一种内部具有复合绝缘层的电池及其制备方法与流程
1.本发明属于锂离子电池技术领域,具体涉及一种内部具有复合绝缘层的电池及其制备方法。
背景技术:
2.电池壳体通常采用带电的设计,以防止锂离子嵌入电池铝壳产生电化学腐蚀,进而造成电解液泄漏引起绝缘失效,由于绝大多数电池壳体均带电,为了保证电池安全,需要对电池壳体内部的裸电芯进行绝缘保护,以防止电池壳体发生电化学腐蚀。现有电芯内部绝缘方法均采用pet膜、pp膜等材质对进行电池壳体进行包覆,随着电芯尺寸的增加,裸电芯内部包膜过程较难控制,且完成包膜后需要与电池顶盖进行热熔,热熔过程中可能产生热熔拉丝,导致电池顶盖板与壳体激光焊接时产生漏光,激光漏光可能导致电芯内部结构损伤进而产生短路等安全隐患。并且pet膜、pp膜等内绝缘膜材质强度较差,容易被电芯生产过程中产生的超声焊渣和激光焊渣刺穿,由于裸电芯通常采用负极外包正极的形式,且电池壳体带整电,焊渣刺穿内绝缘膜后极易产生内短路等安全风险。并且通过电芯内部大面和底面喷涂不同种类的涂层,起到提升电芯可靠性、提升电芯循环寿命的作用。
3.现有技术公开了一种铝合金电池壳体表面复合绝缘层的制备方法,所述方法包括:(1)采用清洗剂对铝合金电池壳体表面进行清洗,以去除油污,完成对铝合金电池壳体表面的预处理;(2)在经步骤(1) 预处理后得到的铝合金电池壳体表面制备出微弧氧化陶瓷层;(3)将聚甲基苯基有机硅树脂与无水乙醇混合得到有机硅树脂喷涂液,利用有机硅树脂喷涂液对经步骤(2)得到的微弧氧化陶瓷层进行喷涂、固化处理,在铝合金电池壳体上制备出复合绝缘层。但是所述微弧氧化陶瓷层仅能在电池壳体外层使用,无法耐电解液腐蚀并且应用于电芯内部。
4.现有技术公开了一种绝缘层的喷涂方法及其在电池壳体中的用途,在电池组装前,采用静电粉末喷涂的方法,在电池壳体外表面形成绝缘层,所得绝缘层与电池壳体附着力良好,能够耐受长期高温高湿环境,解决了现有技术中绝缘层与电池壳体之间附着不可靠等问题,同时解决了绝缘层固化受限于电池内部电解液、隔膜等的耐受温度范围的问题;所述制备方法,具有可操作性强,适用于自动化生产的特点。但该种方法绝缘层表面仍需通过热熔接的方式包裹一层绝缘保护层,绝缘保护层材质为pet、pp或pc,无法应用于电池内部。
5.现有技术还公开了一种通过采用偶联剂对石墨烯及无机绝缘导热填料进行表面处理及改性,经多种分散方法如高压均质和/或超临界等将纳米颗粒导热填料的层间作用力消弱,解聚其团聚状态;将不同尺寸、不同形态的导热填料进行复配使用,可降低导热填料加入量,同时能更好的构建导热网络,提高材料的导热率,将电池的热量快速分散并将之导出电池内部;通过合理的组合配比及适应的制备方法可获得力学性能特别是抗冲击性能优越,具有高流动性、高导热、绝缘、阻燃等能够达到锂电池壳体要求的pp复合材料,但是该种壳体材料整体强度较差,复合材料涂层偏厚,导热性能差。
6.综上所述,为避免裸电芯与电池壳体、顶盖板在装配过程中,由于超声焊接焊渣、激光焊接焊接等问题造成的安全风险,需要对裸电芯进行绝缘处理。传统的pet、pi、pp等材质内绝缘膜虽具有一定的绝缘性能,但是该种绝缘膜的贴膜工艺操作复杂,且完成包膜后需要与电池顶盖进行热熔,热熔过程中可能产生热熔拉丝,导致电池顶盖板与壳体激光焊接时产生漏光,激光漏光可能导致电芯内部结构损伤进而产生短路等安全隐患。
技术实现要素:
