一种载带倒装焊金属电极整形与键合的装置及方法与流程
1.本发明属于半导体封装技术领域,具体涉及一种载带倒装焊金属电极整形与键合的装置及方法。
背景技术:
2.通常芯片倒装焊是硅基平板上焊点之间实现微米级键合,而本发明是石英芯片与pi板上柔性金属电极之间的键合。芯片与金属电极间的键合由于芯片和pi开窗尺寸的不同,存在两种情况。如图1所示,当芯片尺寸小于pi开窗尺寸时,不需要整形直接键合;而当芯片尺寸大于pi开窗尺寸时,如图2所示,就需要先对金属电极进行整形,让金属电极键合点高于pi层上端面,从而避免芯片与pi出现干涉情况。要想让金属电极高于pi层上端面,且要保持金属电极键合点在允差范围内,就需要一种高精度整形方法以很好地解决整形、对准和键合问题。
技术实现要素:
3.针对现有技术存在的不足,本发明提出了一种载带倒装焊金属电极整形与键合的装置及方法,该装置包括:整形夹具和键合夹具,所述整形夹具包括上模、下模、弹簧和压紧螺钉;下模边缘设置有多个导正销、多个定位销和多个螺纹孔;所述上模上设置有与导正销配合的通孔,上模上还设置有多个螺纹孔,上模的螺纹孔与下模的螺纹孔位置一一对应;弹簧安装在导正销上,压紧螺钉安装在螺纹孔内,用于压紧固定上模和与下模;
4.所述键合夹具包括键合压板、下模和压紧螺钉,键合压板上设置有与下模的螺纹孔位置一一对应的螺纹孔和与导正销配合的通孔,压紧螺钉安装在螺纹孔内,键合压板上还设置有多个压板开窗。
5.优选的,上模和下模均为矩形模具。
6.进一步的,导正销数量为四个,分别位于下模的四角上。
7.进一步的,上模和下模上的螺纹孔数量均为两个,分别位于上模的左上角和右下角以及下模的左上角和右下角。
8.一种载带倒装焊金属电极整形与键合的方法,其特征在于,包括:
9.s1:采用整形夹具对金属电极进行整形;
10.s2:采用键合夹具对芯片和整形后的金属电极进行键合。
11.进一步的,采用整形夹具对金属电极进行整形的过程包括:
12.s11:将金属电极和pi的一体化器件根据定位销进行定位并套入下模;
13.s12:将弹簧依次套在下模的所有导正销上;
14.s13:将上模放置在下模上,使得上模的导正销通孔对准导正销;
15.s14:在上模的中间位置垂直向下施加压力,并交替旋紧压紧螺钉;
16.s15:观察上模与下模间的间隙到5mm时,停止旋紧压紧螺钉;
17.s16:将整形夹具放在压力测试台中央,以150n的压力压紧上下模具;
18.s17:交替旋紧两颗紧定螺钉,观察反馈力在150n
±
5n范围内时,将整形夹具从测试台取下;
19.s18:将整形模具放入150℃保温箱,保温24h,得到整形成功的金属电极。
20.进一步的,采用键合夹具对芯片和整形后的金属电极进行键合的过程包括:
21.s21:交替旋松整形完成后的整形夹具的压紧螺钉,直至松开;
22.s22:轻轻取下上模,取下导正销上的弹簧;
23.s23:将键合压板套入导正销,导正销穿过键合压板上的导正销通孔;
24.s24:旋紧压紧螺钉直到压紧键合压板,压板开窗露出待键合的金属电极;
25.s25:运行倒装焊设备,并调出键合程序,将键合夹具放置在设备规定位置;
26.s26:倒装焊设备采用热压头拾取芯片,根据程序依次实现芯片和金属电极的键合;
27.s27:键合完成后,取下键合夹具,得到键合好的器件。
28.本发明的有益效果为:当芯片尺寸大于pi开窗尺寸时,采用本发明对金属电极进行整形及键合,具有高效、可靠、简单实用、对准性好、有效降低焊接应力等特点,在让金属电极高于pi层上端面,且要保持金属电极键合点在允差范围内,本发明整形精度高,键合效果好,能够很好地解决金属电极整形以及金属电极与芯片的对准和键合问题。
附图说明
29.图1为无需整形芯片+金属电极键合示意图;
30.图2芯片+金属电极整形键合示意图;
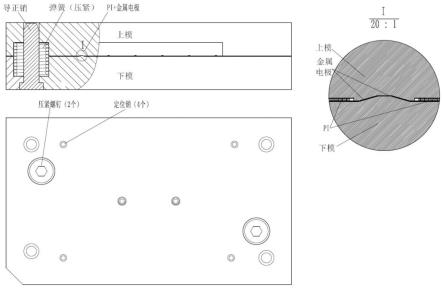
31.图3为本发明中整形夹具初始状态示意图;
32.图4为本发明中上下模整形部位形状特写图;
33.图5为本发明中整形夹具压紧状态示意图;
34.图6为本发明中键合夹具键合状态示意图。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.本发明提出了一种载带倒装焊金属电极整形与键合的装置及方法,所述装置包括:整形夹具和键合夹具,如图3所示,所述整形夹具包括上模、下模、弹簧和压紧螺钉;下模边缘设置有多个导正销、多个定位销和多个螺纹孔;所述上模上设置有与导正销配合的通孔,上模上还设置有多个螺纹孔,上模的螺纹孔与下模的螺纹孔位置一一对应;弹簧安装在导正销上,压紧螺钉安装在螺纹孔内,用于压紧固定上模和与下模;
