具有预铸造/预模制对准狭槽和可选的界面挤压肋的两件式熔断器端盖的制作方法
1.本公开的实施例涉及熔断器组件,并且更特别地,涉及具有两件式端盖的熔断器组件。
背景技术:
2.在电气系统中用于防止过大的电流的熔断器是在出现过电流状况时断开的牺牲性设备。熔断器包括将两个金属接触端子链接在一起并且如果过多的电流流过就熔化/断开的熔断器元件(诸如金属线或条)。这种断开导致开路,从而保护熔断器连接到的设备。熔断器以各种形状和大小出现,并且具有许多应用,从小电路电子设备到大规模工业应用。除了作为部件保护设备之外,熔断器还是安全设备,诸如当用于车辆中时,因为它们防止响应于车辆事故的火灾。
3.一些熔断器可以包括在熔断器主体的任一侧处的端盖,其中熔断器元件设置在熔断器主体中。端盖被设计成支撑和保护熔断器元件免受外力和环境应力。现有的熔断器技术利用两个完全圆形的端盖,端盖中的每一个在熔断器元件被附接之前诸如通过首先压视频或铜焊而接合到其相应的分离的端子中。因此,这种组装方法包括二次过程(诸如钎焊或焊接)以将熔断器元件附接在两个端子之间,从而增加了制造的复杂性并有质量偏差的风险。进一步,在组装期间,导电端子和端盖之间的滑动界面没有被设计成在熔断器内容物和环境之间产生密封封套。
4.使用插入销将端盖固定到熔断器主体。在通常由比用于熔断器端子的金属更软的金属制成的端盖中的钻孔可能很脏,从而导致污染物留在熔断器主体内部。端盖与熔断器主体的紧密密封确保了熔断器组件如所设计那样操作。因此,可以使用粘合材料将端盖密封到熔断器主体,这也可能很脏。
5.就这些和其他考虑而言,目前的改进可能是有用的。
技术实现要素:
6.提供本概述是为了以简化的形式介绍将在下面的详细描述中进一步描述的概念的选择。本概述不旨在标识所要求保护的主题的关键特征或必要特征,也不旨在帮助确定所要求保护的主题的范围。
7.根据本发明的熔断器组件的示例性实施例可以包括容纳熔断器元件的熔断器主体、端子组件和端盖。端子组件具有第一和第二相对表面,并且特征在于在第一端子和第二端子之间延伸的熔断器元件。端盖包括各自具有挤压肋的第一和第二端盖部分。当两个端盖部分在端子组件夹在它们之间的情况下彼此紧固时,第一挤压肋接合端子组件的第一表面,并且第二挤压肋接合端子组件的第二表面,使得第一挤压肋和第二挤压肋在端子组件周围形成密封。
8.根据本发明的端盖的示例性实施例与第二端盖一起适于将端子组件固定在熔断
器壳体内部,并且可以包括第一端盖部分和第二端盖部分。第一端盖部分具有第一突起、第一插座和第一挤压肋。第一挤压肋适于与包括熔断器元件的端子组件的第一表面接合。第二端盖部分具有第二突起、第二插座和第二挤压肋。第二挤压部适于与端子组件的与第一表面相对的第二表面接合。响应于第一端盖部分被紧固到第二端盖部分,第一突起接合第二插座,并且第二突起接合第一插座,从而围绕端子组件形成密封。
9.根据本发明的熔断器组件的另一示例性实施例可以包括熔断器主体、第一和第二端盖部分以及第一和第二插入销。熔断器主体被模制有第一和第二孔。第一端盖部分模制有径向形成到其圆周边缘中的第一狭槽,从而形成穿过第一端盖的径向腔。第二端盖部分模制有径向形成到其圆周边缘中的第二狭槽,从而形成穿过第二端盖的径向腔。第一插入销延伸穿过第一孔和第一狭槽,并且第二插入销延伸穿过第二孔和第二狭槽,并且第一和第二插入销将第一和第二端盖部分固定到熔断器主体。
附图说明
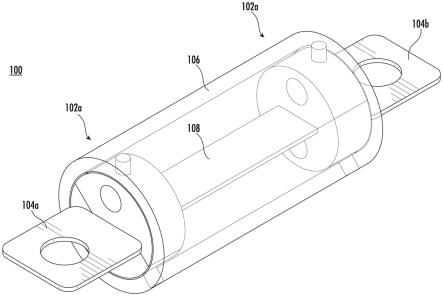
10.图1是示出根据示例性实施例的熔断器组件的图;
11.图2a至图2c是示出根据示例性实施例的用于图1的熔断器组件的端子组件的图;
12.图3a和图3b是示出根据示例性实施例的图1的熔断器组件的端盖部分的图;
13.图4a和图4b是示出根据示例性实施例的用于图1的熔断器组件的端盖部分耦接部的图;
14.图5是示出根据示例性实施例的熔断器组件的图;
15.图6a至图6c是示出根据示例性实施例的用于图5的熔断器组件的端子组件的图;
16.图7a和图7b是示出根据示例性实施例的图5的熔断器组件的端盖部分和端盖部分耦接部的图;
17.图8a和图8b是示出根据示例性实施例的图5的熔断器组件的端盖部分的图;
18.图9a和图9b是示出根据示例性实施例的图5的熔断器组件的端盖部分的图。
19.图10是示出根据现有技术的熔断器组件钻孔的图;
20.图11a是示出根据示例性实施例的具有圆柱形孔的端盖部分的图;
21.图11b是示出根据示例性实施例的具有狭槽的端盖部分的图;以及
22.图12是示出根据示例性实施例的熔断器组件的图。
具体实施方式
