耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的制作方法
1.本发明涉及一种沥青涂抹装置,特别是涉及耐高温电缆生产用沥青涂抹装置,本发明还涉及一种沥青涂抹装置的涂抹厚度调整工艺,特别涉及耐高温电缆生产用沥青涂抹装置的涂抹厚度调整工艺,属于沥青涂抹装置技术领域。
背景技术:
2.电缆有电力电缆、控制电缆、补偿电缆、屏蔽电缆、高温电缆、计算机电缆、信号电缆、同轴电缆、耐火电缆、船用电缆、矿用电缆、铝合金电缆等等,它们都是由单股或多股导线和绝缘层组成,用来连接电路、电器等。
3.现有技术中在进行电缆生产加工的过程中需要对其进行沥青涂抹,而现有的沥青涂抹设备在进行涂抹的时候存在如下问题:
4.在进行沥青涂抹的时候无法实现均匀的涂抹而且涂抹效率比较低无法达到均匀高效的涂抹;
5.现有的沥青涂抹设备虽然设计了可以调节涂抹厚度的调整结构但是现有结构设计单一,而且在进行厚度的调整精度不高,效率比较低也没有多次复核提高精度;
6.现有的沥青涂抹设备在涂抹完成后仅仅只是涂抹完成需要单独的烘干设备,而单独的烘干设备不仅仅占用比较大的空间而且无端的浪费能源;
7.现有技术中的沥青涂抹设备无法便捷的整个流程线上的沥青进行高效的回收,导致沥青的浪费;
8.为此设计一种耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺来解决上述问题。
技术实现要素:
9.本发明的主要目的是为了提供耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺,将电缆贯穿电缆导入筒从电缆导入筒进入至收电缆滚筒上缠绕收集,在此过程中通过第一内中空环形仓、第二内中空环形仓、第三内中空环形仓,且在第一内中空环形仓与喷涂液泵连通,导入喷涂沥青至第一内中空环形仓内,然后通过侧齿牙喷涂环排出喷涂在电缆上,且在喷涂的过程中,是采用驱动旋转电机调节第三调节齿轮旋转带动两组侧齿牙喷涂环反向旋转进行喷涂,喷涂后的电缆移动至第二内中空环形仓的内侧,并通过主动工型轮的旋转带动传送皮带调节中工型轮进而带动第二调节齿轮旋转,通过第二调节齿轮调节侧齿牙内旋转环反向旋转,然后启动电动伸缩杆调节刀片与电缆外侧接触进行双向厚度调整,厚度调整后的电缆到达第三内中空环形仓的内侧,然后通过传送皮带调节端工型轮旋转带动导风风机抽取空气,调节空气流速并传输至第三内中空环形仓内,通过侧齿牙喷气环喷出进行烘干处理,在进行烘干处理的过程中,其第一调节齿轮也被动旋转调节侧齿牙喷气环双向旋转进行烘干处理,在进行喷涂和厚度调整的过程中产生的多余沥青则落入至底集液池内进行收集。
10.本发明的目的可以通过采用如下技术方案达到:
11.耐高温电缆生产用沥青涂抹装置,包括底集液池,所述底集液池的顶端中部处设有电缆收纳组件,所述底集液池的顶部另一端通过支架安装有第一内中空环形仓,且所述第一内中空环形仓的内部设有双向旋转喷涂环组件,且所述第一内中空环形仓的顶部安装有驱动所述双向旋转喷涂环组件旋转的旋转驱动组件,所述底集液池的中部处通过支架安装有第二内中空环形仓,且所述第二内中空环形仓的内部设有双向旋转涂抹厚度调整组件,所述第二内中空环形仓的顶中部处设有驱动双向旋转涂抹厚度调整组件旋转的中传动工型轮组件,所述底集液池的顶部靠近电缆收纳组件的一端处通过支架安装有第三内中空环形仓,且所述第三内中空环形仓的内部设有双向旋转喷气环组件,所述第三内中空环形仓的顶中部设有驱动所述双向旋转喷气环组件的端传动工型轮组件,所述端传动工型轮组件的顶部安装有与第三内中空环形仓连通的导气风机组件,所述旋转驱动组件与中传动工型轮组件以及端传动工型轮组件之间设有皮带传送组件,所述第一内中空环形仓的外侧中部处设有限位导电缆组件,且所述底集液池的两侧且位于所述第一内中空环形仓、第二内中空环形仓和第三内中空环形仓的外侧设有弧形防护板组件。
