一种半导体加工用真空吸附系统及其控制方法与流程
1.本发明涉及半导体加工技术领域,具体涉及一种半导体加工用真空吸附系统及其控制方法。
背景技术:
2.目前,半导体封装工艺中,晶圆切割是一道必不可少的工序。晶圆切割需要借助半导体切割装置进行,先将晶圆贴在胶膜上,然后将贴好晶圆的胶膜放置于半导体切割装置工作台上,工作台处真空打开后将晶圆及胶膜紧紧吸附在工作台上,切割刀片开始切割。
3.同样的,在cnc加工及其他应用中产品需要固定是如遇到易碎或无法加持的产品是需要使用到真空吸附。现真空吸附有使用真空压力机或压缩空气转换,在控制中为手动控制。在运用中如需要双手操作产品时多有不便。而且现有的硅片或者其他需要吸附固定的元件大小不一,针对每一种尺寸规格的硅片或元件对应使用一种吸盘时,提高了成本,生产不同规格的硅片时需要更换相应吸盘,操作不便。
技术实现要素:
4.本发明的目的在于提供一种半导体加工用真空吸附系统及其控制方法,解决以下技术问题:如何提供一种能够对不同形状的待加工元件都能够进行安全快捷的吸附固定的真空吸附系统。
5.本发明的目的可以通过以下技术方案实现:一种半导体加工用真空吸附系统,包括真空发生模块和工装吸附模块;所述真空发生模块包括空气压缩机、储气罐、受控阀和真空发生器;所述空气压缩机与所述储气罐连接,所述储气罐与所述受控阀连接,所述受控阀与所述真空发生器连接;所述工装吸附模块与所述真空发生器连接,用于在所述空气压缩机启动和所述受控阀打开时,吸附固定待加工元件。
6.通过上述技术方案,可在对待加工元件进行固定之前,启动空气压缩机向储气罐中冲入大量气体,之后可将待加工元件放置在工装吸附模块上,然后控制受控阀打开,由储气罐作为真空发生器的负压动力源,从而使得工装吸附模块能够对待加工元件进行吸附固定,从而实现对各种不同待加工元件的快捷稳定的固定。
7.作为本发明进一步的方案:所述真空发生模块还包括气动脚踏阀和脚踏板,所述受控阀采用气动两位三通阀;所述气动脚踏阀的一端与所述储气罐连接,另一端与所述气动两位三通阀连接;所述脚踏板用于控制所述气动脚踏阀的气路通断,所述气动脚踏阀的气路通断控制所述气动两位三通阀的通断。
8.通过上述技术方案,本发明在使用时可通过脚踏方式控制气路以解放双手,采用
脚踏板踩压的方式对启动脚踏阀进行驱动。利用储气罐所储存的气压能量对启动两位三通阀进行驱动,同时使储气罐内的高压气体通过两位三通阀进入真空发生器,避免在加工过程中需要双手操作产品的不便,使工作人员的双手能更好的完成其他事物。
9.作为本发明进一步的方案:所述工装吸附模块与所述真空发生器之间连通设置有密封储水罐。
10.通过上述技术方案,在对待加工元件进行加工时可能会用到冷却水,为防止部分的冷却水被吸入真空发生器中,在工装吸附模块和真空发生器之间连通设置密封储水罐,还可以对冷却水进行回收利用,节能环保。
11.作为本发明进一步的方案:所述工装吸附模块包括依次固定的单面磁垫、上板面、密封层、下板面和气管接头,所述气管接头与所述真空发生器连接;所述单面磁垫上开设有与所述待加工元件匹配的容纳槽,所述上板面开设有上连通槽,所述下板面上开设有下连通槽,所述下连通槽远离所述上连通槽的一端与所述气管接头连通;所述密封层用于防止外部气流从所述上板面和所述下板面之间进入所述真空发生器。