23.本文公开了新颖的熔断器组件设计。两件式端盖设计使得熔断器组件的端子和熔断器元件能够被形成为单件,从而消除了由于必须在两个端子之间分离地附接熔断器元件而导致的制造可变性。两件式端盖以及端子组件的特征在于使得能够在不使用粘合剂的情况下将端盖部分接合到端子组件的元件。这些元件还提供了便于组装的定位引导。端盖部分的特征在于用于接收插入销的狭槽而不是圆柱形孔,该插入销用于将端盖固定到熔断器主体,因此避免了模制工具的昂贵的返工。
24.为了方便和清楚起见,诸如“顶部”、“底部”、“上部”、“下部”、“竖直的”、“水平的”、“侧向的”、“横向的”、“径向的”、“内部”、“外部”、“左部”和“右部”的术语可以在本文中用来描述熔断器组件的特征和部件各自相对于它们出现在本文提供的透视图、分解透视图和截
面图中的组件的几何形状和取向的相对放置和取向。所述术语不旨在是限制性的,并且包括具体提及的词语、其中的派生词以及类似含义的词语。
25.熔断器组件100
26.图1是根据示例性实施例的新颖熔断器组件100的代表性透视图。熔断器组件100的特征在于熔断器主体106,该熔断器主体是透明的,以便于观察熔断器组件的其他元件。设置在熔断器主体106的任一端处的是两个端盖,第一端盖102a和第二端盖102b(统称为“端盖102”)。熔断器元件108设置在第一端子104a和第二端子104b(统称为“端子104”)之间。熔断器元件108可以采用不同于图1中示出的形状和构造的形状和构造。如本文将示出的那样,熔断器组件100的部件包括促进部件的稳固附着以及在组装期间部件的定位引导的特征,从而确保制造容易性。
27.图2a至图2c是根据示例性实施例的端子组件连同端盖和端盖部分的代表性透视图,它们是图1的熔断器组件100的一部分。图2a的特征在于由设置在两个熔断器端子之间的熔断器元件组成的端子组件200a;图2b的特征在于具有两个附接的端盖的熔断器组件200b;以及图2c的特征在于具有所附接的底部第一端盖部分和顶部第二端盖部分的熔断器组件200c(统称为“端子组件200”)。
28.端子组件200a(图2a)由设置在第一端子204a和第二端子204b(统称为“端子204”)之间的熔断器元件208组成。熔断器元件208(其被称为熔断器组件100的牺牲性部分,因为它响应于故障状况而断开)被示出为没有弯曲部或曲线的简单的矩形元件。在各种替代性实施例中,熔断器元件208可以采取各种其他形状和大小,可以具有扭曲部或转弯,可以比端子204更薄或与端子204厚度相同,并且可以由图中未示出的多个件组成。本公开不限于这一点。
29.熔断器端子204可选地包括用于将熔断器固定地附接到电路的端子孔口206a和206b(统称为“端子孔口206”)。尽管端子孔口206被示出为圆形开口,但是它们可以是多种形状和大小中的任何一种。作为一个示例,熔断器端子204可以通过将导电螺栓穿过端子孔口206插入而附接到母线,从而在熔断器和母线之间形成电连接。
30.在示例性实施例中,端子204和熔断器元件被形成为一体的金属导电材料,诸如锌、铜、银、铝或合金或其组合,虽然本文示出和描述的端子组件200不限于这种配置。在其他实施例中,熔断器组件100的端子组件200通过将端子204连接到熔断器元件208的任一侧(诸如通过钎焊、焊接或其他方式)而形成。
31.在示例性实施例中,端子组件200的特征在于形成在每个端子附近的突出唇缘。第一唇缘212a和第二唇缘212b位于端子组件200的相对侧上靠近第一端子204a;类似地,第三唇缘212c和第四唇缘212d位于端子组件200的相对侧上、靠近第二端子204b(统称为“唇缘212”)。如图2c所示,在示例性实施例中,唇缘212是便于将端盖连接到端子组件200的配合特征。下面将结合对图4a和图4b的描述更详细地描述唇缘212。
32.图2b中示出了端盖202a和202b(统称为“端盖202”)。在示例性实施例中,每个端盖202由两部分或两个半部组成。第一端盖202a由第一端盖部分210a(底部)和第二端盖部分210b(顶部)组成;第二端盖202b由第一端盖部分210c(底部)和第二端盖部分210d(顶部)(统称为“端盖部分210”)组成。端盖部分210被设计成在唇缘212的位置处与端子组件200接合,诸如通过压适配。在示例性实施例中,端盖部分210使用锌合金制造。
33.在传统的熔断器设计中,端盖是在每个端盖中具有矩形狭槽的单件设计。将熔断器元件滑动穿过每个端盖的狭槽,随后是诸如通过钎焊、焊接等将端子附接到熔断器元件的每个端部。在示例性实施例中,熔断器组件100的两件式端盖设计使得端子和熔断器元件能够被形成为单件,从而消除了由于必须在两个端子之间分离地附接熔断器元件而导致的制造可变性。