12.优选的,电缆收纳组件包括z型架、侧转杆和收电缆滚筒,所述底集液池的顶端中部处安装有z型架,所述z型架的内侧上方处通过轴承安装有侧转杆,所述侧转杆的外侧套设有收电缆滚筒。
13.优选的,双向旋转喷涂环组件包括两组侧齿牙喷涂环和喷涂头,所述第一内中空环形仓的内侧设有两组可在所述第一内中空环形仓内侧旋转的侧齿牙喷涂环,且所述第一内中空环形仓的侧中部处设有与侧齿牙喷涂环内侧齿牙相互啮合的旋转驱动组件,所述侧齿牙喷涂环的内壁等间距连通有喷涂头。
14.优选的,双向旋转涂抹厚度调整组件包括两组侧齿牙内旋转环、电动伸缩杆和刀片,所述第二内中空环形仓的内侧设有可在所述第二内中空环形仓内侧旋转的两组侧齿牙内旋转环,所述第二内中空环形仓的内侧中部处设有与侧齿牙内旋转环侧齿牙相互啮合的中传动工型轮组件,所述侧齿牙内旋转环的内侧安装有电动伸缩杆,且所述电动伸缩杆的输出端安装有刀片。
15.优选的,双向旋转喷气环组件包括两组侧齿牙喷气环和喷气头,所述第三内中空环形仓的内侧设有可在所述第三内中空环形仓的内侧旋转的侧齿牙喷气环,所述第三内中空环形仓的内侧中部处设有可驱动所述侧齿牙喷气环旋转并与侧齿牙喷气环相互啮合的端传动工型轮组件,所述侧齿牙喷气环的内侧等间距连通有喷气头。
16.优选的,旋转驱动组件包括旋转电机、u型电机架、驱动转杆和第三调节齿轮,所述第一内中空环形仓的外侧顶部处安装有u型电机架,所述u型电机架的顶中部处安装有旋转电机,所述旋转电机的输出端贯穿u型电机架安装有驱动转杆,所述驱动转杆的输出端安装有第三调节齿轮,且第三调节齿轮与所述侧齿牙喷涂环相互啮合;
17.中传动工型轮组件包括第二调节齿轮、中转杆和中工型轮,所述第二内中空环形仓的顶中部处通过轴承安装有中转杆,所述中转杆的顶部安装有中工型轮,所述中转杆的底部安装有第二调节齿轮,所述第二调节齿轮的外侧与所述侧齿牙内旋转环相互啮合。
18.优选的,端传动工型轮组件包括第一调节齿轮和端转杆,所述第三内中空环形仓的顶中部处贯穿设有端转杆,且端转杆与第三内中空环形仓之间相互啮合,所述端转杆的
底部安装有第一调节齿轮,且所述第一调节齿轮与侧齿牙喷气环相互啮合,所述端转杆的顶部安装有导气风机组件。
19.优选的,导气风机组件包括风机仓、顶板、导气管和导风风机,所述风机仓安装在所述端转杆的外侧上方处,且所述端转杆贯穿风机仓安装有导风风机,所述风机仓的顶部安装有顶板,所述风机仓的一侧连通有导气管,且所述导气管的另一端与第三内中空环形仓内部连通。
20.优选的,皮带传送组件包括传送皮带、主动工型轮和端工型轮,所述驱动转杆的外侧顶部处安装有主动工型轮,所述端转杆的外侧中部处安装有端工型轮,所述端工型轮、主动工型轮和中工型轮的外侧套设有传送皮带;
21.限位导电缆组件包括u型架和电缆导入筒,所述第一内中空环形仓的外侧中部处安装有u型架,且u型架的中部处安装有电缆导入筒;
22.弧形防护板组件包括底集液池的外侧等间距安装有第一弧形防护板、第二弧形防护板和第三弧形防护板,且第一弧形防护板、第二弧形防护板和第三弧形防护板分别套设在所述第一内中空环形仓、第二内中空环形仓和第三内中空环形仓的外侧。
23.耐高温电缆生产用沥青涂抹装置的涂抹厚度调整工艺,包括如下步骤:
24.步骤一:将电缆贯穿电缆导入筒从电缆导入筒进入至收电缆滚筒上缠绕收集;
25.步骤二:在此过程中通过第一内中空环形仓、第二内中空环形仓、第三内中空环形仓,且在第一内中空环形仓与喷涂液泵连通,导入喷涂沥青至第一内中空环形仓内,然后通过侧齿牙喷涂环排出喷涂在电缆上;
26.步骤三:且在喷涂的过程中,是采用驱动旋转电机调节第三调节齿轮旋转带动两组侧齿牙喷涂环反向旋转进行喷涂;
27.步骤四:喷涂后的电缆移动至第二内中空环形仓的内侧,并通过主动工型轮的旋转带动传送皮带调节中工型轮进而带动第二调节齿轮旋转;
28.步骤五:通过第二调节齿轮调节侧齿牙内旋转环反向旋转,然后启动电动伸缩杆调节刀片与电缆外侧接触进行双向厚度调整;
