一种改进型锂电池正极端封口结构的制作方法
1.本实用新型涉及一种锂电池端部的封口结构,具体是指一种改进型锂电池正极端封口结构。
背景技术:
2.目前,全极耳圆柱型锂电池具有大容量、充电快、电池热失控性能优越、内部承压能力强和便于自动化生产等优点,从而成为未来电池的主流发展方向,而在锂电池的生产过程中,往往都需要将外壳的端部进行封口以形成锂电池的正极端和负极端,而正极端的封口结构对于锂电池的设计和生产工艺来说又显得非常重要。具体的说就是锂电池正极端的封口结构既要符合锂电池性能的使用要求,又要符合工艺性要求和实现生产设备自动化的要求;然而,传统的锂电池正极端封口结构设计过于复杂,导致上述三个使用要求无法全部兼顾,这也使得锂电池正极端的封口无法达到最好的结构状态。
技术实现要素:
3.本实用新型所要解决的技术问题在于克服现有技术的缺陷而提供一种结构简单、性能优良、能简化生产工艺和更好满足生产设备自动化需要的改进型锂电池正极端封口结构。
4.本实用新型的技术问题通过以下技术方案实现:
5.一种改进型锂电池正极端封口结构,包括外壳、外壳内的电芯,以及安装在外壳端部并将所述电芯封闭在内的集流片;所述的集流片外设有底盖,集流片与底盖之间设有密封盖,集流片上设有集流柱,该电芯、集流片和集流柱形成导电,所述的集流柱直接平面接触安装在集流片上或锥面接触盖合集流片上的定位孔;所述的集流柱直接平面接触安装在集流片上,在集流柱内设有焊接孔和塞装在焊接孔内的外塞,集流柱顶部依次穿过密封盖和底盖后安装装饰外盖,该装饰外盖与集流柱形成导电,并将所述外塞密封盖合在焊接孔内;所述的集流柱锥面接触盖合集流片上的定位孔,该集流柱顶部穿过密封盖后直接顶压接触在底盖的内端面上,并与底盖形成导电或集流柱顶部依次穿过密封盖和底盖外露。
6.所述的集流柱直接平面接触安装在集流片上,该集流柱顶部设有圆周向外翻折的翻边,且翻边挤压密封盖扣紧在底盖上,所述的装饰外盖将所述翻边和外塞共同盖合在内,并使外塞与焊接孔形成垂直面接触密封。
7.所述的集流柱直接平面接触安装在集流片上,该外塞顶部设有圆周向外翻折的围边,且外塞塞装在焊接孔内,并使围边盖合在焊接孔的孔沿上形成平面接触密封,所述的装饰外盖将所述围边和集流柱顶部共同盖合在内。
8.所述的密封盖上设有供所述集流柱穿过的密封套,所述的集流柱直接平面接触安装在集流片上,该装饰外盖的外沿向下延伸与所述密封套接触;所述的集流柱锥面接触盖合集流片上的定位孔,该集流柱的外圆周面设有外锥面,并经该外锥面与所述密封套构成锥面接触密封。
9.所述的集流片外圆周设有圆周向上弯折的折边,该折边与外壳、底盖之间设有侧绝缘环。
10.所述的底盖是一个闷盖或带有通孔的通盖。
11.所述的底盖是一个闷盖,该底盖的内端面直接顶压接触在集流柱顶部。
12.所述的底盖是一个闷盖,该底盖吻合配装在外壳的端部内,且底盖外圆周被外壳端部的卷边压紧形成连接,在卷边与底盖外圆周之间设有顶密封环。
13.所述的底盖是一个通盖,所述的集流柱顶部由该通孔穿过。
14.所述的底盖是一个通盖,该底盖直接由外壳端部连体折弯封闭而成。
15.与现有技术相比,本实用新型主要是将集流柱根据集流片上是否具有定位孔而分别进行安装设计,如集流片上无定位孔,则集流柱直接平面接触安装在集流片上,如集流片上存在定位孔,则集流柱锥面接触盖合定位孔;同时,当集流柱直接平面接触安装在集流片上,在集流柱内需设有焊接孔方便导电焊接集流柱和集流片,以及在焊接孔内塞装外塞以防止电解液泄露,而集流柱顶部将依次穿过密封盖和底盖后安装装饰外盖,该装饰外盖与集流柱也形成导电,并将外塞密封盖合在焊接孔内;当集流柱锥面接触盖合定位孔,该集流柱将穿过密封盖后直接顶压接触在底盖的内端面上,并与底盖形成导电或集流柱依次穿过密封盖和底盖外露。显然,上述改进结构相比传统的锂电池正极端封口结构,主要是将集流柱进行了安装设计,并方便集流柱的导电引出,既能在保证优良使用性能的基础上实现较好的密封效果,又能保证整体结构的简单紧凑,故能简化生产工艺和更好满足生产设备自动化的需要。