34.图2c示出了第一端盖202a的端盖部分210a和第二端盖202b的端盖部分210d。在示例性实施例中,端盖部分210a、210b、210c和210d基本相似,并且可以彼此互换。端盖部分210在唇缘212的位置处靠近端子204设置。下面将结合图3a至图3b和图4a至图4b的描述更详细地描述的端盖部分210包括使得第一和第二端盖部分(例如,端盖202a的210a和210b或端盖202b的210c和210d)能够相互配合的特征。进一步,唇缘212便于端盖部分210的放置和端盖部分与熔断器组件100的端子组件200的耦接两者。
35.在示例性实施例中,端盖202还包括插入销(图2b和图2c)。第一端盖202a包括插入销214a和214b;第二端盖202b包括插入销214c和214d(统称为“插入销214”)。在一个实施例中,插入销214由金属或金属合金(诸如不锈钢)制成。插入销的数量可以变化。在一个实施例中,每个端盖部分210包括一个插入销214。在示例性实施例中,插入销214实现端盖202和熔断器主体106之间的连接(也参见图1)。下面结合图12的描述更详细地描述插入销214。
36.图3a和图3b是根据示例性实施例的端盖部分210的代表性图。端盖部分210的透视图从不同的角度给出,从而使得一些附加的细节可见。因为每个端盖部分210基本上类似于彼此的端盖,无论设置在端子组件200的顶部上、底部上、左侧上还是右侧上,在一些实施例中,端盖部分的各种特征也基本上类似。
37.每个端盖部分210包括第一对角线表面316、第二对角线表面318、中心(水平)表面320、半圆形表面322和两个平坦的侧表面324a和324b(统称为“侧表面324”)。除了半圆形表面322,其他表面基本上是平坦的。中心表面320形成在第一和第二对角线表面316、318的任一侧上。
38.端盖部分210的每个表面包括特征。侧表面324示出了端盖孔口332,该端盖孔口是在端盖部分210的任一侧上可见的横向圆柱形空隙。一旦两个端盖被连接到熔断器主体,端盖孔口332被用于利用沙子或其他材料填充熔断器组件100,之后该孔口在两侧上利用塞子338进行密封(图3b)。半圆形表面322示出了从其表面径向延伸的插入销214。
39.进一步,在示例性实施例中,第一对角线表面316的特征在于插座330,并且第二对角线表面318的特征在于突起328。一个端盖部分210的插座330被设计成与第二端盖部分的突起328相配合。在示例性实施例中,当配合发生时,一个端盖部分210的对角线表面316将抵靠另一端盖部分的对角线表面318齐平。
40.插座330包括从中心部分320延伸的平坦表面(本文称为唇缘座334)以及与唇缘座正交的块接收器340。同样地,突起328具有平坦表面、从中心部分延伸的唇缘座336和与唇缘座正交的块342。在示例性实施例中,端子组件200的两个唇缘与端盖部分210配合,使得一个唇缘设置在插座330的唇缘座334上,而第二唇缘设置在突起328的唇缘座336上(参见图2c)。这使得端子组件200能够被安置在形成端盖202的两个接合的端盖部分210之间,使得在端盖部分和端子组件之间形成密封。进一步,一个端盖部分210的块342接合另一端盖部分的块接收器340。本领域普通技术人员中的设计者将认识到,插座330的唇缘座334和块
接收器340以及突起328的唇缘座336和块342可以在形状和大小方面变化,同时仍然为端盖部分210提供期望的配合性质。进一步,在插座330和突起320被修改的情况下,端子组件200的唇缘212也可以被改变,以便促进部件的配合。
41.在示例性实施例中,中心表面320的特征在于在第一对角线表面316和第二对角线表面318之间(中间)延伸的挤压肋326。在一个实施例中,挤压肋326不是设置在中心表面320的中心,而是设置到一侧,相比于靠近侧表面324a而言更靠近侧表面324b。挤压肋326也被放置成以便避开唇缘座334、336,尽管挤压肋326的放置可以与所示的不同。在示例性实施例中,当两个端盖部分210彼此接合时,上端盖部分(例如,端盖部分210b,图2b)的挤压肋326直接设置在下端盖部分(例如,端盖部分210a)的挤压肋上方,其中端子组件200设置在两个端盖部分之间。在示例性实施例中,挤压肋326连同唇缘212促进将端子组件200放置在两个端盖部分210之间。在一个实施例中,端子组件200包括凹陷部或用于与挤压肋326配合的其他接收结构。
42.图4a和图4b是根据示例性实施例的用于图1的熔断器组件100的端盖部分耦接部400的代表性图。图4a是端盖部分耦接部400的分解透视图,以及图4b是端盖部分耦接部400的剖视图。第一端盖部分210a和第二端盖部分210b设置在熔断器端子204的两侧上。一旦两个端盖部分210彼此接合,诸如通过压适配在一起,其中端子组件200的唇缘212设置在它们之间,端盖部分径向地彼此固定,并且在端盖部分和端子组件之间形成密封。