29.步骤六:厚度调整后的电缆到达第三内中空环形仓的内侧,然后通过传送皮带调节端工型轮旋转带动导风风机抽取空气,调节空气流速并传输至第三内中空环形仓内,通过侧齿牙喷气环喷出进行烘干处理;
30.步骤七:在进行烘干处理的过程中,其第一调节齿轮也被动旋转调节侧齿牙喷气环双向旋转进行烘干处理;
31.步骤八:在进行喷涂和厚度调整的过程中产生的多余沥青则落入至底集液池内进行收集。
32.本发明的有益技术效果:
33.本发明提供的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺,将电缆贯穿电缆导入筒从电缆导入筒进入至收电缆滚筒上缠绕收集,在此过程中通过第一内中空环形仓、第二内中空环形仓、第三内中空环形仓,且在第一内中空环形仓与喷涂液泵连通,导入喷涂沥青至第一内中空环形仓内,然后通过侧齿牙喷涂环排出喷涂在电缆上,且在喷涂的过程中,是采用驱动旋转电机调节第三调节齿轮旋转带动两组侧齿牙喷涂环反向旋转进行喷涂,喷涂后的电缆移动至第二内中空环形仓的内侧,并通过主动工型轮的旋转带动传送
皮带调节中工型轮进而带动第二调节齿轮旋转,通过第二调节齿轮调节侧齿牙内旋转环反向旋转,然后启动电动伸缩杆调节刀片与电缆外侧接触进行双向厚度调整,厚度调整后的电缆到达第三内中空环形仓的内侧,然后通过传送皮带调节端工型轮旋转带动导风风机抽取空气,调节空气流速并传输至第三内中空环形仓内,通过侧齿牙喷气环喷出进行烘干处理,在进行烘干处理的过程中,其第一调节齿轮也被动旋转调节侧齿牙喷气环双向旋转进行烘干处理,在进行喷涂和厚度调整的过程中产生的多余沥青则落入至底集液池内进行收集。
附图说明
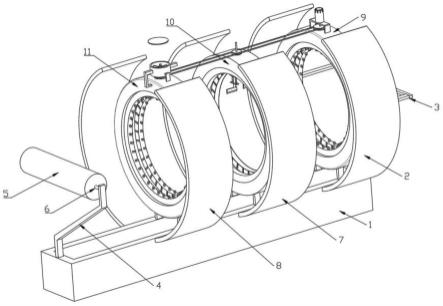
34.图1为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的装置整体第一视角立体结构示意图;
35.图2为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的装置整体第二视角立体结构示意图;
36.图3为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的装置整体第三视角立体结构示意图;
37.图4为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的装置整体第四视角立体结构示意图;
38.图5为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的双向喷涂环组件、双向涂抹厚度调整组件、双向烘干组件和传动组件组合立体结构示意图;
39.图6为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的双向烘干组件立体结构示意图;
40.图7为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的双向涂抹厚度调整组件立体结构示意图;
41.图8为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的双向喷涂环组件立体结构示意图;
42.图9为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的a处结构放大图;
43.图10为按照本发明的耐高温电缆生产用沥青涂抹装置及涂抹厚度调整工艺的一优选实施例的b处结构放大图。
44.图中:1-底集液池,2-第一弧形防护板,3-u型架,4-z型架,5-收电缆滚筒,6-侧转杆,7-第二弧形防护板,8-第三弧形防护板,9-第一内中空环形仓,10-第二内中空环形仓,11-第三内中空环形仓,12-电缆导入筒,13-传送皮带,14-风机仓,15-导风风机,16-顶板,17-中工型轮,18-旋转电机,19-u型电机架,20-主动工型轮,21-侧齿牙喷气环,22-第一调节齿轮,23-导气管,24-侧齿牙内旋转环,25-电动伸缩杆,26-刀片,27-第二调节齿轮,28-侧齿牙喷涂环,29-第三调节齿轮,30-端工型轮,32-中转杆,33-驱动转杆,34-端转杆。