12.通过上述技术方案,单面磁垫可吸附在上板面上,可对待加工元件的底部形状进行预先检测,获得精准的底部形状图,然后根据该底部形状图在单面磁垫上开出对应的容纳槽,负压会使外部空气依次经过上连通槽、密封层和下连通槽后进入气管接头处,最终实现对待加工元件的吸附固定。
13.作为本发明进一步的方案:所述密封层包括第一密封圈和第二密封圈;所述第一密封圈和所述第二密封圈均共轴设置在所述下板面上,所述第一密封圈所围成的面积大于所述第二密封圈。
14.通过上述技术方案,第一密封圈和第二密封圈所围成的面积为外部空气经过的实际有效面积,可防止进入上连通槽的外部空气从上板面和下板面之间漏出。
15.作为本发明进一步的方案:所述下板面内设置有扩张单元,所述扩张单元包括驱动电机、中心齿轮和至少四个调整齿条,每个所述调整齿条上均固定有调整弧条,所述调整弧条与所述第一密封圈的内圈面抵紧;所述上板面和所述下半面通过多个弹性紧缩柱连接,所述所述下板面上转动设置有微型凸轮,所述微型凸轮与所述驱动电机传动连接。
16.通过上述技术方案,第一密封圈和第二密封圈所围成的实际有效面积的大小能够影响对待加工元件的吸力大小,上板面和下板面通过多个弹性紧缩柱保持相互抵紧的连接,当需要对实际有效面积的大小进行调整时,可通过驱动电机带动中心齿轮旋转,同时驱动调整齿条同时向远离或靠近中心齿轮的方向运动,从而能够使实际有效面积增加或减少,且为防止上板面和下板面对第一密封圈的压力在滑动中磨损第一密封圈,采用与中心齿轮同步转动的微型凸轮间歇的对上板面和下板面之间的压力进行微减,在方便对第一密封圈进行调整的同时,避免气流外泄。
17.作为本发明进一步的方案:还包括设置在所述上板面内的检测模块,所述检测模块用于检测所述待加工元件对所述上板面的压力值;若所述压力值大于预设阈值,则驱动所述扩张单元缩小所述第一密封圈所围成的
面积;若所述压力值小于预设阈值,则驱动所述扩张单元增大所述第一密封圈所围成的面积。
18.通过上述技术方案,可根据待加工元件的自重来对预设阈值进行预先设置,从而能够精准的判断当前的吸附力是否符合要求,避免因吸附力太强导致的能量浪费,亦或是避免待加工元件因外力作用以外脱落所造成的生产损失。
19.作为本发明进一步的方案:还包括与所述真空发生器连接的废气消音模块,所述废气消音模块用于消除排气噪音。
20.作为本发明进一步的方案:一种半导体加工用真空吸附控制方法,包括:将待加工元件放置在工装吸附模块上;启动真空发生模块驱动所述工装吸附模块吸附固定所述待加工元件。
21.本发明的有益效果:(1)本发明可在对待加工元件进行固定之前,启动空气压缩机向储气罐中冲入大量气体,之后可将待加工元件放置在工装吸附模块上,然后控制受控阀打开,由储气罐作为真空发生器的负压动力源,从而使得工装吸附模块能够对待加工元件进行吸附固定,从而实现对各种不同待加工元件的快捷稳定的固定;(2)本发明在使用时可通过脚踏方式控制气路以解放双手,采用脚踏板踩压的方式对启动脚踏阀进行驱动。