电池单体、电池及用电设备的制作方法
本技术涉及电池,更为具体地,涉及一种电池单体、电池及用电设备。
背景技术:
1、节能减排是汽车产业可持续发展的关键。在这种情况下,电动车辆由于其节能环保的优势成为汽车产业可持续发展的重要组成部分。而对于电动车辆而言,电池技术又是关乎其发展的一项重要因素。
2、电池单体的空间利用率,强度,长期充放电性能等对电池的性能至关重要。因此,如何提高电池的性能是一项亟需解决的问题。
技术实现思路
1、本技术实施例提供了一种电池单体、电池及用电设备,能够提高电池的性能。
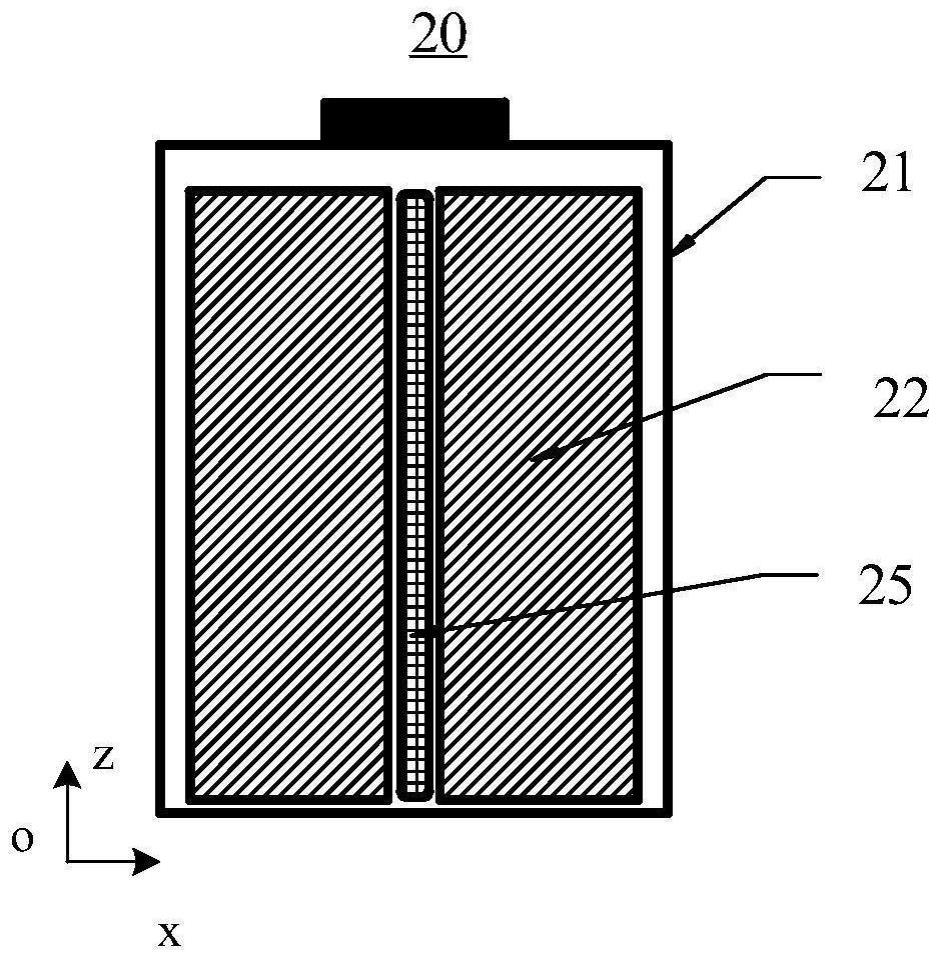
2、第一方面,本技术实施例提供一种电池单体,包括:外壳;电极组件,所述电极组件容纳于所述外壳;缓冲件,所述缓冲件容纳于所述外壳并与所述电极组件连接,所述缓冲件用于缓冲所述电极组件的膨胀;其中,所述缓冲件包括第一闭孔,所述第一闭孔的体积v1与所述缓冲件的体积v满足:v1/v>10%。
3、在本技术实施例中,电池单体包括外壳,容纳于外壳中的电极组件和缓冲件。缓冲件容纳于外壳内并与电极组件连接,缓冲件用于缓冲电极组件的膨胀。电极组件在膨胀时会向缓冲件施加压力,缓冲件压缩后会向电极组件施加一个反向的作用力,由于缓冲件的作用,电极组件与缓冲件接触的表面受力均匀并且在整个过程中该表面的受力均匀变化,因此可以实现电极组件的膨胀力的均匀释放,从而减少电极组件的极化累积。同时,由于缓冲件设置在电池单体的内部,当电池的内部空间一定时,可以将原本设置于电池中的电池单体之间的缓冲件的空间让渡给电池单体的内部空间,从而可以提高电池单体的空间利用率。缓冲件包括第一闭孔,第一闭孔的体积v1与缓冲件的体积v满足:v1/v>10%。第一闭孔不与电池单体中的电解液接触,因此可以减少缓冲件对电解液的吸收;同时第一闭孔的设置还有利于降低缓冲件的质量,提升电池的质量能量密度。这样,一方面,可以在一定程度上避免电池单体内部的游离电解液的不足而导致的负极的局部区域的嵌锂不足、析锂等现象;另一方面,可以在一定程度上避免因游离电解液不足而需额外添加电解液导致的电池单体的重量的增加,既可以保证电池的能量密度,又可以省下空间以容纳电池单体使用过程中产生的气体;再一方面,第一闭孔不与电解液接触,因此可以减小缓冲件与电解液的反应面积,从而可以减少副反应的发生,在一定程度上避免缓冲件发生破损,保证了缓冲件的缓冲效果。因此,本技术实施例的技术方案可以提升电池的性能。
4、在一种可能的实现方式中,所述第一闭孔的体积v1与所述缓冲件的体积v还满足:v1/v≥30%。这样,可以进一步减少缓冲件对电解液的吸收,同时还可以降低缓冲件的重量进而提升电池的能量密度。
5、在一种可能的实现方式中,所述第一闭孔的体积v1与所述缓冲件的体积v还满足:(v1+v2)/v≥50%,其中,v2为所述缓冲件的材料的体积。这样,缓冲件中的开孔的体积与缓冲件的体积的比值小于50%,可以进一步减少开孔对电解液的吸收。