7.为了克服现有技术中存在的锂离子电池内绝缘防护问题,进一步防止锂离子嵌入电池铝壳产生电化学腐蚀,进而造成电解液泄漏引起绝缘失效;本发明提供了一种内部具有复合绝缘层的电池及其制备方法,由于绝大多数电池壳体均带电,为了保证电池安全,需要对锂离子电池内部进行绝缘保护,以防止电池壳体发生电化学腐蚀;本发明通过电芯内部大面喷涂具有压缩性的绝缘涂层和防电解液腐蚀涂层,有效提升电芯可靠性,并且压缩性涂层可以有效吸收电芯在循环过程中产生的膨胀,提升电芯循环寿命;通过电芯内部底部喷涂高导热系数的绝缘涂层,增加电芯的散热能力,省去电芯内部底托板,提升电解液浸润电芯的能力。
8.本发明通过如下技术方案实现:
9.一种内部具有复合绝缘层的电池,包括极片、隔膜、电解质溶液及电池壳体,采用静电喷涂的方法对电池壳体内壁进行各向异性喷涂绝缘粉末涂料形成的绝缘层,电池壳体内壁的电池大面和侧面的绝缘层均为双层结构,所述双层结构包括低导热系数并且可压缩的内层绝缘粉末涂料涂层和外层防腐蚀涂层;电池壳体内壁的电池底面的绝缘层为双层结构,所述双层结构包括高导热系数的内层绝缘粉末涂料涂层和外层防腐蚀涂层;所述内层绝缘粉末涂料涂层的主体绝缘材料为树脂材料,所述外层防腐蚀涂层采用ptfe乳液或pfa乳液涂覆。
10.进一步地,所述内层绝缘粉末涂料涂层包括绝缘材料、导热材料及流平材料。
11.进一步地,所述绝缘材料为酚醛树脂、聚酯树脂、聚酰胺树脂、聚氯乙烯树脂中的一种或者至少两种的组合;所述流平材料为苯酚、甲醛和聚丙烯酸中的至少一种。
12.进一步地,对于电池壳体内壁的电池大面和侧面的绝缘层,所用的内层绝缘粉末涂料涂层成分如下:
13.内层绝缘粉末涂料的质量按100%计,所述绝缘材料的质量百分含量为60-80%,流平材料的质量百分含量为20-40%;其中,绝缘材料中的聚酯树脂和酚醛树脂的质量百分含量分别为25-35%、 35-40%,绝缘层的厚度为130um-180um,内层绝缘粉末涂料涂层的厚度为80um-100um。
14.进一步地,对于电池壳体内壁的电池底面的绝缘层,所用的内层绝缘粉末涂料涂层成分如下:
15.内层绝缘粉末涂料的质量按100%计,所述绝缘材料的质量百分含量为60-70%,导热材料的质量百分含量为25-30%,流平材料的质量百分含量为5-15%,其中,绝缘材料中的聚酯树脂和酚醛树脂的质量百分含量分别为25-30%、30-40%;绝缘层的厚度为 130um-180um,内层绝缘粉末涂料涂层的厚度为90um-120um。
16.进一步地,所述外层防腐蚀涂料为经过处理的pfa乳液,pfa乳液为全氟丙基全氟
乙烯基醚与聚四氟乙烯的共聚物。
17.另一方面,本发明还提供了一种内部具有复合绝缘层的电池的制备方法,具体包括如下步骤:
18.步骤一:采用激光或碱性溶液对电池壳体进行清洗,将清洗后的电池壳体放入烘箱中进行预热处理;
19.步骤二:配置内层绝缘粉末涂料及外层防腐蚀涂料;
20.步骤三:将经预热的电池壳体平放在玻璃板上,将内层绝缘粉末涂料喷涂在电池壳体的内壁及电池底面上;
21.步骤四:将已经完成内层绝缘粉末涂料喷涂的电池壳进行预热,经预热的电池壳体平放在玻璃板上,将外层防腐蚀涂料采用喷枪均匀地喷涂覆盖在内层绝缘粉末涂料涂层上,待涂层室温固化后,外层防腐蚀涂料层喷涂完成;
22.步骤五:将正极片、负极片、隔膜进行叠片/卷绕,将已经完成叠片/卷绕的裸电芯直接放入具有内绝缘粉末涂料的电池壳体中。
23.进一步地,步骤一及步骤四所述预热处理的条件如下:温度为 90℃~110℃,时间为15min~25min。
24.进一步地,步骤三所述喷涂的方法为静电粉末喷涂。
