芯片倒装焊结构及其制备方法、芯片封装结构与流程
1.本技术涉及微电子芯片封装技术领域,尤其是涉及一种芯片倒装焊结构及其制备方法、芯片封装结构。
背景技术:
2.采用倒装焊进行芯片的封装可以有效减小互连引线长度、增加i/o口密度,减小封装尺寸、提高芯片散热能力。然而由于硅芯片和有机基板的热膨胀系数相差比较大,使得倒装焊技术很长时间只能应用在陶瓷基板封装上。为了使倒装焊能应用在有机基板封装上,人们提出在倒装焊芯片下方使用底部底填胶的方式来对芯片进行加固。相比于未填充的情况,下填料可以使关键焊点的应力水平减小0.1~0.25,可使焊点疲劳寿命增加10~100倍。
3.目前最常见的下填料填充方式是通过毛细作用使下填料流入芯片和基板之间,但是下填料的流动问题被认为是倒装芯片工艺的瓶颈之一。因为毛细下填料的流动一般比较慢,并且可能填充不完全,导致封装中存在空洞以及树脂/填充剂系统的不均匀性。随着集成电路工艺节点的不断缩小,对未来的倒装芯片的封装要求包括更小的凸点间距、更小的凸点尺寸和更大的芯片尺寸,这将导致毛细流动底部填充工艺面临巨大的挑战。
4.为了解决以上问题,人们提出了一种非流动型下填料。这种工艺是先将下填料涂布到基板上,然后将芯片与基板对准并放置到基板上,接着进行回流使焊料熔化形成焊球互连。这种工艺避免了下填料的毛细流动,并将锡焊凸点回流和下填料固化结合为一步,从而提高了底部填充工艺的生产效率。但是这种工艺对下填料的要求比较高,需要下填料具有延迟固化能力和内置助焊剂能力,而且由于下填料释放气体、基板中存在湿气或者芯片贴装时浸润性不好,也会造成比较严重的空洞,这些空洞可能会通过多种方式引起器件的早期失效。
5.另一种底部填充工艺是将模塑和底部填充结合在一起,叫做模塑底部填充。模塑底部填充将传递塑模工艺应用到倒装芯片的封装中,利用模塑化合物填充芯片和基板之间的间隙,同时包封整个芯片。该工艺将底部填充和传递塑模结合为一步,可以减少工艺时间和提高机械稳定性。但是由于塑封料的流动性比较差,会使得空气困在芯片下方,形成比较大的空洞从而影响封装的可靠性。
6.综上所述,目前倒装焊底部填充工艺中底填料流动还存在着填充不完全、存在空洞等问题。
技术实现要素:
7.为了减少芯片和基板之间的间隙填充不完全,容易产生空洞的现象,本技术提供一种芯片倒装焊结构及其制备方法、芯片封装结构。
8.本技术提供的一种芯片倒装焊结构及其制备方法、芯片封装结构采用如下的技术方案:第一方面,一种芯片倒装焊结构,包括:
基板,所述基板在倒装焊区域设有至少一个贯穿所述基板的通孔;芯片,倒装焊接于所述基板,所述芯片与所述基板之间形成填胶区域;以及,底填胶,充满所述填胶区域和所述通孔。
9.通过采用上述技术方案,通过在基板上设有通孔,可利用负压结合毛细作用使填充材料在气压的作用下流入芯片底部的填胶区域,能够提高填充材料的流动速度,有效缩短填充时间。
10.根据芯片的大小、焊盘的分布位置、大小、间距等参数决定通孔设置的位置、大小和数量,通过对基板上通孔的位置、大小和数量进行调节,可以对填充材料在芯片和基板缝隙之间的流动进行调控,可以有效减小填胶区域内空洞的产生。
11.填胶区域内充满填充材料后,基板上通孔内也被填充材料充满,填充材料固化之后,通孔内的底填胶和填胶区域内的底填胶是一个整体,可以有效增加底填胶和基板之间的附着力,可以使应力的再分布作用更明显,有效提高倒装焊的可靠性。芯片周围没有底填胶,可以节省基板被胶覆盖的区域,从而可以增加布线面积。
12.填充材料固化后形成底填胶,在芯片封装结构经受热冲击时,由芯片的热膨胀在竖向上产生的机械应力被传递到底填胶,由于通孔的存在,底填胶的形变在通孔处不受阻碍,因此,通孔内底填胶的形变能够一定程度上卸除因为芯片和基板热膨胀系数的不同产生的机械应力,使得芯片不会因热冲击而造成损坏。
13.可选的,所述基板在倒装焊区域上开设多个所述通孔,所述通孔的开设密度自所述基板中心区域向边缘区域呈减小趋势。