6、在一种可能的实现方式中,所述缓冲件包括第一层和第二层,所述第一层相对于所述第二层靠近所述电极组件,所述第一层的第一密度大于所述第二层的第二密度。通过设置具有差异化密度的缓冲件,可以兼顾缓冲件对重量的要求和电极组件对电解液的需求。
7、在一种可能的实现方式中,所述第一密度ρ1与所述第二密度ρ2满足:ρ1/ρ2≥1.05。这样,第一密度ρ1与第二密度ρ2的比值在一个合理的范围内,缓冲件的第一层与第二层之间具有较明显的密度差异,可以更好地兼顾对缓冲件的重量要求以及电极组件对电解液的需求。
8、在一种可能的实现方式中,所述第一层中的第一闭孔与所述第一层的体积比,大于所述第二层中的第一闭孔与所述第二层的体积比。这样,第一层所吸收的电解液的含量小于第二层吸收的电解液的含量,在第二层被压缩后,第二层可以释放更多的电解液以进一步满足电极组件对电解液的需求。
9、在一种可能的实现方式中,所述第二层设置于两层所述第一层之间。这样,缓冲件整体的受力更加均匀,有利于电解液的均匀释放。
10、在一种可能的实现方式中,所述缓冲件的表面设置有保护层。这样,可以防止缓冲件的外表面的破损。
11、在一种可能的实现方式中,所述保护层设置于所述缓冲件的第一表面和第二表面,所述第一表面和所述第二表面为沿所述缓冲件的厚度方向相对设置的表面。第一表面和第二表面为缓冲件的表面积最大的面,在第一表面和第二表面上设置保护层,工艺简单,便于操作。
12、在一种可能的实现方式中,所述保护层设置于所述缓冲件的第三表面和第四表面,所述第三表面和所述第四表面为沿垂直于所述缓冲件的厚度方向相对设置的表面,所述第三表面和所述第四表面均与所述第一表面和第二表面连接。这样,可以对缓冲件进行全面防护,防护效果更好。
13、在一种可能的实现方式中,所述保护层的厚度为1μm~5000μm。这样,可以兼顾生产成本和电池单体的内部空间利用率。
14、在一种可能的实现方式中,所述保护层的厚度d1与所述缓冲件的厚度d2满足:d1/(d1+d2)≤50%。这样,可以避免保护层厚度过大导致的缓冲件的缓冲效果的减弱。
15、在一种可能的实现方式中,所述保护层为涂覆于所述缓冲件表面的涂覆层。涂覆层可以阻止缓冲件内部的气体溢出,同时还可以隔绝电解液对缓冲件的腐蚀。
16、在一种可能的实现方式中,所述缓冲件的未设置所述涂覆层的表面与电解液的湿润力r1,以及所述涂覆层与电解液的湿润力r2满足:r1/r2≥1.02,其中,r2=l2/2,r1=l1/2,l1为预设时间内电解液在所述缓冲件的未设置所述涂覆层的表面上的扩散距离,l2为所述预设时间内电解液在所述涂覆层上的扩散距离。这样,由于涂覆层与电解液之间的湿润力差,可以降低缓冲件吸收电解液的能力,避免由于电解液的不足导致的负极局部区域的嵌锂不足、析锂等现象。
17、在一种可能的实现方式中,所述保护层为包围所述缓冲件的保护壳。
18、在一种可能的实现方式中,所述保护壳的厚度d3与所述缓冲件的厚度d1满足:d3/d1≤50%。这样,可以避免保护壳过厚而导致的缓冲件的缓冲效果的降低以及电池单体的内部空间利用率的降低。