25.进一步地,步骤四中所述外层防腐蚀涂料为pfa乳液,其中,涂覆在电池壳体的内壁的大面和侧面的pfa乳液未进行材料预处理,利用pfa乳液的隔热性能配合内绝缘涂层一起起到阻隔电芯间热量传导的作用;涂覆在电池壳体的电池底面的pfa乳液采用纳米二氧化钛包覆,以改善其导热性能,pfa乳液涂层厚度为50-80um。
26.与现有技术相比,本发明的优点如下:
27.本发明采用静电喷涂的方法,对电池壳体内壁进行各向异性喷涂,壳体内壁大面、侧面及底面涂层的层数、成分、厚度、导热系数和弹性均有不同。通过各向异性的绝缘静电喷涂,使电芯壳体内壁能够有效绝缘,裸电芯无需包覆pet、pp等材质的外绝缘膜,简化电芯生产工序;同时避免因内绝缘膜热熔拉丝影响电芯激光封口焊接效果,提升电芯安全性;通过内壁大面喷涂具有压缩性的绝缘涂层,有效吸收电芯循环过程中材料老化而产生的膨胀力;通过电芯底部喷涂高导热系数的绝缘涂层,增加电芯的散热能力;并且在最内层涂有 ptfe乳液或pfa乳液,对绝缘内壁进行防腐处理,有效提升内绝缘涂层的可靠性;并通过电芯内部底部喷涂高导热系数的绝缘涂层,增加电芯的散热能力,省去电芯内部底托板结果,提升电解液浸润电芯的能力。
附图说明
28.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
29.图1为本发明的电池壳体内壁进行各向异性喷涂绝缘粉末涂料形成的绝缘层的示意图;
30.图中:电池壳体内壁1、内层绝缘粉末涂料涂层2、外层防腐蚀涂层3;
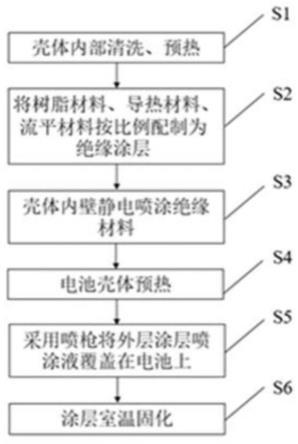
31.图2为本发明的一种内部具有复合绝缘层的电池的制备方法的流程示意图。
具体实施方式
32.为清楚、完整地描述本发明所述技术方案及其具体工作过程,结合说明书附图,本发明的具体实施方式如下:
33.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
34.本发明的一种内部具有复合绝缘层的电池,包括极片、隔膜、电解质溶液及电池壳体,采用静电喷涂的方法对电池壳体内壁进行各向异性喷涂绝缘粉末涂料形成的绝缘层;绝缘粉末涂料形成的绝缘层具有良好的绝缘性能、散热性能,可省去电池内绝缘膜和底托板的使用,并且可以省去内绝缘膜与顶盖板下塑胶的热熔工序,消除热熔拉丝引起激光焊接漏光的风险;并且涂层材料具有可压缩性,可以在电芯循环过程中被压缩,有效吸收正负极材料和副反应产气引起的电芯膨胀;所述绝缘粉末涂料用于形成电池壳体内壁的绝缘层时,所得绝缘层与电池壳体内表面的附着力良好,并且通过在最内层涂ptfe或pfa 乳液,消除电解液对电池壳体和内绝缘涂层的腐蚀风险。
35.具体地,所述电池壳体内壁的电池大面和侧面的绝缘层均为双层结构,所述双层结构包括低导热系数并且可压缩的内层绝缘粉末涂料涂层和外层防腐蚀涂层;电池壳体内壁的电池底面的绝缘层为双层结构,所述双层结构包括内层绝缘粉末涂料涂层和高导热系数的外层防腐蚀涂层;其中,内层绝缘粉末涂料涂层具有压缩性,可以吸收电池循环过程中由于正负极材料膨胀、副反应产气等原因导致的电池大面膨胀而产生的膨胀力。外层防腐蚀涂层采用ptfe乳液或pfa乳液涂覆,可以有效防止电解液对电池壳体内壁和绝缘涂层的腐蚀。