利用储气罐所储存的气压能量对启动两位三通阀进行驱动,同时使储气罐内的高压气体通过两位三通阀进入真空发生器,避免在加工过程中需要双手操作产品的不便,使工作人员的双手能更好的完成其他事物;(3)在对待加工元件进行加工时可能会用到冷却水,为防止部分的冷却水被吸入真空发生器中,在工装吸附模块和真空发生器之间连通设置密封储水罐,还可以对冷却水进行回收利用,节能环保;(4)第一密封圈和第二密封圈所围成的面积为外部空气经过的实际有效面积,可防止进入上连通槽的外部空气从上板面和下板面之间漏出;且第一密封圈和第二密封圈所围成的实际有效面积的大小能够影响对待加工元件的吸力大小,上板面和下板面通过多个弹性紧缩柱保持相互抵紧的连接,当需要对实际有效面积的大小进行调整时,可通过驱动电机带动中心齿轮旋转,同时驱动调整齿条同时向远离或靠近中心齿轮的方向运动,从而能够使实际有效面积增加或减少,且为防止上板面和下板面对第一密封圈的压力在滑动中磨损第一密封圈,采用与中心齿轮同步转动的微型凸轮间歇的对上板面和下板面之间的压力进行微减,在方便对第一密封圈进行调整的同时,避免气流外泄。
附图说明
22.下面结合附图对本发明作进一步的说明。
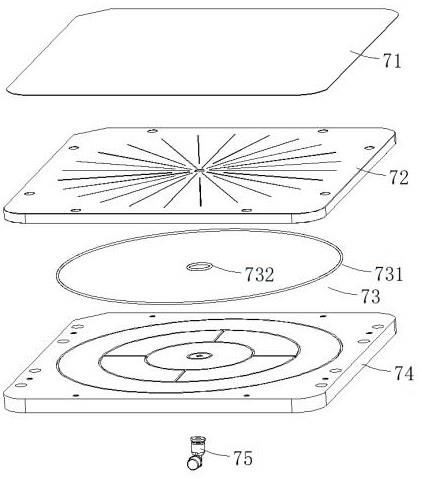
23.图1为本发明中的真空吸附系统结构示意图;图2为本发明实施例一中的工装吸附模块的爆炸结构示意图。
24.附图说明:1、空气压缩机;2、储气罐;3、气动脚踏阀;4、真空发生器;5、密封储水罐;6、废气消音模块;7、工装吸附模块;71、单面磁垫;72、上板面;73、密封层;731、第一密封圈;732、第二密封圈;74、下板面;75、气管接头。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
26.请参阅图1所示,实施例一,本发明为一种半导体加工用真空吸附系统,包括真空发生模块和工装吸附模块7;真空发生模块包括空气压缩机1、储气罐2、受控阀和真空发生器4;空气压缩机1与储气罐2连接,储气罐2与受控阀连接,受控阀与真空发生器4连接;工装吸附模块7与真空发生器4连接,用于在空气压缩机1启动和受控阀打开时,吸附固定待加工元件。
27.通过上述技术方案,可在对待加工元件进行固定之前,启动空气压缩机1向储气罐2中冲入大量气体,之后可将待加工元件放置在工装吸附模块7上,然后控制受控阀打开,由储气罐2作为真空发生器4的负压动力源,从而使得工装吸附模块7能够对待加工元件进行吸附固定,从而实现对各种不同待加工元件的快捷稳定的固定。
28.作为本发明进一步的方案:真空发生模块还包括气动脚踏阀3和脚踏板,受控阀采用气动两位三通阀;气动脚踏阀3的一端与储气罐2连接,另一端与气动两位三通阀连接;脚踏板用于控制气动脚踏阀3的气路通断,气动脚踏阀3的气路通断控制气动两位三通阀的通断。
29.通过上述技术方案,本发明在使用时可通过脚踏方式控制气路以解放双手,采用脚踏板踩压的方式对启动脚踏阀进行驱动。利用储气罐2所储存的气压能量对启动两位三通阀进行驱动,同时使储气罐2内的高压气体通过两位三通阀进入真空发生器4,避免在加工过程中需要双手操作产品的不便,使工作人员的双手能更好的完成其他事物。另外,在本发明的本实施例中,还增加了另一路控制气动两位三通阀的通断的气动脚踏阀3作为备用控制线路。
30.作为本发明进一步的方案:工装吸附模块7与真空发生器4之间连通设置有密封储水罐5。
31.通过上述技术方案,在对待加工元件进行加工时可能会用到冷却水,为防止部分的冷却水被吸入真空发生器4中,在工装吸附模块7和真空发生器4之间连通设置密封储水罐5,还可以对冷却水进行回收利用,节能环保。