14.通过采用上述技术方案,对填胶区域施加负压,使得填胶区域周围的填充材料均向填胶区域中部流动,可减小空洞的产生,同时缩短填充时间。
15.可选的,所述底填胶为导热胶。
16.通过采用上述技术方案,芯片产生的热量可通过填胶区域的底填胶传递至通孔内的底填胶,从而将热量散发出去,可提高芯片封装结构向基板下方散热的效率。
17.可选的,所述芯片周围和所述填胶区域周围均设有所述底填胶。
18.通过采用上述技术方案,填充材料充满填胶区域后,芯片周围还残留有固化的底填胶。填充材料固化后形成底填胶,在芯片封装结构经受热冲击时,由芯片的热膨胀在横向上产生的机械应力被传递到芯片周围的底填胶,因此,芯片周围底填胶的形变能够一定程度上卸除芯片的热膨胀在横向上产生的机械应力,使得芯片不会因热冲击而造成损坏。当底填胶为导热胶时,芯片的热量可通过芯片周围的底填胶将热量散发出去。
19.第二方面,本技术还涉及一种芯片倒装焊结构的制备方法,包括以下步骤:s1:提供承载座;s2:提供基板,在所述基板上开设至少一个通孔,将所述基板放置于所述承载座,使所述通孔镂空;s3:提供芯片,将所述芯片倒装焊接于所述基板,所述芯片与所述基板之间形成填胶区域;s4:在所述填胶区域周围添加填充材料,以密封所述填胶区域周侧;s5:在所述基板下方对所述通孔处施加负压,使所述填充材料在大气压的作用下流入所述填胶区域;
s6:所述填充材料充满所述填胶区域后,对所述填胶区域内的所述填充材料进行固化。
20.通过采用上述技术方案,相较于填充材料在毛细作用下流动,填充材料的流动性不好,导致填充时间过长,本技术中通过在基板上设有通孔,利用负压结合毛细作用使填充材料在气压的作用下流入芯片底部的填胶区域,能够提高填充材料的流动速度,有效缩短填充时间。
21.根据芯片的大小、焊盘的分布位置、大小、间距等参数决定通孔设置的位置、大小和数量,通过对基板上通孔的位置、大小和数量进行调节,可以对填充材料在芯片和基板缝隙之间的流动进行调控,可以有效减小填胶区域内空洞的产生。
22.将填充材料填在填胶区域的周围,使填充材料对填胶区域的周侧起到密封作用,与现有的在填胶区域周侧设置隔离层使填胶区域周侧密封,本技术无需设置隔离层,在固化后也无需去除隔离层,在对填胶区域进行填充的同时就实现了填胶区域周侧的密封,简化了工艺步骤,缩短加工时间。
23.填胶区域内充满填充材料后,基板上通孔内也被填充材料充满,填充材料固化之后,通孔内的底填胶和填胶区域内的底填胶是一个整体,可以有效增加底填胶和基板之间的附着力,可以使应力的再分布作用更明显,有效提高倒装焊的可靠性。
24.填充材料固化后形成底填胶,在芯片封装结构经受热冲击时,由芯片的热膨胀在竖向上产生的机械应力被传递到底填胶,由于通孔的存在,底填胶的形变在通孔处不受阻碍,因此,通孔内底填胶的形变能够一定程度上卸除因为芯片和基板热膨胀系数的不同产生的机械应力;同时,由于芯片周围还残留有固化的底填胶,由芯片的热膨胀在横向上产生的机械应力被传递到芯片周围的底填胶,因此,芯片周围底填胶的形变能够一定程度上卸除芯片的热膨胀在横向上产生的机械应力,使得芯片不会因热冲击而造成损坏。
25.可选的,在所述基板的倒装焊区域上开设多个所述通孔,所述通孔的开设密度自所述基板中心区域向边缘区域呈减小趋势。
26.通过采用上述技术方案,对填胶区域施加负压,使得填胶区域周围的填充材料均向填胶区域中部流动,可减小空洞的产生,同时缩短填充时间;基板边缘区域通孔的密度较小,可减少填充材料从通孔流出的流失量。
27.可选的,所述填充材料为导热胶。
28.通过采用上述技术方案,芯片产生的热量可通过填胶区域的底填胶传递至通孔内的底填胶,从而将热量散发出去,可提高芯片封装结构向基板下方散热的效率。
29.可选的,步骤s5中,施加负压使所述填充材料在大气压作用下流入所述填胶区域的同时,不断向所述填胶区域周围补充所述填充材料,使所述填胶区域周围填充材料的存量保持动态平衡。
