行吹风加热或者采用uv光照方式使得胶水快速固化,吹风或uv光照的温度为60
°
c,uv光照固化方式不限于led灯或者uv灯管;步骤6:制作成串,依次重复步骤3、步骤4和步骤5,使得若干电池片串联后成为一个电池串,若干个电池片中相邻的电池片之间串联组成电池串,焊带与电池片之间电气连接,相邻的电池片之间一块电池的正面电极焊接到另一块电池的背面电极上,依次将单个电池片串接在一起,且焊接的方式采用激光焊接。
19.该工艺可以最大化减小电池片与焊带之间产生的应力差,达到降低脱焊、破片等不良率的降低,采用印刷方式施胶,通过控制网版开孔形状尺寸,可以精确控制胶量和形状,施胶均匀一致性好。
20.实施例2:一种用于光伏行业电池片无应力焊接设备的焊接工艺,包括以下步骤:步骤1:电池片视觉定位,将电池片设在焊接面板上,且焊接面板上设有用于防止电池片移动的凸起,对电池片进行限位,拍照位通过相机完成拍照,视觉系统分析后发送定位数据给运动系统,完成电池片定位;步骤2:正反面胶水印刷,通过喷枪吹去电池片需要印刷一面的灰尘与杂质,同时通过打胶机将丙烯酸树脂呈条形状均匀涂在电池片正面或反面的指定位置上;步骤3:电池片一面焊带铺设,将一根焊带铺设在步骤2中已完成胶水印刷的电池片的正面或背面,且焊带通过胶水与电池片的正面或背面粘接;步骤4:电池片另一面焊带铺设,将另一根焊带铺设在步骤3中电池片未铺设焊带的另一面,且焊带通过胶水与电池片的另一面粘接;步骤5:胶水固化,对步骤4中电池片两面的胶水进行吹风加热或者采用uv光照方式使得胶水快速固化,吹风或uv光照的温度为70
°
c,uv光照固化方式不限于led灯或者uv灯管;步骤6:制作成串,依次重复步骤3、步骤4和步骤5,使得若干电池片串联后成为一个电池串,若干个电池片中相邻的电池片之间串联组成电池串,焊带与电池片之间电气连接,相邻的电池片之间一块电池的正面电极焊接到另一块电池的背面电极上,依次将单个电池片串接在一起,且焊接的方式采用激光焊接。
21.该工艺可以最大化减小电池片与焊带之间产生的应力差,达到降低脱焊、破片等不良率的降低,采用印刷方式施胶,通过控制网版开孔形状尺寸,可以精确控制胶量和形
状,施胶均匀一致性好。
22.实施例3:一种用于光伏行业电池片无应力焊接设备的焊接工艺,包括以下步骤:步骤1:电池片视觉定位,将电池片设在焊接面板上,且焊接面板上设有用于防止电池片移动的凸起,对电池片进行限位,拍照位通过相机完成拍照,视觉系统分析后发送定位数据给运动系统,完成电池片定位;步骤2:正反面胶水印刷,通过喷枪吹去电池片需要印刷一面的灰尘与杂质,同时通过打胶机将聚氨酯树脂呈条形状均匀涂在电池片正面或反面的指定位置上;步骤3:电池片一面焊带铺设,将一根焊带铺设在步骤2中已完成胶水印刷的电池片的正面或背面,且焊带通过胶水与电池片的正面或背面粘接;步骤4:电池片另一面焊带铺设,将另一根焊带铺设在步骤3中电池片未铺设焊带的另一面,且焊带通过胶水与电池片的另一面粘接;步骤5:胶水固化,对步骤4中电池片两面的胶水进行吹风加热或者采用uv光照方式使得胶水快速固化,吹风或uv光照的温度为80
°
c,uv光照固化方式不限于led灯或者uv灯管;步骤6:制作成串,依次重复步骤3、步骤4和步骤5,使得若干电池片串联后成为一个电池串,若干个电池片中相邻的电池片之间串联组成电池串,焊带与电池片之间电气连接,相邻的电池片之间一块电池的正面电极焊接到另一块电池的背面电极上,依次将单个电池片串接在一起,且焊接的方式采用激光焊接。
23.上述实施例1-3中所使用到的胶水包括热熔胶或uv固化胶,具体的包括环氧树脂、丙烯酸树脂、聚氨酯树脂、不饱和聚脂、丁基橡胶、丁腈橡胶等。
24.该工艺可以最大化减小电池片与焊带之间产生的应力差,达到降低脱焊、破片等不良率的降低,采用印刷方式施胶,通过控制网版开孔形状尺寸,可以精确控制胶量和形状,施胶均匀一致性好。 10次50次100次200次实施例一0.98240.98260.98340.9841实施例二0.98320.98350.98390.9844实施例三0.98640.98660.98700.9875密栅焊接的电池片0.98460.98560.98650.9877点胶焊接的电池片0.98540.98640.98760.9892
25.通过对本发明实施例1-实施例3、采用密栅焊接工艺的电池片和采用点胶焊接工艺的电池片进行充放电循环性能测试,同时对其电池片内的压力值进行监测,得到电池片内部应力分布及变化状况,结果如上表所示,由表1可知,采用密栅焊接工艺的电池片和采用点胶焊接工艺的电池片随着循环次数的增加,电池片内的应力变化量较大,因此本发明可以最大化减小电池片与焊带之间产生的应力差,达到降低脱焊、破片等不良率的降低。
26.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明;因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说
明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
27.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1