43.在示例性实施例中,当两个端盖部分210彼此接合并径向固定时,挤压肋326与端子组件200配合并变形。示出了用于端盖部分210a的第一挤压肋326a和用于端盖部分210b的第二挤压肋326b。可以由铜或铜合金制成的端子组件200被牢固地压靠在端盖部分210的锌或锌合金材料上,使得发生这两种材料的一些压缩和可能的变形。在示例性实施例中,抵靠端子组件200连接挤压肋326的压力在熔断器组件100的内容物和外部环境之间产生密封的封套。
44.尽管示出了(每端盖部分210)单个挤压肋326,但是在每个端盖部分上可以有多个挤压肋326。进一步,这些特征可以无限制地呈现在各个端盖部分210上的不同位置。
45.在示例性实施例中,在制造期间端盖部分210被压在端子组件200周围,从而导致在熔断器的每一端上的同心圆形端盖(图1和图2b)。每个端盖部分210的特征(突起328、插座330和挤压肋326)可以用于定位到端子组件200上的配合特征(唇缘212)以及对准两个端盖部分两者。
46.在示例性实施例中,一旦配合,两个端盖部分210变得可固定地附接,而不使用粘合剂或密封剂。这消除了对端盖/端子表面规则性的需求。端盖部分210中的挤压肋326咬入到端子组件200中,从而使端盖部分和端子组件两者中的材料变形。因此,如果端盖部分210或端子组件200的表面不是完全平坦的,则变形的适配界面仍然可以在两种材料之间进行牢固的密封。在示例性实施例中,挤压肋326与端子组件200的有意干涉提供了机械支撑和端盖部分210和端子组件200之间的固定连接。进一步,在示例性实施例中,将挤压肋326与端子组件200连接的压力在熔断器内容物和外部环境之间产生密封的封套。因此,新颖熔断器组件100的配合元件既提供了端盖到熔断器主体的稳固附着,并且提供了组装期间的定位引导,以便于制造熔断器组件。
47.熔断器组件500
48.图5是根据示例性实施例的新颖熔断器组件500的代表性透视图。熔断器组件500的特征在于熔断器主体506,该熔断器主体是透明的,以便于观察熔断器组件的其他元件。设置在熔断器主体506的任一端处的是两个端盖,第一端盖502a和第二端盖502b(统称为“端盖502”)。熔断器元件508设置在第一端子504a和第二端子504b(统称为“端子504”)之间。熔断器元件508可以采用不同于图5中示出的形状和构造的形状和构造。如本文将示出的那样,熔断器组件500的端盖502和端子组件两者包括配合元件,这些配合元件在端盖和熔断器主体之间提供稳固的附着,并且为部件组件提供定位引导,从而有助于制造容易性。
49.图6a至图6c是根据示例性实施例的端子组件连同端盖和端盖部分的代表性透视图,它们是图5的熔断器组件500的一部分。图6a的特征在于由设置在两个熔断器端子之间的熔断器元件组成的端子组件600a;图6b的特征在于具有两个附接的端盖的端子组件600b;以及图6c的特征在于具有所附接的底部第一端盖部分和顶部第二端盖部分的端子组件600c(统称为“端子组件600”)。
50.端子组件600a(图6a)由设置在第一端子604a和第二端子604b(统称为“端子604”)之间的熔断器元件608组成。熔断器元件608被示出为没有弯曲部或曲线的简单矩形元件,但是可以采用各种形状和大小,因为熔断器元件608的特定形状或大小并不意味着是限制性的。在示例性实施例中,端子604和熔断器元件被形成为一体的金属导电材料,诸如锌、铜、银、铝或合金或其组合。本公开不限于这方面。
51.在示例性实施例中,端子组件600的特征在于设置在每个端子附近的凹部。凹部612a和凹部612b位于端子组件600的相对侧上、靠近第一端子604a;类似地,凹部612c和凹部612d位于端子组件600的相对侧上、靠近第二端子604b(统称为“凹部612”)。如图6c所示,端盖部分610a包括与凹部612b配合的凸出部616。在示例性实施例中,凹部612和凸出部616有助于将端盖连接到端子组件600。下面结合图7a的描述更详细地描述凸出部616。
52.在图6b中示出了端盖602a和602b(统称为“端盖602”)。在示例性实施例中,每个端盖602由两部分或两个半部组成。第一端盖602a由第一端盖部分610a和第二端盖部分610b组成;第二端盖602b由第一端盖部分610c和第二端盖部分610d组成(统称为“端盖部分610”)。端盖部分610被设计成在唇缘612和凸出部616的位置处与端子组件600的相应表面接合。在示例性实施例中,端盖部分610由锌合金形成。