附图说明
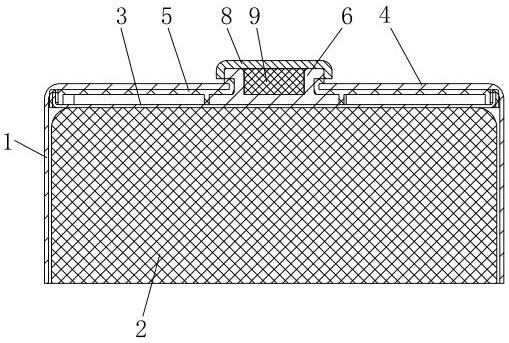
16.图1为本实用新型第一种正极端封口结构的剖视结构示意图。
17.图2为图1的半剖立体图。
18.图3为本实用新型第二种正极端封口结构的剖视结构示意图。
19.图4为图3的a处放大图。
20.图5为图3的半剖立体图。
21.图6为本实用新型第三种正极端封口结构的剖视结构示意图。
22.图7为图6的b处放大图。
23.图8为图6的半剖立体图。
24.图9为本实用新型第四种正极端封口结构的剖视结构示意图。
25.图10为图9的c处放大图。
26.图11为图9的半剖立体图。
27.图12为图1或图3或图9中外壳的剖视结构示意图。
28.图13为图6或图9中集流柱的剖视结构示意图。
29.图14为图1中集流柱的剖视结构示意图。
30.图15为图3中外塞的剖视结构示意图。
具体实施方式
31.下面将按上述附图对本实用新型实施例再作详细说明。
32.如图1~图15所示,1.外壳、11.卷边、12.滚槽、2.电芯、3.集流片、31.定位孔、32.折边、4.底盖、41.通孔、5.密封盖、51.密封套、6.集流柱、61.外锥面、62.焊接孔、63.翻边、7.顶密封环、8.装饰外盖、9.外塞、91.围边、10.侧绝缘环。
33.一种改进型锂电池正极端封口结构,如图1、图3、图6和图9所示,主要涉及了圆柱型锂电池正极端的封口结构,其包括金属制的圆柱型外壳1、设置在外壳内的电芯2,以及安装在外壳端部并将电芯2封闭在内的集流片3。
34.所述的集流片3外设有底盖4,在集流片3与底盖4之间设有密封盖5进行间隔,集流片上设有集流柱6,该电芯2、集流片3和集流柱6形成导电以引出电流。
35.所述的底盖4可设计成如图6~图8所示的闷盖或如图1~图7、图9~图11所示带有通孔41的通盖,同时集流片3也分两种设计,一种是如图1~图5所示将集流片3设计成不具备定位孔31的全封闭结构,另一种是如图6~图11所示在集流片3的中心设计一个定位孔31,该定位孔主要用于集流片3和集流柱6的安装定位。
36.这样,本实施例将通过以下四款正极端封口结构进行详细描述。
37.第一款正极端封口结构如图1、图2所示,该集流片3的外圆周设有圆周向上弯折的折边32,在折边与外壳1、底盖4之间设有侧绝缘环10进行绝缘,具体是将侧绝缘环10设计成
“┌”
型横截面,以便于吻合紧贴外壳1和底盖4,而集流片3上未设有定位孔31,集流柱6则是直接平面接触安装在集流片3上。
38.第一款正极端封口结构中的底盖4直接由外壳1端部连体折弯封闭而成,并在底盖4中心设有通孔41,即底盖是带有通孔41的通盖;所述的集流柱6内设有焊接孔62和塞装在焊接孔内的外塞9,集流柱6顶部依次穿过密封盖5和底盖4的通孔41后安装有装饰外盖8。
39.其中,焊接孔62的作用是方便将集流柱6与集流片3通过焊接孔62进行焊接导电连接,而集流柱6的顶部还设有如图14所示圆周向外翻折的翻边63,该翻边主要具有两个作用,第一个作用是能够挤压密封盖5扣紧在底盖4上,可在密封盖5出现材料老化时也不会影响密封性能,第二个作用是方便装饰外盖8与集流柱6的焊接导电,以便于直接从装饰外盖8上引出正极电流,该装饰外盖将翻边63和外塞9共同盖合在内,也就是将集流柱6顶部完全罩合在内,并使外塞9与焊接孔62之间形成垂直面接触密封,而装饰外盖9的外沿向下延伸与密封盖5中部的密封套51接触,从而保证集流柱6外露端的美观性。