具体实施方式
45.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图
对本发明作进一步详细的描述,但本发明的实施方式不限于此。
46.如图1-图10所示,本实施例提供的耐高温电缆生产用沥青涂抹装置,包括底集液池1,底集液池1的顶端中部处设有电缆收纳组件,底集液池1的顶部另一端通过支架安装有第一内中空环形仓9,且第一内中空环形仓9的内部设有双向旋转喷涂环组件,且第一内中空环形仓9的顶部安装有驱动双向旋转喷涂环组件旋转的旋转驱动组件,底集液池1的中部处通过支架安装有第二内中空环形仓10,且第二内中空环形仓10的内部设有双向旋转涂抹厚度调整组件,第二内中空环形仓10的顶中部处设有驱动双向旋转涂抹厚度调整组件旋转的中传动工型轮组件,底集液池1的顶部靠近电缆收纳组件的一端处通过支架安装有第三内中空环形仓11,且第三内中空环形仓11的内部设有双向旋转喷气环组件,第三内中空环形仓11的顶中部设有驱动双向旋转喷气环组件的端传动工型轮组件,端传动工型轮组件的顶部安装有与第三内中空环形仓11连通的导气风机组件,旋转驱动组件与中传动工型轮组件以及端传动工型轮组件之间设有皮带传送组件,第一内中空环形仓9的外侧中部处设有限位导电缆组件,且底集液池1的两侧且位于第一内中空环形仓9、第二内中空环形仓10和第三内中空环形仓11的外侧设有弧形防护板组件。
47.将电缆贯穿电缆导入筒12从电缆导入筒12进入至收电缆滚筒5上缠绕收集,在此过程中通过第一内中空环形仓9、第二内中空环形仓10、第三内中空环形仓11,且在第一内中空环形仓9与喷涂液泵连通,导入喷涂沥青至第一内中空环形仓9内,然后通过侧齿牙喷涂环28排出喷涂在电缆上,且在喷涂的过程中,是采用驱动旋转电机18调节第三调节齿轮29旋转带动两组侧齿牙喷涂环28反向旋转进行喷涂,喷涂后的电缆移动至第二内中空环形仓10的内侧,并通过主动工型轮20的旋转带动传送皮带13调节中工型轮17进而带动第二调节齿轮27旋转,通过第二调节齿轮27调节侧齿牙内旋转环24反向旋转,然后启动电动伸缩杆25调节刀片26与电缆外侧接触进行双向厚度调整,厚度调整后的电缆到达第三内中空环形仓11的内侧,然后通过传送皮带13调节端工型轮30旋转带动导风风机15抽取空气,调节空气流速并传输至第三内中空环形仓11内,通过侧齿牙喷气环21喷出进行烘干处理,在进行烘干处理的过程中,其第一调节齿轮22也被动旋转调节侧齿牙喷气环21双向旋转进行烘干处理,在进行喷涂和厚度调整的过程中产生的多余沥青则落入至底集液池1内进行收集。
48.在本实施例中,电缆收纳组件包括z型架4、侧转杆6和收电缆滚筒5,底集液池1的顶端中部处安装有z型架4,z型架4的内侧上方处通过轴承安装有侧转杆6,侧转杆6的外侧套设有收电缆滚筒5。
49.在本实施例中,双向旋转喷涂环组件包括两组侧齿牙喷涂环28和喷涂头,第一内中空环形仓9的内侧设有两组可在第一内中空环形仓9内侧旋转的侧齿牙喷涂环28,且第一内中空环形仓9的侧中部处设有与侧齿牙喷涂环28内侧齿牙相互啮合的旋转驱动组件,侧齿牙喷涂环28的内壁等间距连通有喷涂头。
50.在本实施例中,双向旋转涂抹厚度调整组件包括两组侧齿牙内旋转环24、电动伸缩杆25和刀片26,第二内中空环形仓10的内侧设有可在第二内中空环形仓10内侧旋转的两组侧齿牙内旋转环24,第二内中空环形仓10的内侧中部处设有与侧齿牙内旋转环24侧齿牙相互啮合的中传动工型轮组件,侧齿牙内旋转环24的内侧安装有电动伸缩杆25,且电动伸缩杆25的输出端安装有刀片26。
51.在本实施例中,双向旋转喷气环组件包括两组侧齿牙喷气环21和喷气头,第三内
