一种质子交换膜燃料单电池的整形装置和方法与流程
1.本发明涉及质子交换膜燃料单电池生产技术领域,特别是涉及一种质子交换膜燃料单电池的整形装置和方法。
背景技术:
2.质子交换膜燃料电池其由单电池、端板、绝缘板、集电板和封垫圈以及紧固件组成,pemfc的单电池包括阴极、阳极、膜电极,双极板是由阳极单板和阴极单板焊接或胶粘组成,双极板是电堆的骨架, 双极板在电堆中起撑膜电极、收集电流、提供反应气/冷却液通道、分隔氢气和空气的作用。
3.pemfc通常是上百层单电池组成的电堆,再加上其它辅助系统构成了整个电池装置,电堆和辅助系统之间的高度配合才能保证pemfc的正常运行,而电堆是由单电池串联组成,在串联电路中只要某一层单电池的电压过低,限制了局部的电流加载,则整个电堆的性能便会随之下降,因此确保每一个单电池的正常运行一直是科研人员面临的一大技术难题。
4.燃料电池中膜电极的制备方法分为催化剂涂覆于质子交换膜上的ccm工艺和催化剂涂覆于气体扩散层的gde工艺,形成上述两种电极结构后,仍需要热压工序将多层结构层叠热压才可以形成膜电极组件。膜电极在热压过程中的受力不均匀,容易造成结构发生变化如弯曲等,单片电池的结构稳定性不好,所得的电堆密封性也难以保证,所得电堆容易发生漏水漏气等问题。
技术实现要素:
5.本发明的第一个目的在于提供一种质子交换膜燃料单电池的整形方法,本发明在具有多层结构单电池压合整形的过程配合降温控制各片状结构形变和导向的一致性。
6.为解决此技术问题,本发明的技术方案是:一种质子交换膜燃料单电池的整形方法,包括以下步骤:步骤一、将经过热压的单电池置于承载单元定位;步骤二、处于单电池上方的下压单元下移与承载单元形成一个将单电池四周包围的压合腔,处于压合腔的单电池受到下压单元和承载单元的平面挤压;于此同时,与单电池面接触形成挤压的两侧通过固体面的接触热传导对单电池降温直至单电池的层状结构各部件导向稳定;步骤三、打开压合腔,下料,单电池整形定型完成。
7.优选步骤二中形成压合腔后将压合腔中的空气抽出,压合腔中形成负压;对应的,步骤三中在打开压合腔前充气至环境气压。本发明将压合腔中空气抽出一方面带走一部分热量,同时保证单电池与压合腔的面接触,防止空气的存在影响接触降温。
8.优选步骤二中压合腔中的绝对压强为20kpa至150kpa。本发明的抽真空一方面是用于热量的去除,另一方面主要是保证单电池与压合腔两侧的面接触是均匀的,完整的,避
免由于单电池的部分弯曲结构造成空气在部分区域的残存,两存在温度差的固体之间仅能进行热辐射而不能进行传热效率更高的接触散热。
9.优选步骤二中用于单电池接触降温的下压单元和承载单元中均通入连续的冷媒介质形成降温的温度差。本发明更优选冷媒介是温度较低的水,在下压单元和承载单元与单电池接触的平板结构中均匀分布有用于通入降温水源的管道,保证水源的持续流动,持续通过单电池-压合腔-流动水源形成稳定接触的降温,由于压合是处于降温过程且持续进行的,整个单电池中的多层膜电极组件其形变和伸缩是受到压合空间、压合力以及压合温度共同决定的,因此本发明所得单电池整形稳定,单电池规格均一。
10.优选步骤二的压力为1 mpa至3mpa;在持续压合降温30s至90s。本发明在压合的过程不仅将各个层状结构发生翘曲或者弯曲结构压平,同时还对密封件的可能发生形变进行了一定程度的预变形,随着降温进行压合,处于中间的密封件在持续下降的压合温度和以及持续稳定的压合压力配合下促进了具有不同刚性和杨氏模量的质子膜和两侧框架同步的形变;当单电池进一步组成成为电堆之后,单电池结构和性能的稳定性,提高了电堆的性能,尤其是密封性得到了提升。
11.优选步骤一中单电池的温度为80℃至100℃;步骤三完成压合整形定型的单电池温度为40℃至50℃。
12.本发明中单电池在多次热压以及干燥后仍具有比较高的余温,利用该高于质子交换膜燃料电池一般使用温度约80℃至90℃余温下进行有效降温过程中的持续稳定压合实现整形并定型。