19、在一种可能的实现方式中,所述保护壳包括第二闭孔,所述第二闭孔的体积v3与所述保护壳的体积v4满足:v3/v4≥90%。这样,有利于在保护壳内部形成封闭空间,进一步减小甚至避免缓冲件对电解液的吸收。
20、在一种可能的实现方式中,所述缓冲件设置于所述电极组件与所述外壳之间,和/或,所述缓冲件设置于相邻的所述电极组件之间。这样,可以根据实际需求灵活设置缓冲件的位置及数量。
21、第二方面,本技术实施例提供一种电池,包括:第一方面或第一方面的任一可能的实现方式中的的电池单体;箱体,所述箱体用于容纳所述电池单体。
22、第三方面,本技术实施例提供一种用电设备,包括第二方面或第二方面的任一可能的实现方式中的电池,所述电池用于提供电能。
23、第四方面,本技术实施例提供一种制备电池单体的方法,包括:提供外壳;提供电极组件,所述电极组件容纳于所述外壳;提供缓冲件,所述缓冲件容纳于所述外壳并与所述电极组件连接,所述缓冲件用于缓冲所述电极组件的膨胀;其中,所述缓冲件包括第一闭孔,所述第一闭孔的体积v1与所述缓冲件的体积v满足:v1/v>10%。
24、第五方面,本技术实施例提供一种制备电池的设备,包括:第一提供模块,用于提供外壳;第二提供模块,用于提供电极组件,所述电极组件容纳于所述外壳;第三提供模块,用于提供缓冲件,所述缓冲件容纳于所述外壳并与所述电极组件连接,所述缓冲件用于缓冲所述电极组件的膨胀;其中,所述缓冲件包括第一闭孔,所述第一闭孔的体积v1与所述缓冲件的体积v满足:v1/v>10%。
25、在本技术实施例中,电池单体包括外壳,容纳于外壳中的电极组件和缓冲件。缓冲件容纳于外壳内并与电极组件连接,缓冲件用于缓冲电极组件的膨胀。电极组件在膨胀时会向缓冲件施加压力,缓冲件压缩后会向电极组件施加一个反向的作用力,由于缓冲件的作用,电极组件与缓冲件接触的表面受力均匀并且在整个过程中该表面的受力均匀变化,因此可以实现电极组件的膨胀力的均匀释放,从而减少电极组件的极化累积。同时,由于缓冲件设置在电池单体的内部,当电池的内部空间一定时,可以将原本设置于电池中的电池单体之间的缓冲件的空间让渡给电池单体的内部空间,从而可以提高电池单体的空间利用率。缓冲件包括第一闭孔,第一闭孔的体积v1与缓冲件的体积v满足:v1/v>10%。第一闭孔不与电池单体中的电解液接触,因此可以减少缓冲件对电解液的吸收;同时,第一闭孔的设置还有利于降低缓冲件的质量,提升电池的质量能量密度。这样,一方面,可以在一定程度上避免电池单体内部的游离电解液的不足而导致的负极的局部区域嵌锂不足、析锂等现象;另一方面,可以在一定程度上避免因游离电解液不足而需额外添加电解液导致的电池单体的重量的增加,既可以保证电池的能量密度,又可以省下空间以容纳电池单体使用过程中产生的气体;再一方面,第一闭孔不与电解液接触,因此可以减小缓冲件与电解液的反应面积,从而可以减少副反应的发生,在一定程度上避免缓冲件发生破损,保证了缓冲件的缓冲效果。因此,本技术实施例的技术方案可以提升电池的性能。
- 还没有人留言评论。精彩留言会获得点赞!