40.第二款正极端封口结构如图3~图5所示,它与第一款采用同样设计的集流片3和底盖4,但是该结构中的外塞9顶部设有圆周向外翻折的围边91,且外塞9塞装在焊接孔62内,并使围边91盖合在焊接孔62的孔沿上形成平面接触密封,装饰外盖8再将将围边91和集流柱6顶部共同盖合在内,而装饰外盖9的外沿也向下延伸与密封盖5中部的密封套51接触,从而保证集流柱6外露端的美观性。
41.上述第一款结构和第二款结构中,外塞9主要采用硬质金属材质或软性材质,金属材质可通过胶粘固定的方式塞装在焊接孔62内,从而有效防止焊接孔62出现意外焊穿时导致的电解液泄露,而第一款结构中如外塞9采用金属材质,也可以在外塞9顶部外圆周与焊接孔62的孔沿之间作圆周焊接密封固定,甚至当外塞9采用软性材质,可直接将外塞9顶端高于焊接孔62,则通过装饰外盖9将集流柱6的翻边63和外塞9共同盖合在内,就能挤压外塞9顶端实现对焊接孔62的密封。
42.第三款正极端封口结构如图6~图8所示,集流片3可通过外壳1的外圆周面上的一
道滚槽12进行安装固定,该集流片3中心设有定位孔31,故集流柱6需盖合定位孔31,且集流柱6与定位孔31主要采用锥面接触盖合,以提高密封性能,而电芯2、定位孔31和集流柱6将正好设计为处于同一轴心线上。
43.第三款正极端封口结构中的底盖4是一个闷盖,该底盖4吻合配装在外壳1的端部内,且底盖4外圆周被外壳1端部的卷边11压紧连接成一体,在卷边11与底盖4外圆周之间还设有顶密封环7进行间隔;同时,底盖4的内端面将直接顶压集流柱6盖合定位孔31,并使底盖4与集流柱6之间进行焊接导电连接,故电芯2、集流片3、集流柱6和底盖4之间形成导电,以便于在底盖4上引出正极电流。
44.第四款正极端封口结构如图9~图11所示,集流片3中心也设有定位孔31,故相应的集流柱6也通过锥面接触的方式盖合定位孔31,以提高密封性能,并使电芯2、定位孔31和集流柱6正好设计为处于同一轴心线上。
45.第四款正极端封口结构中的底盖4将直接由外壳1端部连体折弯封闭而成,并在底盖4中心设有通孔41,也就是底盖是带有通孔41的通盖,则集流柱6盖合定位孔31时,也会依次穿过密封盖5和底盖4的通孔41外露,此时电芯2、集流片3和集流柱6形成导电,以便于直接在集流柱6上引出正极电流。
46.所述的密封套51成型于密封盖5中部并可供集流柱6穿过。当底盖4是一个闷盖时,该底盖将密封套51连同集流柱6共同封闭在内;当底盖4是一个通盖时,该密封套51如图1所示延伸至翻边63底部,并被翻边挤压扣紧在底盖4上,或者如图3、图9所示向上延伸至通孔41与集流柱6之间,也就是间隔底盖4和集流柱6。
47.另外,图6~图8所示的第三款正极端封口结构和图9~图11所示的第四款正极端封口结构,集流柱6不但需要锥面接触盖合集流片3上的定位孔31,而且集流柱6外圆周面还需设有如图13所示的外锥面61,该外锥面可与密封套51构成锥面接触密封,从而提升集流柱6的安装密封性能。
48.本实用新型这种改进结构相比传统的锂电池正极端封口结构,主要是将集流柱6进行了安装设计,并方便集流柱6的导电引出,既能在保证优良使用性能的基础上实现较好的密封效果,又能保证整体结构的简单紧凑,而且每个零部件都设计成具有一定的厚度部件,例如弯折的装饰外盖8和集流柱6等,既简化生产工艺,又更好方便生产设备自动化的需要。
49.以上所述仅是本实用新型的具体实施例,本领域技术人员应该理解,任何与该实施例类似的结构设计,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1