中空环形仓11的内侧设有可在第三内中空环形仓11的内侧旋转的侧齿牙喷气环21,第三内中空环形仓11的内侧中部处设有可驱动侧齿牙喷气环21旋转并与侧齿牙喷气环21相互啮合的端传动工型轮组件,侧齿牙喷气环21的内侧等间距连通有喷气头。
52.在本实施例中,旋转驱动组件包括旋转电机18、u型电机架19、驱动转杆33和第三调节齿轮29,第一内中空环形仓9的外侧顶部处安装有u型电机架19,u型电机架19的顶中部处安装有旋转电机18,旋转电机18的输出端贯穿u型电机架19安装有驱动转杆33,驱动转杆33的输出端安装有第三调节齿轮29,且第三调节齿轮29与侧齿牙喷涂环28相互啮合;
53.中传动工型轮组件包括第二调节齿轮27、中转杆32和中工型轮17,第二内中空环形仓10的顶中部处通过轴承安装有中转杆32,中转杆32的顶部安装有中工型轮17,中转杆32的底部安装有第二调节齿轮27,第二调节齿轮27的外侧与侧齿牙内旋转环24相互啮合。
54.在本实施例中,端传动工型轮组件包括第一调节齿轮22和端转杆34,第三内中空环形仓11的顶中部处贯穿设有端转杆34,且端转杆34与第三内中空环形仓11之间相互啮合,端转杆34的底部安装有第一调节齿轮22,且第一调节齿轮22与侧齿牙喷气环21相互啮合,端转杆34的顶部安装有导气风机组件。
55.在本实施例中,导气风机组件包括风机仓14、顶板16、导气管23和导风风机15,风机仓14安装在端转杆34的外侧上方处,且端转杆34贯穿风机仓14安装有导风风机15,风机仓14的顶部安装有顶板16,风机仓14的一侧连通有导气管23,且导气管23的另一端与第三内中空环形仓11内部连通。
56.在本实施例中,皮带传送组件包括传送皮带13、主动工型轮20和端工型轮30,驱动转杆33的外侧顶部处安装有主动工型轮20,端转杆34的外侧中部处安装有端工型轮30,端工型轮30、主动工型轮20和中工型轮17的外侧套设有传送皮带13;
57.限位导电缆组件包括u型架3和电缆导入筒12,第一内中空环形仓9的外侧中部处安装有u型架3,且u型架3的中部处安装有电缆导入筒12;
58.弧形防护板组件包括底集液池1的外侧等间距安装有第一弧形防护板2、第二弧形防护板7和第三弧形防护板8,且第一弧形防护板2、第二弧形防护板7和第三弧形防护板8分别套设在第一内中空环形仓9、第二内中空环形仓10和第三内中空环形仓11的外侧。
59.耐高温电缆生产用沥青涂抹装置的涂抹厚度调整工艺,包括如下步骤:
60.步骤一:将电缆贯穿电缆导入筒12从电缆导入筒12进入至收电缆滚筒5上缠绕收集;
61.步骤二:在此过程中通过第一内中空环形仓9、第二内中空环形仓10、第三内中空环形仓11,且在第一内中空环形仓9与喷涂液泵连通,导入喷涂沥青至第一内中空环形仓9内,然后通过侧齿牙喷涂环28排出喷涂在电缆上;
62.步骤三:且在喷涂的过程中,是采用驱动旋转电机18调节第三调节齿轮29旋转带动两组侧齿牙喷涂环28反向旋转进行喷涂;
63.步骤四:喷涂后的电缆移动至第二内中空环形仓10的内侧,并通过主动工型轮20的旋转带动传送皮带13调节中工型轮17进而带动第二调节齿轮27旋转;
64.步骤五:通过第二调节齿轮27调节侧齿牙内旋转环24反向旋转,然后启动电动伸缩杆25调节刀片26与电缆外侧接触进行双向厚度调整;
65.步骤六:厚度调整后的电缆到达第三内中空环形仓11的内侧,然后通过传送皮带
13调节端工型轮30旋转带动导风风机15抽取空气,调节空气流速并传输至第三内中空环形仓11内,通过侧齿牙喷气环21喷出进行烘干处理;
66.步骤七:在进行烘干处理的过程中,其第一调节齿轮22也被动旋转调节侧齿牙喷气环21双向旋转进行烘干处理;
67.步骤八:在进行喷涂和厚度调整的过程中产生的多余沥青则落入至底集液池1内进行收集。
68.以上,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1