13.本发明的第二个目的在于提供一种质子交换膜燃料单电池的整形装置,本发明在压合单电池的过程中同步利用面接触降温,实现对单电池的整形及定型。
14.为解决此技术问题,本发明的技术方案是:一种实现本发明提出的整形方法的质子交换膜燃料单电池的整形装置,包括安装架以及相对设置于安装架的下压单元和承载单元;其中下压单元沿着安装架的高度方向上下移动;当所述下压单元下压与承载单元接触时形成包围挤压单电池的压合腔;用于形成压合腔的下压单元和承载单元与单电池接触的两侧面分别通入中连续的冷却媒介。
15.进一步改进,所述压合腔处于下压单元的一侧设有负压形成机构,所述负压形成机构具有联通压合腔的多个空气进出孔。本发明利用多点设置的空气进出孔利于在压合腔抽气和进气的过程中减少空气进出对于单电池结构产生的影响。
16.进一步改进,所述下压单元包括固定安装架的驱动机构,驱动机构的伸缩端固定连接一下压板,所述下压板具有一朝向单电池的凹槽结构。本发明在下压板设置凹槽结构给与单电池的整形一个基础的容纳空间,使得整个整形和定型的空间是在预期的程度可控的进行。
17.进一步改进,所述承载单元的边缘设有用于密封压合腔的密封圈。本发明利用密封圈配合压合腔,利于压合强中负压的有效形成。
18.通过采用上述技术方案,本发明的有益效果是:现有技术中由于单电池中各个层状组件的热导率、热膨胀系数以及比热容均不相
同,在没有压力和温度下降的情况下,单电池自动的降温将导致单电池的由于自身受力和受热的不均匀性导致单电池的规格不一致,后续单电池串联成为电堆影响电堆的整体性能;因此本发明为了提高电堆结构的稳定性,提出了利用一恒定压力的夹持同时伴随接触降温,使得单电池各个层状部件发生形变是处于同步状态的直至稳定下降,各个层状结构在压合过程中获得了一致的取向实现了单电池的整形以及定型;本发明利用压合过程的面接触加强热传导,有效降温,并利用余温降低的过程对各层状部件尤其是弹性件进行预定型,防止整形后的单电池因为组成的片状结构热膨胀系数不一致再次发生弯曲或者翘曲等。
19.本发明有效利用了膜电极制备过程中热压以及干燥的余温适应质子膜燃料电池常规80℃至90℃的工作温度,本发明利用恒定压力配合温度下降以及单电池组件形成密封件的预定型,适应燃料电池在通气后的实际使用情况,电堆密封性好,符合燃料电池电动汽车关于电池堆的安全要求。
附图说明
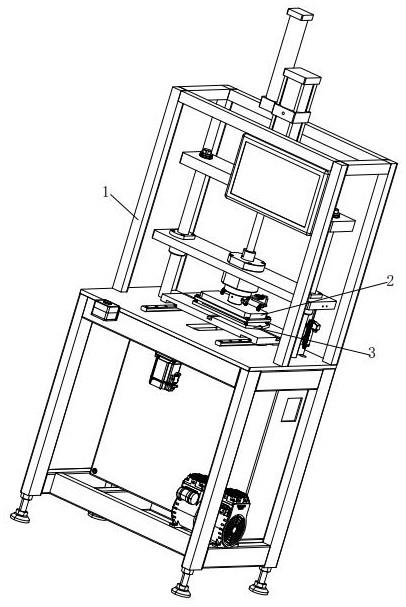
20.图1是本发明涉及的一种质子交换膜燃料单电池的整形装置的立体图;图2是本发明中整形装置的主视图(打开状态);图3是图2的a-a剖视图;图4是本发明整形装置沿着图2中a-a线的剖视图(压合腔形成状态);图5是图4中b处放大图;图6是下压板中冷却媒介流道图。
21.图中:安装架1;下压单元2;下压板21;凹槽结构211;承载单元3;压合腔4;负压形成机构5;驱动机构6;密封圈7;单电池100。
具体实施方式
22.为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
23.实施例1本实施例公开一种质子交换膜燃料单电池的整形方法,包括以下步骤:步骤一、将经过热压的单电池100置于承载单元3定位;步骤一中单电池100的温度为80℃至100℃;步骤二、处于单电池100上方的下压单元2下移与承载单元3形成一个将单电池四周包围的压合腔4,处于压合腔4的单电池100受到下压单元2和承载单元3的平面挤压;于此同时,与单电池100面接触形成挤压的两侧通过固体面的接触热传导对单电池100降温直至单电池100的层状结构各部件导向稳定;步骤二中用于单电池100接触降温的下压单元2和承载单元3中均通入连续的冷媒介质形成降温的温度差。
24.步骤二的压力为1 mpa至3mpa;在持续压合降温30s至90s。
25.步骤三、打开压合腔4,下料,单电池100整形定型完成。
