一种线缆智能制备系统的制作方法
本发明涉及线缆生产,特别涉及一种线缆智能制备系统。
背景技术:
1、随着技术的发展,电力对于现代生活已经是不可缺少的重要能源,日常的生产生活离不开电力,而电缆是电力输送的关键。一般情况下,电缆通常是由几根或几组线缆绞合而成的类似绳索的线材,每组线缆之间相互绝缘,用扎带包住,最后外面包有高度绝缘的覆盖层。
2、然而,在传统方式中,电缆的生产大多数都是采用人工操作的,人工成本高,工作效率也低。
技术实现思路
1、本发明主要解决的技术问题是提供一种线缆智能制备系统,智能化高,人工成本低,工作效率高,能够满足制造商的高质量要求。
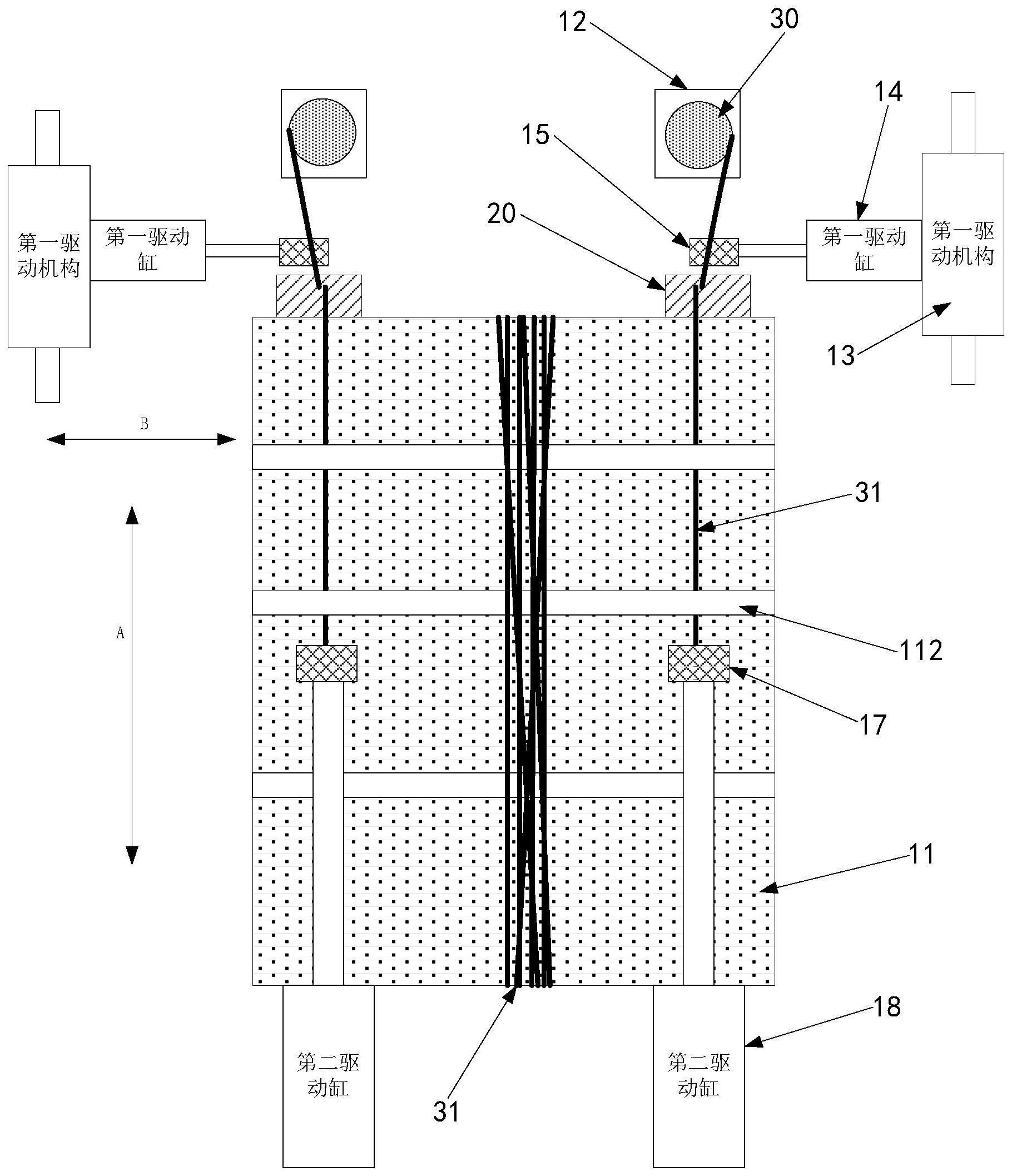
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种线缆智能制备系统,其特征在于,包括:控制器,其中所述控制器设置有用于输入线缆所需裁切的预设长度的触摸屏;支撑架,设有呈v型状且用于收容被裁切断的线缆的收容凹槽;盛放架,设置在所述支撑架的一端,用于盛放线缆卷,其中所述线缆卷转动设置在所述盛放架中,所述线缆卷缠绕有线缆;第一夹具,与所述控制器电连接,用于夹取所述盛放架中线缆卷的线缆;第一驱动机构,与所述控制器电连接,沿第一方向可滑动设置在所述支撑架的一侧;第一驱动缸,与所述控制器电连接,设置在所述第一驱动机构中,其中所述第一夹具设置在所述第一驱动缸的伸缩杆中,以通过所述第一驱动机构将所述第一夹具的线缆移动至预定位置;第二夹具,与所述控制器电连接,用于夹取处于所述预定位置中的线缆;第二驱动缸,设置在所述支撑架的另一端,与所述控制器电连接,其中所述第二驱动缸的伸缩杆与所述第二夹具连接,以通过所述第二驱动缸带动第二夹具沿第一方向移动;识别统计机构,设置在所述支撑架的上方,用于统计所述线缆的长度,其中所述线缆的长度为所述第二夹具与所述预定位置之间的距离;裁切机构,与所述控制器电连接,设置在在所述支撑架的一端,用于在确定线缆的长度达到预设长度时,将预定位置处的线缆切断。
3、进一步的,在需要裁切线缆时,所述控制器控制第一驱动机构带动第一夹具移动至所述盛放架处,并控制所述第一夹具夹住盛放架的线缆,然后通过所述第一驱动机构将所述第一夹具中的线缆移动至预定位置,并通过所述第二驱动缸将所述第二夹具移动至预定位置,控制所述第二夹具夹住预定位置中的线缆以及控制所述第一夹具松开所述线缆,且控制所述第二驱动缸驱动夹住有线路的第二夹具朝远离预定位置方向移动。
4、进一步的,在确定所述裁切机构将线缆裁断之后,所述控制器控制所述第二夹具松开线缆,以使得线缆根据自身重量掉落在v型状的收容凹槽的底壁。