36.所述内层绝缘粉末涂料涂层的主体绝缘材料为树脂材料,壳体大面和侧面涂层包括绝缘材料和流平材料,壳体底部涂层具有绝缘材料、导热材料及流平材料;所述绝缘材料为酚醛树脂、聚酯树脂、聚酰胺树脂、聚氯乙烯树脂中的一种或者至少两种的组合;所述导热材料包括氮化硼、氮化铝、碳化硅、氮化硅、氧化铝、氮化镓、砷化镓、磷化镓、锌氧化物、磷化铟、铍氧化物、镁氧化物、氮化硅镁中的至少一种。优选的,导热材料为碳化硼、碳化硅或氮化硅中的至少一种作为导热剂,所述导热剂不仅导热性能优良,还具有良好的绝缘性能。所述流平材料包括苯酚、甲醛和聚丙烯酸。
37.涂覆在电池壳体的电池底面的pfa乳液采用纳米二氧化钛包覆,以改善其导热性能,pfa乳液涂层厚度为50-80um,pfa乳液涂层可以有效降低裸电芯与电池壳体间的热阻,提升电池的导热性能;所述流平材料为苯酚、甲醛和聚丙烯酸中的至少一种。
38.对于电池壳体内壁的电池大面和侧面的绝缘层,所用的内层绝缘粉末涂料涂层成分如下:
39.内层绝缘粉末涂料的质量按100%计,所述绝缘材料的质量百分含量为60-80%,例如可以是60%、70%、80%,但不限于所列举的数值,数值范围内其它未列举的数值同样
适用;优选为60-75%;流平材料的质量百分含量为20-40%;其中,绝缘材料中的聚酯树脂和酚醛树脂的质量百分含量分别为25-35%、35-45%,绝缘层的厚度为 130um-180um,内层绝缘粉末涂料涂层的厚度为80um-100um。
40.对于电池壳体内壁的电池底面的绝缘层,所用的内层绝缘粉末涂料涂层成分如下:
41.内层绝缘粉末涂料的质量按100%计,所述绝缘材料的质量百分含量为55-70%,例如可以是60%、70%,但不限于所列举的数值,数值范围内其它未列举的数值同样适用;优选为60-70%;导热材料的质量百分含量为25-35%,流平材料的质量百分含量为5-15%,其中,绝缘材料中的聚酯树脂和酚醛树脂的质量百分含量分别为25-35%、 35-40%;绝缘层的厚度为130um-180um,内层绝缘粉末涂料涂层的厚度为90um-120um。
42.所述外层防腐蚀涂料为经过处理的pfa乳液,pfa乳液为全氟丙基全氟乙烯基醚与聚四氟乙烯的共聚物,其中,涂覆在电池壳体的内壁的大面和侧面的pfa乳液未进行材料预处理,利用pfa乳液的隔热性能配合内绝缘涂层一起起到阻隔电芯间热量传导的作用;涂覆在电池壳体的底面的pfa乳液采用纳米二氧化钛包覆,以改善其导热性能,pfa乳液涂层厚度为50-80um。
43.实施例1
44.本实施例的一种内部具有复合绝缘层的电池,包括极片、隔膜、电解质溶液及电池壳体,采用静电喷涂的方法对电池壳体内壁进行各向异性喷涂绝缘粉末涂料形成的绝缘层,绝缘粉末涂料形成的绝缘层具有良好的绝缘性能、散热性能,可省去电池内绝缘膜和底托板的使用,并且可以省去内绝缘膜与顶盖板下塑胶的热熔工序;电池壳体内壁的电池大面和侧面的绝缘层均为双层结构,所述双层结构包括低导热系数并且可压缩的内层绝缘粉末涂料涂层和外层防腐蚀涂层;涂层材料具有可压缩性,可以在电芯循环过程中被压缩,对绝缘内壁进行防腐处理,有效提升内绝缘涂层的可靠性,消除电解液对电池壳体和内绝缘涂层的腐蚀风险。;电池壳体内壁的电池底面的绝缘层为双层结构,所述双层结构包括高导热系数的内层绝缘粉末涂料涂层和外层防腐蚀涂层;所述内层绝缘粉末涂料涂层的主体绝缘材料为树脂材料,所述外层防腐蚀涂层采用ptfe乳液或pfa乳液涂覆。通过电芯内部底部喷涂高导热系数的绝缘涂层,增加电芯的散热能力,并且省去电芯内部绝缘底托板,提升电解液浸润电芯的能力。