30.通过采用上述技术方案,使得填充材料始终对填胶区域周侧起到密封作用,保证填充材料顺利地充满填胶区域。
31.可选的,所述芯片周围添加有所述填充材料,与所述芯片外侧壁相贴接的所述填充材料的顶面与所述芯片底面之间的为所述芯片厚度的20%-80%。
32.通过采用上述技术方案,保证填充材料始终对填胶区域周侧起到密封作用。
33.可选的,所述填充材料的高度自靠近所述芯片向远离所述芯片的方向呈减小设
置,高度高于所述芯片底面的所述填充材料的厚度为0.2-1mm。
34.通过采用上述技术方案,避免填充区域周围出现缺胶现象,保证填充材料始终对填胶区域周侧起到密封作用。
35.第三方面,本技术还涉及一种芯片封装结构,包括如上任一项所述的芯片倒装焊结构。
36.通过采用上述技术方案,能够提高填充材料的流动速度,有效缩短填充时间,有效减小空洞的产生。有效增加底填胶和基板之间的附着力,可以使应力的再分布作用更明显,有效提高倒装焊的可靠性。底填胶的形变能够一定程度上卸除芯片的热膨胀产生的机械应力,使得芯片不会因热冲击而造成损坏。
37.综上所述,本技术包括以下至少一种有益技术效果:1、通过在基板上设有通孔,利用负压结合毛细作用使填充材料在气压的作用下流入芯片底部的填胶区域,能够提高填充材料的流动速度,有效缩短填充时间。可以对填充材料在芯片和基板缝隙之间的流动进行调控,可以有效减小填胶区域内空洞的产生。
38.2、将填充材料填在填胶区域的周围,使填充材料对填胶区域的周侧起到密封作用,在对填胶区域进行填充的同时就实现了填胶区域周侧的密封,简化了工艺步骤,缩短加工时间。
39.3、填充材料固化之后,通孔内的底填胶和填胶区域内的底填胶是一个整体,可以有效增加底填胶和基板之间的附着力,可以使应力的再分布作用更明显,有效提高倒装焊的可靠性。
40.4、通孔内底填胶的形变能够一定程度上卸除因为芯片和基板热膨胀系数的不同产生的机械应力,芯片周围底填胶的形变能够一定程度上卸除芯片的热膨胀在横向上产生的机械应力,使得芯片不会因热冲击而造成损坏。
41.5、填充材料为导热胶,芯片产生的热量可通过填胶区域的底填胶传递至通孔内的底填胶,从而将热量散发出去,同时芯片侧面的热量可通过芯片周围的底填胶将热量散发出去,可提高芯片散热的效率。
附图说明
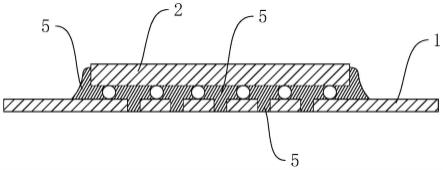
42.图1是本技术实施例1中芯片倒装焊结构的制备方法中步骤s2-s3的示意图;图2是图1中基板和芯片的剖面图;图3是本技术实施例1中芯片倒装焊结构的制备方法中步骤s4的示意图;图4是本技术实施例2中芯片倒装焊结构的结构示意图;图5是本技术实施例4中芯片倒装焊结构的结构示意图;图6是本技术实施例5中基板上通孔的结构示意图。
43.附图标记说明:1、基板;11、通孔;2、芯片;3、填胶区域;4、填充材料;5、底填胶。
具体实施方式
44.以下结合附图1-6对本技术作进一步详细说明。
45.实施例1本实施例提供一种芯片倒装焊结构的制备方法,包括以下步骤:
s1:提供承载座(图中未示出),承载座起到支撑基板1的作用,便于对芯片2倒装焊结构进行加工,承载座为刚性材质,在一定压力作用下不产生变形,本实施例对承载座的形状不做限定,只要起到支撑基板1并使基板1上通孔11镂空的作用即可。
46.s2:参照图1和图2,提供基板1,在基板1的倒装焊区域上开设至少一个贯穿基板1的通孔11,可以通过机械冲孔或激光打孔等方式,打孔之后对通孔11进行清洗,将基板1放置于承载座,使通孔11镂空。
47.s3:提供芯片2,将芯片2倒装焊接于基板1上,芯片2下方的源极和漏极的接合点通过焊球焊接的方式与基板1上的接线点固定连接,焊接完后清洗掉助焊剂,芯片2与基板1之间形成填胶区域3。
48.s4:参照图3,在填胶区域3周围添加填充材料4,以密封填胶区域3周侧,即填胶区域3周侧的填充材料的高度高于芯片2底面位置。填充材料4可以选用本领域常用的底填胶5的材料,优选为常用的底填胶5的材料中具有导热性较好的填充材料。