5、进一步的,所述支撑架包括有沿第一方向设置在所述收容凹槽的边缘的刻度尺,所述识别统计机构包括有与控制器电连接的工业相机,其中:当确定所述第二驱动缸驱动夹住有线缆的第二夹具沿第一方向移动时,工业相机朝第二夹具拍摄以得到拍摄图片,控制器从拍摄图片中解析出图片中的第二夹具以及刻度尺,并从刻度尺中解析出预设刻度值,其中预设刻度值所对应的距离为线缆的预设长度,并判断第二夹具的位置是否处于刻度尺的预设刻度值,并在确定第二夹具处于刻度尺的预设刻度值时,控制所述第二驱动缸的伸缩杆停止移动,且控制所述裁切机构将预定位置处的线缆切断。
6、进一步的,所述裁切机构包括设置在所述支撑架的一端的支撑台、设置在所述支撑台的上方的第三驱动缸、设置在所述第三驱动缸的伸缩杆中且用于压紧线缆的压块、设置在所述支撑台的上方的第四驱动缸以及设置在第四驱动缸的伸缩杆中且用于切断线缆的切刀。
7、进一步的,在确定线缆的长度达到预设长度时,所述控制器控制所述第二驱动缸的伸缩杆停止移动,并控制所述第三驱动缸的伸缩杆下降以使得所述压块将线缆压紧在支撑台上,且在确定所述压块压紧所述线缆时,控制所述第四驱动缸的伸缩杆下降,以使得所述切刀将线缆切断。
8、进一步的,所述支撑架的收容凹槽沿第一方向间隔设置有多个开槽,该线缆智能制备系统还包括设置在所述支撑架的下方的第五驱动缸,其中所述第五驱动缸的伸缩杆中设置有用于收容扎带且处于所述开槽的正下方的收容架。
9、进一步的,所述识别统计机构还用于统计收容在所述收容凹槽内的线缆的数量,当确定所述收容凹槽内的线缆的数量达到预设数量时,所述控制器控制所述第五驱动缸的伸缩缸上升以带动所述收容架的扎带上升至所述开槽处。
10、本发明的有益效果是:区别于现有技术的情况,本发明所公开的线缆智能制备系统包括:控制器;支撑架,设有呈v型状的收容凹槽;盛放架,用于盛放线缆卷;第一夹具,用于夹取盛放架中线缆卷的线缆;第一驱动机构,沿第一方向可滑动设置在支撑架的一侧;第一驱动缸,设置在第一驱动机构中,其中第一夹具设置在第一驱动缸的伸缩杆中;第二夹具,用于夹取处于预定位置中的线缆;第二驱动缸,设置在支撑架的另一端,其中第二驱动缸的伸缩杆与第二夹具连接;识别统计机构,用于统计线缆的长度;裁切机构,用于在确定线缆的长度达到预设长度时,将预定位置处的线缆切断。通过上述方式,本发明所公开的线缆智能制备系统的智能化高,人工成本低,工作效率高,能够满足制造商的高质量要求。
技术特征:
1.一种线缆智能制备系统,其特征在于,包括:
2.根据权利要求1所述的线缆智能制备系统,其特征在于,在需要裁切线缆时,所述控制器控制第一驱动机构带动第一夹具移动至所述盛放架处,并控制所述第一夹具夹住盛放架的线缆,然后通过所述第一驱动机构将所述第一夹具中的线缆移动至预定位置,并通过所述第二驱动缸将所述第二夹具移动至预定位置,控制所述第二夹具夹住预定位置中的线缆以及控制所述第一夹具松开所述线缆,且控制所述第二驱动缸驱动夹住有线路的第二夹具朝远离预定位置方向移动。