53.图6c示出了第一端盖602a的第一端盖部分610a和第二端盖602b的第二端盖部分610d。在示例性实施例中,端盖部分610a、610b、610c和610d基本相似,并且可以彼此互换。端盖部分610在凹部612的位置处靠近端子604设置。下面结合图7a至图7b和图8a至图8b的描述更详细地描述的端盖部分610包括使得第一和第二端盖部分(例如,端盖602a的610a和610b或端盖602b的610c和610d)相互配合的特征。进一步,凹部612便于端盖部分610的放置和端盖部分与熔断器组件500的端子组件600的耦接两者。
54.尽管图6b和图6c示出了端盖部分610,但是在替代性实施例中,端子组件600和熔断器组件500可以替代性地装配有端盖部分810,如下文图8a和图8b中示出和描述的那样。
55.在示例性实施例中,端盖602还包括插入销(图6b和图6c)。第一端盖602a包括插入销614a、614b和614c;第二端盖602b包括插入销614d、614e和614f(统称为“插入销614”)。在示例性实施例中,每个端盖602还包括第四插入销(未示出)。在一个实施例中,插入销614由金属或金属合金(诸如锌合金)制成。插入销的数量可以变化。在一个实施例中,每个端盖部
分610包括两个插入销614。在示例性实施例中,插入销614实现端盖602和熔断器主体106之间的连接(也参见图5)。下面结合图12的描述更详细地描述插入销614。
56.图7a和图7b分别是根据示例性实施例的端盖部分610和端盖部分耦接部700的代表性图。图7a示出了端盖部分610;图7b示出了用于图5的熔断器组件500的端盖部分耦接部400的剖视图。因为每个端盖部分610基本上类似于每个其他的端盖部分,无论设置在端子组件600的顶部上、底部上、左侧上还是右侧上,端盖部分的各种特征也基本上类似。
57.每个端盖部分610包括特征表面720,该特征表面包括升起部分718、在端盖部分的圆周边缘处的半圆形表面722以及两个平坦的侧表面724a和724b(统称为“侧表面724”)。侧表面724a示出了端盖孔口732,该端盖孔口是在端盖部分610的任一侧上可见的横向圆柱形空隙。一旦两个端盖被连接到熔断器主体,端盖孔口732被用于利用沙子或其他材料填充熔断器组件500,之后该孔口在两侧上利用塞子进行密封(图5和图6b)。
58.在示例性实施例中,特征表面720包括突起728,而特征表面720的升起部分718包括插座730。一个端盖部分610的插座730被设计成接收第二端盖部分的突起728,从而配合两个端盖部分。在示例性实施例中,当配合发生时,升起部分718相对于特征表面720上升,因此允许端子组件600设置在两个端盖部分610之间的空间。
59.首先在图6c中介绍的升起部分718的凸出部616延伸到特征表面720中。在示例性实施例中,端子组件600的凹部612与端盖部分610的相应凸出部616配合,使得端盖部分可以成功地与端子组件600配合。因此,凹部612和凸出部616为端盖部分610在端子组件600的上表面和下表面上的定位提供了引导。本领域普通技术人员中的设计者将认识到,凹部612和凸出部616可以在形状和尺寸方面变化,同时仍然为端盖部分610提供期望的配合性质。
60.在示例性实施例中,特征表面720的特征还在于设置在特征表面的边缘处的两个挤压肋726a和726b(统称为“挤压肋726”)。在示例性实施例中,当两个端盖部分610彼此接合时,第一端盖部分(例如,图6b中的端盖部分610b)的挤压肋726a直接设置在第二端盖部分(例如,端盖部分610a)的挤压肋上方,其中端子组件600设置在两个端盖部分之间,从而在端盖部分和端子组件之间形成密封。类似地,一个端盖部分的挤压肋726b直接设置在另一端盖部分的第二挤压肋上方。在示例性实施例中,凸出部616有助于将每个端盖部分610放置在端子组件600上。
61.在示例性实施例中,端盖部分610的突起728还包括一个或多个肋。肋736a和736b在图7a中可见(统称为“肋736”),尽管可以存在比所示的更多或更少的肋。突起728上的肋736是另一接合特征,其在组装期间在插座730中变形,以保持两个端盖部分610的相对位置。因此,当端盖610彼此接合时,像挤压肋726一样,肋736有助于将各个部件融合在一起,从而在不使用粘合剂的情况下导致端盖602之间的气密耦接和密封的形成。凹部612和凸出部616类似地有助于抵靠端子组件600密封端盖部分610。
62.在示例性实施例中,如图7b的剖视图所示,当两个端盖部分610相互接合并径向固定时,挤压肋726与端子组件600配合并变形。示出了用于端盖部分610b的第一和第二挤压肋726a和726b以及用于端盖部分610a的第三和第四挤压肋726c和726d。可以由铜或铜合金制成的端子组件600被牢固地压靠在端盖部分610的锌或锌合金材料上,使得发生这两种材料的一些压缩和/或变形。可选的肋736也有利于两个端盖部分610的固定耦接。在示例性实施例中,将挤压肋726与端子组件600连接的压力在熔断器组件500的内容物和外部环境之