49.s5:在基板1下方对通孔11处施加负压,使填充材料4流入填胶区域3。施加负压使填充材料4流入填胶区域3的同时,不断向填胶区域3周围补充填充材料4,使填胶区域3周围填充材料4的存量保持动态平衡,使得填充材料4始终可对填胶区域3周侧起到密封作用,保证填充材料4顺利地充满填胶区域3。
50.通孔11的位置、大小和数量根据芯片2的面积、焊盘的分布位置、大小、间距、使用的填充胶的粘度以及所需要的填充速率等参数进行设计,要避免填胶区域3内产生死角,保证填充材料4在负压作用下流至填胶区域3的各个角落。
51.在一可选的实施例中,通孔11的数量可以为一个,设置在填胶区域3中部,在一优选实施例中,通孔11的数量可以为多个,通孔11的开设密度自基板1中心区域向边缘区域呈减小趋势,对填胶区域3施加负压,使得填胶区域3周围的填充材料均向填胶区域3中部流动,可减小空洞的产生,同时缩短填充时间。
52.为了保证对填胶区域3的密封性,芯片2周围添加有填充材料4。若填胶区域3周围的填充材料4的高度过高,超过芯片2的顶面,填充材料4会流至芯片2上,在后续对填充材料4进行清理时,可能会对芯片2造成损坏。若填胶区域3周围的填充材料4的存量过少,在基板1下方对通孔11处施加负压,使填充材料4流入至填胶区域3后,容易使填胶区域3周侧出现缺胶的现象,起不到密封效果。
53.因此,与芯片2外侧壁相贴接的填充材料4的顶面与芯片2底面之间的间距a为芯片2厚度b的20%-80%,保证填充材料4始终对填胶区域3周侧起到密封作用,同时避免填充材料4流至芯片2上。填充材料4的高度自靠近芯片2向远离芯片2的方向呈减小设置,高度高于芯片2底面的填充材料4的厚度c为0.2-1mm,保证填充材料4始终对填胶区域3周侧起到密封作用。
54.s6:填充材料4充满填胶区域3后,对填胶区域3内的填充材料4进行固化形成底填胶5。当填胶区域3周围的添胶量与通孔11的出胶量相同时,即可判断出填胶区域3充满填充材料4。对填充材料4进行固化后,芯片2周围固化后的底填胶5也可以去除。
55.通过采用上述技术方案,相较于填充材料4在毛细作用下流动,填充材料4的流动性不好,导致填充时间过长,本技术中通过在基板1上设有通孔11,利用负压结合毛细作用使填充材料4在气压的作用下流入芯片2底部的填胶区域3,能够增强填充材料4的流动性,
有效缩短填充时间。
56.根据芯片2的大小、焊盘的分布位置、大小、间距等参数决定通孔11设置的位置、大小和数量,通过对基板1上通孔11的位置、大小和数量进行调节,可以对填充材料4在芯片2和基板1缝隙之间的流动进行调控,可以有效减小填胶区域3内空洞的产生。
57.将填充材料4填在填胶区域3的周围,使填充材料4对填胶区域3的周侧起到密封作用,与现有的在填胶区域3周侧设置隔离层使填胶区域3周侧密封,本技术无需设置隔离层,在固化后也无需去除隔离层,在对填胶区域3进行填充的同时就实现了对填胶区域3周侧的密封,简化了工艺步骤,缩短加工时间。
58.填胶区域3内充满填充材料4后,基板1上通孔11内也被填充材料4充满,填充材料4固化之后,通孔11内的底填胶5和填胶区域3内的底填胶5是一个整体,可以有效增加底填胶5和基板1之间的附着力,可以使应力的再分布作用更明显,有效提高倒装焊的可靠性。
59.填充材料4固化后,在芯片2封装结构经受热冲击时,由芯片2的热膨胀在竖向上产生的机械应力被传递到底填胶5,由于通孔11的存在,底填胶5的形变在通孔11处不受阻碍,因此,通孔11内底填胶5的形变能够一定程度上卸除芯片2的热膨胀在竖向上产生的机械应力。同时,由于芯片2周围还残留有固化的底填胶5,由芯片2的热膨胀在横向上产生的机械应力被传递到芯片2周围的底填胶5,因此,芯片2周围底填胶5的形变能够一定程度上卸除芯片2的热膨胀在横向上产生的机械应力,使得芯片2封装结构的整体结构不会因热冲击而造成损坏。