26.步骤三完成压合整形定型的单电池100温度为40℃至50℃。
27.实施例2本实施例与实施例1的主要区别如下:步骤二中形成压合腔4后将压合腔4中的空气抽出,压合腔4中形成负压;对应的,步骤三中在打开压合腔前充气至环境气压。
28.步骤二中压合腔中的绝对压强如表1所示。
29.实施例3本实施例与实施例2的主要区别详见表1所示。
30.实施例4本实施例与实施例2的主要区别详见表1所示。
31.实施例5本实施例与实施例2的主要区别详见表1所示。
32.实施例6本实施例公开一种实施例1至5公开的整形方法的质子交换膜燃料单电池100的整形装置,如图1至图4 所示,包括安装架1以及相对设置于安装架1的下压单元2和承载单元3;其中下压单元2沿着安装架1的高度方向上下移动;当所述下压单元2下压与承载单元3接触时形成包围挤压单电池100的压合腔4;用于形成压合腔4的下压单元2和承载单元3与单电池100接触的两侧面分别通入中连续的冷却媒介。
33.如图5所示,本实施例中所述压合腔4处于下压单元2的一侧设有负压形成机构5,所述负压形成机构5具有联通压合腔4的多个空气进出孔。本实施例利用多点设置的空气进出孔51利于在压合腔4抽气和进气的过程中减少空气进出对于单电池100结构产生的影响。
34.本实施例中所述下压单元2包括固定安装架1的驱动机构6,驱动机构6的伸缩端固定连接有下压单元2,下压单元2包括下压板21,如图6所示,下压板21中通入有冷媒介质,所述下压板21具有一朝向单电池100的凹槽结构211。本发明在下压板21设置凹槽结构211给与单电池100的整形一个基础的容纳空间,使得整个整形和定型的空间是在预期的程度可控的空间内进行。
35.本实施例中所述承载单元3的边缘设有用于密封压合腔4的密封圈。本实施例利用密封圈7配合压合腔4,利于压合强中负压的有效形成。
36.对比例将同实施例1至5中经过热压的单电池,直接在高温下压合同实施例1的压合时间,而后自然降温。
37.表1 实施例1至5以及对比例对单电池整形和定型的工艺参数
评价经过实施例1至5所得单电池的整形效果以及定型效果;单电池中心位置翘曲高度l1与设计实际厚度的l2的差值δl与实际厚度的比值作为整形的评价指标d,即d=(l
1-l2)/ l2*100%;单电池整形前、整形完毕、整形后24h以及整形后48h的评价指标分别为d1、d2、d3和d4,具体数据详见表2。
38.表2 实施例1至5以及对比例所得单电池的整形及定型情况将实施例1至5以及所得单电池组装成电堆,根据gb/t 36288—2018测试电堆的气密性,具体的数据详见表3所示。
39.表3 实施例1至5以及对比例对应电池堆的气密性测试(ml*(min*m2)-1
)
结合表2和表3可知,本发明通过利用单电池在热压过程中的余热配合压力下的快速降温对单电池中层组组件之间的热胀冷缩进行控制实现单电池各个零件之间的同步整形,在整形的过程中配合温度变化对形成热胀冷缩的分子运动的路径进行了一定程度的限制,经过结构整形和定型的电池堆在实际使用中温度升高后,由于单电池是经过整形和定型的,各个单电池之间的膨胀和变化具有一致性和同步性,因此在组成pemfc后电池的气密封得到了进一步的提升,本发明利用了温度和应力之间的相互影响,通过一恒定压力的压合伴随快速的接触降温,使得单电池各个层状部件发生形变是处于同步状态的直至结构稳定,各个层状结构在压合过程中获得了一致的取向实现了单电池的整形以及定型;本发明利用压合过程的面接触加强热传导,有效降温,并利用余温降低的过程对各层状部件尤其是弹性件进行预定型,防止整形后的单电池因为组成的片状结构热膨胀系数不一致再次发生弯曲或者翘曲等。
40.本发明整形和定型的单电池组成电池堆后,即使温度升高,电堆结构稳定,此时运行温度以及气体压力对本发明处理的单电池结构影响较小,本发明所得电池堆气密性好,使用稳定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1