间产生密封的封套。
63.在示例性实施例中,在制造期间端盖部分610被压在端子组件600周围,从而导致在熔断器的每一端上的同心圆形端盖(图5和图6b)。每个端盖部分610的特征(突起728和插座730)可以用于对准两个端盖部分,而每个端盖部分的凸出部616用于“定位”端子组件600上的相应凹部612。
64.在示例性实施例中,一旦配合,两个端盖部分610变得可固定地附接,而不使用粘合剂或密封剂。这消除了对端盖/端子表面规则性的需求。端盖部分610中的挤压肋726咬入到端子组件600中,从而使端盖部分和端子组件两者中的材料变形。因此,如果端盖部分610或端子组件600的表面不是完全平坦的,则接合界面仍然可以在两种材料之间进行牢固的密封。在示例性实施例中,挤压肋726与端子组件600的表面的有意干涉提供了机械支撑以及端盖部分610和端子组件之间的固定连接。进一步,在示例性实施例中,将挤压肋726连接到端子组件表面的压力在熔断器内容物和外部环境之间产生密封的封套。
65.图8a和图8b是根据示例性实施例的端盖部分810的代表性图。图8a是端盖部分810的透视图,以及图8b是端盖部分810的剖视图。端盖部分810可以是图5的熔断器组件500的一部分。端盖部分810的特征在于具有升起部分818的特征表面820,其中特征表面820包括突起828,并且升起部分包括插座830。在示例性实施例中,突起828和插座830有助于将端盖610连接到端子组件600。端盖部分810的特征还在于凸出部816。凸出部816被设计成与端子组件600的凹部612配合(图6c)。在示例性实施例中,当将端盖部分连接到端子组件600时,凹部612和凸出部816有助于定位引导。
66.如同端盖610(图7a和7b)一样,端盖810的特征还在于设置在特征表面820边缘处的两个挤压肋826a和826b(统称为“挤压肋826”)。在示例性实施例中,当两个端盖部分810诸如通过压适配彼此接合时,上端盖部分的挤压肋826a直接设置在下端盖部分的挤压肋上方,其中端子组件600设置在两个端盖部分之间。类似地,上端盖部分的挤压肋826b直接设置在下端盖部分的第二挤压肋上方。在示例性实施例中,两个挤压肋826与凸出部816一起有助于将每个端盖部分810放置在端子组件600上。
67.进一步,在示例性实施例中,端盖810的特征在于邻近挤压肋826的槽。槽844a邻近挤压肋826a,而槽844b邻近挤压肋826b(统称为“槽844”)。在图8b的剖视图中,挤压肋826被示出为凸出部,而槽844被示出为凹陷部。当端盖部分810接合在一起时,有时挤压肋826基本上被压缩和/或变形,使得压缩/变形的多余材料能够装配到槽844中。在压缩/变形导致较小干涉的情况下,可能存在较少的多余材料,从而使得槽844未被使用。因此,端盖部分810为熔断器组件500的组装提供了附加的灵活性。不同于熔断器组件100的那些配合元件,新颖熔断器组件500的配合元件还提供了端盖到熔断器主体的稳固附着,并且在组装期间提供了定位引导,以便于制造熔断器组件。
68.图9a和图9b是根据示例性实施例的端盖部分耦接部900的代表性图。图9a是端盖部分耦接部900的透视图,以及图9b是其剖视图。端子组件902被示出设置在第一端盖部分910a和第二端盖部分910b(统称为“端部端盖部分910”)之间。图9a和图9b中示出的元件可以是熔断器组件500(图5)的一部分。在示例性实施例中,第二端盖部分910b虽然示出了较少的特征,但基本上类似于第一端盖部分910a。端子组件902与前述端子组件200和600共享一些相似性,并且端盖部分910与前述端盖部分610和810共享一些相似性。
69.端盖部分910的特征在于突起928和插座930两者。一个端盖部分910的突起928被设计成装配到第二端盖部分的插座中。端子组件902的特征在于设置在端子组件的相对边缘上的凹部912a和凹部912b(统称为“凹部912”)。底部端盖部分910a示出了凸出部916,并且与端盖部分910a基本相似的端盖部分910b也包括凸出部。在示例性实施例中,这些凸出部916被设计成与端子组件902的相应凹部912配合。当两个端盖部分910彼此接合时,端盖部分910a的凸出部916将装配到凹部912a中,其中端盖部分912b的凹部(未示出)装配到凹部912b中。