60.实施例2本技术实施例公开一种芯片倒装焊结构。参照图4,芯片倒装焊结构包括基板1、芯片2和底填胶5。
61.基板1材质可以是但不限于晶圆、玻璃、陶瓷、石英、碳化硅或氧化铝等无机材料,也可以是环氧树脂或聚氨酯等有机材料。基板1贯穿设有至少一个通孔11,对通孔11的形状、大小和数量不做限定。芯片2倒装焊接于基板1,芯片2下方的源极和漏极的接合点通过焊球焊接的方式与基板1上的接线点固定连接,焊球焊接方式相对于键合方式,因为取消了键合丝,极大减小了器件漏极和源极电极至基板1的导通阻抗,并且极大减小了键合丝带来的寄生影响。
62.芯片2与基板1之间形成填胶区域3,底填胶5充满填胶区域3和通孔11。通过在基板1上设有通孔11,可利用负压结合毛细作用使填充材料4在气压的作用下流入芯片2底部的填胶区域3,能够增强填充材料4的流动性,有效缩短填充时间。
63.通孔11的位置、大小和数量可以根据芯片2的大小、焊盘的分布位置、大小、间距等参数进行设计,通孔11可以设有一个,也可以设有多个,通孔11位置、大小和数量的设置,要避免填胶区域3内产生死角,保证填充材料4在负压作用下流至填胶区域3的各个角落。
64.通过对基板1上通孔11的位置、大小和数量进行调节,可以对填充材料4在芯片2和基板1缝隙之间的流动进行调控,可以有效减小填胶区域3内空洞的产生。
65.本实施例中,填胶区域3中部的下方设有通孔11,对填胶区域3施加负压,使得填胶区域3周围的填充材料均向填胶区域3中部流动,可减小空洞的产生,同时缩短填充时间。
66.填胶区域3内充满填充材料4后,基板1上通孔11内也被填充材料4充满,填充材料4固化之后,通孔11内的底填胶5和填胶区域3内的底填胶5是一个整体,可以有效增加底填胶
5和基板1之间的附着力,可以使应力的再分布作用更明显,有效提高倒装焊的可靠性。
67.芯片2周围残留的底填胶5被去除,可以节省基板1被胶覆盖的区域,从而可以增加布线面积。
68.填充材料4固化后,在芯片2封装结构经受热冲击时,由芯片2的热膨胀在竖向上产生的机械应力被传递到底填胶5,由于通孔11的存在,底填胶5的形变在通孔11处不受阻碍,因此,通孔11内底填胶5的形变能够一定程度上卸除芯片2的热膨胀在竖向上产生的机械应力,使得芯片2封装结构的整体结构不会因热冲击而造成损坏。
69.实施例3实施例3与实施例2的不同之处在于,底填胶5为导热胶,可以为但不限于导热性良好的环氧树脂胶、导热硅胶等。芯片2产生的热量可通过填胶区域3的底填胶5传递至通孔11内的底填胶5,从而将热量散发出去,可提高芯片2封装结构向基板1下方散热的效率。
70.实施例4参照图5,实施例4与实施例3的不同之处在于,芯片2周围和填胶区域3周围均设有底填胶5,填充材料4充满填胶区域3后,芯片2周围会残留有固化的填充材料4,由于芯片2周围的填充材料4较少,无需对其进行清理。填充材料4固化后,使得芯片2周围残留有底填胶5,在芯片2封装结构经受热冲击时,由芯片2的热膨胀在横向上产生的机械应力被传递到芯片2周围的底填胶5,因此,芯片2周围底填胶5的形变能够一定程度上卸除芯片2的热膨胀在横向上产生的机械应力,使得芯片不会因热冲击而造成损坏。同时芯片2的热量可通过芯片2周围的底填胶5将热量散发出去。
71.实施例5参照图6,实施例5与实施例2的不同之处在于,基板1上开设有多个通孔11,多个通孔11呈十字形分布,基板1中部集中布设的多个通孔11与填胶区域3中部相对,对填胶区域3施加负压,使得填胶区域3周围的填充材料均向填胶区域3中部流动,可减小空洞的产生,同时缩短填充时间。在其它实施例中,多个通孔11还可以自基板1的轴心向外呈辐射状分布。基板1中心区域的通孔11的密度大,以增强填充材料4自填胶区域3边缘向中心区域流动,改善填充材料4的填充效果的同时缩短填充时间。
72.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1