45.所述内层绝缘粉末涂料涂层的厚度为100um,其主体绝缘材料为树脂材料,包括绝缘材料、导热材料及流平材料;所述绝缘材料为聚酯树脂、酚醛树脂和环氧树脂;内层绝缘粉末涂料的质量为100%计,所述绝缘材料的质量百分含量为80%,其中,绝缘材料中的聚酯树脂、酚醛树脂和环氧树脂的质量百分含量分别为30%、30%、20%;所述导热材料为碳化硼、碳化硅,所述导热剂不仅导热性能优良,还具有良好的绝缘性能;所述流平材料包括苯酚、甲醛和聚丙烯酸;所述流平材料的质量百分含量为20%。
46.所述外层绝缘耐腐蚀涂料涂层主体为pfa乳液,厚度为60um。
47.所述对于电池底面,所用的绝缘涂料成分如下:内层绝缘粉末涂料的质量为100%计,所述绝缘材料的质量百分含量为70%;其中,绝缘材料中的聚酯树脂和酚醛树脂的质量百分含量分别为40%、30%,所述导热材料的质量百分含量为30%,所述流平材料的质量百分含量为10%;底部绝缘材料厚度为100um。
48.本发明采用各向异性喷涂绝缘材料,通过电芯内部大面喷涂具有压缩性的绝缘涂层和防电解液腐蚀涂层,有效提升电芯可靠性,并且压缩性涂层可以有效吸收电芯在循环过程中产生的膨胀,提升电芯循环寿命。
49.实施例1与未采用内绝缘涂层的电芯的性能测试结果见表1;
50.表1为实施例1与未采用内绝缘涂层的电芯的性能测试表
[0051][0052][0053]
从表1中可以看出,采用本实施例1的内绝缘涂层的电芯的电池性能均有所提高。
[0054]
实施例2
[0055]
如图2所示,一种内部具有复合绝缘层的电池的制备方法的流程图,具体包括如下步骤:
[0056]
步骤一:采用激光或碱性溶液对电池壳体进行清洗,将清洗后的电池壳体放入烘箱中进行预热处理;所述预热处理的条件如下:温度为90℃~110℃,时间为15min~25min;
[0057]
步骤二:配置内层绝缘粉末涂料及外层防腐蚀涂料;
[0058]
步骤三:将经预热的电池壳体平放在玻璃板上,将内层绝缘粉末涂料喷涂在电池壳体的内壁及电池底面上;所述喷涂的方法为静电粉末喷涂;
[0059]
步骤四:将已经完成内层绝缘粉末涂料喷涂的电池壳进行预热,经预热的电池壳体平放在玻璃板上,将外层防腐蚀涂料采用喷枪均匀地喷涂覆盖在内层绝缘粉末涂料涂层上,待涂层室温固化后,外层防腐蚀涂料层喷涂完成;所述预热处理的条件如下:温度为90℃~ 110℃,时间为15min~25min;
[0060]
所述外层防腐蚀涂料为pfa乳液,其中,涂覆在电池壳体的内壁的大面和侧面的pfa乳液未进行材料预处理,利用pfa乳液的隔热性能配合内绝缘涂层一起起到阻隔电芯间热量传导的作用;涂覆在电池壳体的电池底面的pfa乳液采用纳米二氧化钛包覆,以改善其导热性能,pfa乳液涂层厚度为50-80um;
[0061]
步骤五:将正极片、负极片、隔膜进行叠片/卷绕,将已经完成叠片/卷绕的裸电芯直接放入具有内绝缘粉末涂料的电池壳体中。
[0062]
通过电芯内部喷涂各向异性绝缘材料,保证裸电芯与壳体顶部完全绝缘,裸电芯无需包覆内绝缘膜,简化电芯生产工序,提升生产效率,避免内绝缘膜入壳时被壳体表面异物划伤,进而影响电芯内部绝缘,省去了内绝缘膜与顶盖板下塑胶的热熔工序,避免因内绝缘膜热熔产生杂质,影响电芯激光封口焊接导致激光漏光,进而灼伤电芯,有效提升电芯安全性。
[0063]
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
[0064]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
[0065]
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1