70.在示例性实施例中,端盖部分910a还包括一对挤压肋926a和926b(统称为“挤压肋926”)。在每个挤压肋926的任一侧上的是槽。因此,挤压肋926a设置在槽944a和944b任一侧上,而挤压肋926b设置在槽944c和944d(统称为“槽944”)的任一侧上。当端盖部分910彼此接合时,有时挤压肋926基本上被压缩和/或变形,使得压缩/变形的多余材料能够装配到槽944中,无论是装配到挤压肋的一侧、装配到挤压肋的第二侧还是装配到挤压肋的两侧。在压缩/变形导致较小干涉的情况下,可能存在较少的多余材料,从而使得槽944中的一个或多个未被使用。
71.在示例性实施例中,端子组件902包括用于与端盖部分910的挤压肋926耦接的配合凹槽。在端子组件902的第一表面上,第一配合凹槽942a在凹部912的一侧中,以及第二配合凹槽942b在凹部的另一侧中;在端子组件的第二表面上,第三配合凹槽942c在凹部的一侧中,以及第二配合凹槽942d在凹部的另一侧上(统称为“配合凹槽942”)。在示例性实施例中,配合凹槽942间隔开距离d,并且挤压肋926也间隔开距离d。因此,端子组件902的配合凹槽942是用于与端盖部分910的挤压肋926配合的接收结构。
72.可以由铜或铜合金制成的端子组件902被牢固地压靠在端盖部分910的锌或锌合金材料上,使得发生这两种材料的一些压缩和可能的变形。在示例性实施例中,抵靠端子组件910的相应配合凹槽942连接挤压肋926的压力在熔断器组件的内容物和外部环境之间产生密封的封套。挤压肋926和配合凹槽942有助于将各个部件融合在一起,从而在不使用粘合剂的情况下导致到端盖中的气密耦接。凹部912和凸出部916类似地有助于抵靠端子组件902密封端盖部分910。
73.在示例性实施例中,端盖部分910的凸出部916和端子组件902的凹部912在熔断器组件500的制造期间提供定位引导。在示例性实施例中,在端子组件902中增加了配合凹槽942的情况下,这种定位引导被增强,因为端盖部分910的挤压肋926能够“找到”端子组件902的配合凹槽,从而易于制造熔断器组件。
74.插入销狭槽
75.上述熔断器组件的特征在于用于将端盖固定到熔断器主体的插入销。在传统的熔断器组件中,圆柱形孔被钻入到端盖和熔断器主体两者中。这些孔将端盖轴向保持在熔断器主体的圆柱形管内。
76.图10是根据现有技术的熔断器组件的传统钻孔过程的图示。钻孔操作可能非常脏,并且可能导致熔断器组件内部的污染,这可能负面地影响熔断器元件的操作。例如,来自钻孔操作的导电材料,如果留在熔断器组件内部的话,可能导致电流在两个端子之间流动,即使熔断器元件已经由于故障状况而被断开。因此,来自钻孔操作的材料可能导致熔断器无法如设计那样起作用。
77.为了将端盖保持在熔断器的相对端处,将孔径向地钻孔至特定深度,穿过熔断器主体并进入端盖中。然后将金属销插入孔中,从而将端盖刚性地保持在适当的位置。钻入到大多数熔断器主体材料中是快速、有效的,并且不容易使钻头变钝。将盲孔钻入到端盖部分中是有风险的,因为存在关于钻孔是否在正确的位置的不确定性。进一步,将盲孔钻入到锌中是困难的、缓慢的,并且很快使钻头变钝,并且以较高的规则性损坏钻头,这给大规模生产带来了问题。因为它们由锌或锌合金制成,在一些实施例中,在端盖部分210、610或910中进行钻孔是有问题的。
78.作为钻孔的替代性方案,端盖部分可以使用模制操作(诸如注射成型)制成。型芯和腔是模具工具的两个半部中的给予端盖部分其最终的形状的成形区段。用于插入销的圆柱形孔可以以这种方式模制。
79.然而,对于圆柱形孔可能存在使用模制操作的缺点。图11a是根据示例性实施例的具有圆柱形孔的端盖部分的代表性图。端盖部分1100可以类似于熔断器组件100的端盖部分210或熔断器组件500的端盖部分610或910。示出了两个圆柱形孔1104a和1104b,该两个圆柱形孔径向设置在端盖部分1100的圆周边缘,从而形成径向腔(统称为“孔1104”)。
80.向上的竖直箭头指示工具腔拉力,而向下的竖直箭头指示模制操作的工具型芯拉力。对角箭头指示孔1104的用工具加工滑动。不幸的是,在孔1104的用工具加工期间,由分模线1106a和1106b给出的中断的表面轮廓添加了熔断器主体的一致性组装的风险。
81.添加压铸/模制孔(完全不同于狭槽)需要将附加滑动添加到工具中,由于附加的分模线,这又会产生不一致的表面。因为这是端盖外部和主体内部之间的配合表面,所以端盖的一致表面是优选的。因此,图11a示出了低效的用工具加工布局。对角线指示与工具拉动方向不对齐的用工具加工“滑动”,这给最终零件添加了成本和附加分模线。
82.作为替代性方案,在示例性实施例中,端盖在模制操作中形成有狭槽,而不是圆柱形孔。这些狭槽被专门设计来以消除在模制工具中添加侧向动作的需要,并保持平滑不间断的端盖表面。