3.根据权利要求2所述的线缆智能制备系统,其特征在于,在确定所述裁切机构将线缆裁断之后,所述控制器控制所述第二夹具松开线缆,以使得线缆根据自身重量掉落在v型状的收容凹槽的底壁。
4.根据权利要求3所述的线缆智能制备系统,其特征在于,所述支撑架包括有沿第一方向设置在所述收容凹槽的边缘的刻度尺,所述识别统计机构包括有与控制器电连接的工业相机,其中:
5.根据权利要求4所述的线缆智能制备系统,其特征在于,所述裁切机构包括设置在所述支撑架的一端的支撑台、设置在所述支撑台的上方的第三驱动缸、设置在所述第三驱动缸的伸缩杆中且用于压紧线缆的压块、设置在所述支撑台的上方的第四驱动缸以及设置在第四驱动缸的伸缩杆中且用于切断线缆的切刀。
6.根据权利要求5所述的线缆智能制备系统,其特征在于,在确定线缆的长度达到预设长度时,所述控制器控制所述第二驱动缸的伸缩杆停止移动,并控制所述第三驱动缸的伸缩杆下降以使得所述压块将线缆压紧在支撑台上,且在确定所述压块压紧所述线缆时,控制所述第四驱动缸的伸缩杆下降,以使得所述切刀将线缆切断。
7.根据权利要求6所述的线缆智能制备系统,其特征在于,所述支撑架的收容凹槽沿第一方向间隔设置有多个开槽,该线缆智能制备系统还包括设置在所述支撑架的下方的第五驱动缸,其中所述第五驱动缸的伸缩杆中设置有用于收容扎带且处于所述开槽的正下方的收容架。
8.根据权利要求7所述的线缆智能制备系统,其特征在于,所述识别统计机构还用于统计收容在所述收容凹槽内的线缆的数量,当确定所述收容凹槽内的线缆的数量达到预设数量时,所述控制器控制所述第五驱动缸的伸缩缸上升以带动所述收容架的扎带上升至所述开槽处。
技术总结
本发明公开了一种线缆智能制备系统,包括:控制器;支撑架,设有呈V型状的收容凹槽;盛放架,用于盛放线缆卷;第一夹具,用于夹取盛放架中线缆卷的线缆;第一驱动机构,沿第一方向可滑动设置在支撑架的一侧;第一驱动缸,设置在第一驱动机构中,其中第一夹具设置在第一驱动缸的伸缩杆中;第二夹具,用于夹取处于预定位置中的线缆;第二驱动缸,设置在支撑架的另一端,其中第二驱动缸的伸缩杆与第二夹具连接;识别统计机构,用于统计线缆的长度;裁切机构,用于在确定线缆的长度达到预设长度时,将预定位置处的线缆切断。通过上述方式,本发明所公开的线缆智能制备系统的智能化高,人工成本低,工作效率高,能够满足制造商的高质量要求。
技术研发人员:朱文渊,李万荣,王志均
受保护的技术使用者:广州市槿泓电子有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!