32.作为本发明进一步的方案:如图2所示工装吸附模块7包括依次固定的单面磁垫71、上板面72、密封层73、下板面74和气管接头75,气管接头75与真空发生器4连接;单面磁垫71上开设有与待加工元件匹配的容纳槽,上板面72开设有上连通槽,下板面74上开设有下连通槽,下连通槽远离上连通槽的一端与气管接头75连通;密封层73用于防止外部气流从上板面72和下板面74之间进入真空发生器4。
33.通过上述技术方案,单面磁垫71可吸附在上板面72上,可对待加工元件的底部形状进行预先检测,获得精准的底部形状图,然后根据该底部形状图在单面磁垫71上开出对应的容纳槽,负压会使外部空气依次经过上连通槽、密封层73和下连通槽后进入气管接头
75处,最终实现对待加工元件的吸附固定。
34.如图2所示,上连通槽包括多条呈从中心向外辐射的条形连通槽,在开设容纳槽时,容纳槽所涉及的条形连通槽均可提供吸力。
35.作为本发明进一步的方案:密封层73包括第一密封圈731和第二密封圈732;第一密封圈731和第二密封圈732均共轴设置在下板面74上,第一密封圈731所围成的面积大于第二密封圈732。
36.通过上述技术方案,第一密封圈731和第二密封圈732所围成的面积为外部空气经过的实际有效面积,可防止进入上连通槽的外部空气从上板面72和下板面74之间漏出。
37.实施例二,作为本发明进一步的方案:下板面74内设置有扩张单元,扩张单元包括驱动电机、中心齿轮和至少四个调整齿条,每个调整齿条上均固定有调整弧条,调整弧条与第一密封圈731的内圈面抵紧;上板面72和下半面通过多个弹性紧缩柱连接,下板面74上转动设置有微型凸轮,微型凸轮与驱动电机传动连接。
38.通过上述技术方案,第一密封圈731和第二密封圈732所围成的实际有效面积的大小能够影响对待加工元件的吸力大小,上板面72和下板面74通过多个弹性紧缩柱保持相互抵紧的连接,当需要对实际有效面积的大小进行调整时,可通过驱动电机带动中心齿轮旋转,同时驱动调整齿条同时向远离或靠近中心齿轮的方向运动,从而能够使实际有效面积增加或减少,且为防止上板面72和下板面74对第一密封圈731的压力在滑动中磨损第一密封圈731,采用与中心齿轮同步转动的微型凸轮间歇的对上板面72和下板面74之间的压力进行微减,在方便对第一密封圈731进行调整的同时,避免气流外泄。
39.作为本发明进一步的方案:还包括设置在上板面72内的检测模块,检测模块用于检测待加工元件对上板面72的压力值;若压力值大于预设阈值,则驱动扩张单元缩小第一密封圈731所围成的面积;若压力值小于预设阈值,则驱动扩张单元增大第一密封圈731所围成的面积。
40.通过上述技术方案,可根据待加工元件的自重来对预设阈值进行预先设置,从而能够精准的判断当前的吸附力是否符合要求,避免因吸附力太强导致的能量浪费,亦或是避免待加工元件因外力作用以外脱落所造成的生产损失。
41.作为本发明进一步的方案:还包括与真空发生器4连接的废气消音模块6,废气消音模块6用于消除排气噪音。
42.作为本发明进一步的方案:一种半导体加工用真空吸附控制方法,包括:将待加工元件放置在工装吸附模块7上;启动真空发生模块驱动工装吸附模块7吸附固定待加工元件。
43.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1