83.图11b是根据示例性实施例的具有狭槽1150的端盖部分的代表性图。在使用模制操作而不是钻孔的情况下,两个狭槽1112a和1112b径向形成到端盖部分1150的圆周边缘(例如,半圆形表面)中,从而形成径向腔(统称为“狭槽1112”)。同样,向上的竖直箭头指示工具腔拉力,而向下的竖直箭头指示工具型芯拉力。与孔1012不同,狭槽1112允许从工具腔的直接拉动方向。在一些实施例中,所添加的狭槽被专门设计来消除在模制工具中添加侧向动作的需要,并保持平滑不间断的端盖表面。在示例性实施例中,构成熔断器的非导电材料(诸如熔断器主体106(图1)和熔断器主体506(图5))也使用模制过程制成的,其中孔是熔断器主体的型芯和腔的一部分,因此消除了在熔断器主体中钻孔的需要。
84.分模线1114a和1114b被示出在狭槽1112a中,并且分模线1114c和1114d被示出在狭槽1112b中(统称为“分模线1114”)。与图11a中的分模线1106相反,端盖1110的分模线1114不影响端盖的表面,而只影响狭槽本身,这些狭槽将在组装期间接收插入销。因此,在一些实施例中,图11b的替代性模制操作确保了一致的最小中断的表面轮廓,以获得熔断器主体的改进的组装。因此,在示例性实施例中,图11b示出了相对于图11a的工具布局的改进的工具布局。通过使用狭槽而不是圆柱形孔,狭槽通过具有与工具的其余部分相同的拉伸方向的用工具加工来产生。
85.熔断器组件1200
86.图12是根据示例性实施例的其特征在于具有预模制对准狭槽的端盖的熔断器组件1200的代表性分解透视图。示出了熔断器主体1206和单个端盖1202的横截面。端盖1202可以是两部分式端盖,诸如分别为熔断器组件100和500的端盖102和502。熔断器端子1204a和1204b被示出为在熔断器主体1206的任一端处。
87.熔断器主体1206包括熔断器主体孔1216a、1216b、1216c和1216d(示出在端盖1202的横截面中)以及用于固定第二端盖(未示出)的熔断器主体孔1216e(示出在熔断器主体的相对侧上)(统称为“熔断器主体孔1216”)。
88.在示例性实施例中,预定大小和取向的压铸/模制狭槽位于每个端盖1202上,从而移除了对钻孔的需要。诸如图11b中示出的那样,对准狭槽1212a、1212b、1212c和1212d预先模制到端盖1202的圆周表面中(统称为“对准狭槽1212”或“狭槽1212”)。在一些实施例中,截面图示出狭槽1212有些梯形,其中靠近端盖1202的圆周表面的狭槽的顶部比底部处更宽。在对准狭槽1212b中可见的是,在一些实施例中,狭槽底部1218是圆形的,尽管在截面图中被示出为半圆。
89.熔断器组件1200中的特征还在于用于固定端盖1202的插入销1214a、1214b和1214d,以及用于固定第二未示出的端盖的插入销1214e、1214f和1214g(统称为“插入销1214”)。不可见的插入销1214被假定为可插入在用于端盖1202和用于不可见的端盖的熔断器主体孔1216c和狭槽1212c中。在一个实施例中,插入销1214由金属或金属合金材料(诸如不锈钢)制成。在示例性实施例中,四个插入销1214用于固定每个端盖,尽管插入销的数量可以变化。
90.熔断器主体孔1216和狭槽1212一起接收插入销1214,以将端盖1202和不可见的端盖固定到熔断器主体1206。预铸造/预模制的对准狭槽1212通过移除了钻孔到熔断器端盖中的需要而不添加加工复杂性,而显著简化了熔断器制造过程。使用端盖1202中的狭槽1212(而不是圆柱形孔)允许端盖用工具加工以简单的型芯/腔块保持最简单,从而避免用工具加工中的昂贵的侧向动作特征。因此,在一些实施例中,狭槽的使用最小地影响用工具加工成本和零件周期时间。进一步,具有预铸造/预模制的端盖狭槽允许熔断器主体在组装之前被独立钻孔。
91.进一步,在示例性实施例中,预铸造/预模制的对准狭槽1212的存在消除了由于端盖钻孔导致的金属颗粒进入熔断器的功能区域的风险。在示例性实施例中,图12的端盖狭槽设计既引导销插入对准,又允许将孔钻入到熔断器主体中的动作在任何时间与组件的其余部分分离地执行。
92.如本文所用,以单数形式叙述并以单词“一”或“一个”开头的元件或步骤应被理解为不排除多个元素或步骤,除非明确叙述了这种排除。另外,对本公开的“一个实施例”的引用不旨在被解释为排除也结合所述特征的附加实施例的存在。
93.虽然本公开参考了某些实施例,但是在不脱离如所附权利要求中定义的本公开的范畴和范围的情况下对所描述的实施例的许多修改、变更和改变是可能的。因此,本公开旨在不限于所描述的实施例,而是其具有由以下权利要求及其等同物的语言所定义的全部范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1