37.所述键合夹具包括键合压板、下模和压紧螺钉,键合压板上设置有与下模的螺纹孔位置一一对应的螺纹孔和与导正销配合的通孔,压紧螺钉安装在螺纹孔内,键合压板上还设置有多个压板开窗。
38.优选的,上模和下模均为矩形模具;导正销数量为四个,分别位于下模的四角上;
上模和下模上的螺纹孔数量均为两个,分别位于上模的左上角和右下角以及下模的左上角和右下角。
39.弹簧套在导正销上,数量也为四个,根据弹簧的易选性结合本发明,可选择取材为琴钢丝的弹簧,其线材的刚性模数g=8000,线径d=1.2mm,中径dm=9mm,n=7(总圈数);nc=n-2=5(有效圈数)。
40.优选的,定位销数量为四个,分为位于下模的四角上。
41.优选的,下模上设置有整形凸起,上模上设置有与下模整形凸起配合的整形凹槽。具体的,如图4所示,根据pi上金属电极最终需要的高度(140μm)及形状,针对性地设计上下模对应金属电极位置的形状。
42.本发明还提供一种载带倒装焊金属电极整形与键合的方法,该方法使用上述载带倒装焊金属电极整形与键合的装置(整形夹具和键合夹具),对金属电极进行整形的过程包括以下步骤:
43.s11:将金属电极和pi的一体化器件根据定位销进行定位并套入下模;
44.s12:将弹簧依次套在下模的所有导正销上;
45.s13:将上模放置在下模上,使得上模的导正销通孔对准导正销;
46.s14:在上模的中间位置垂直向下施加压力,并交替旋紧压紧螺钉;
47.s15:观察上模与下模间的间隙到5mm时,停止旋紧压紧螺钉;
48.s16:将整形夹具放在压力测试台中央,以150n的压力压紧上下模具;
49.本发明既要将金属电极整形到位,又不能对金属电极造成损伤,设计弹簧压缩量为5mm,计算需要施加的压力:
[0050][0051][0052]f总
=4f
单
=15.044kgf≈150n
[0053]
其中,k表示弹簧常数,s表示弹簧压缩量,本发明设计值为5mm,实测值为4.8mm。
[0054]
设计弹簧压缩量为5mm时,最终整形获得的金属电极最符合预期。
[0055]
s17:交替旋紧两颗紧定螺钉,此时整形夹具状态如图5所示,由于上下模具在键合位置设计了相应的曲面模型,最后金属电极的变形就会按照预制的模型发生变化;观察反馈力在150n
±
5n范围内时,将整形夹具从测试台取下;
[0056]
s18:将整形模具放入150℃保温箱,保温24h,得到整形成功的金属电极;通过保温可以有效的消除大部分变形带来的应力。
[0057]
充分考虑金属电极的回弹,为了进一步将回弹限定在允许范围内,专门制定了相应的退火工艺,本发明中退火工艺进过多轮摸索验证,最终确定为将装配好的pi连同整形夹具放在温箱中,150℃保温24h,然后自然冷却至室温20℃,以消除大部分变形带来的应力,得到整形成功的金属电极。
[0058]
采用键合夹具对芯片和整形后的金属电极进行键合的过程包括以下步骤:
[0059]
s21:交替旋松整形完成后的整形夹具的压紧螺钉,直至松开;
[0060]
s22:轻轻取下上模,取下导正销上的弹簧;取下的上模和弹簧下次整形时备用;
[0061]
s23:将键合压板套入导正销,导正销穿过键合压板上的导正销通孔;
[0062]
s24:旋紧压紧螺钉直到压紧键合压板,压板开窗露出待键合的金属电极;套入下模的多个金属电极和pi的一体化器件与压板开窗的位置是一一对应的,键合压板与下模压紧时,压板开窗会露出待键合的金属电极。
[0063]
s25:运行倒装焊设备,并调出键合程序,将键合夹具放置在设备规定位置;
[0064]
s26:倒装焊设备采用热压头拾取芯片,根据程序依次实现芯片和金属电极的键合;键合的示意图如图6所示;
[0065]
s27:键合完成后,取下键合夹具,得到键合好的器件(pi+金属电极+芯片),等待接下来的工序使用。
[0066]
以上所举实施例,对本发明的目的、技术方案和优点进行了进一步的详细说明,所应理解的是,以上所举实施例仅为本发明的优选实施方式而已,并不用以限制本发明,凡在本发明的精神和原则之内对本发明所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1