旁路焊带成型放置机构的制作方法
1.本实用新型涉及光伏技术领域,尤其是旁路焊带成型放置机构。
背景技术:
2.现有汇流焊机器中无旁路焊带拉取放置机构,当切换到需旁路焊版型时,人工拉取扯直裁切焊带效率低,且裁切过程中的错误率高,降低了组件生产节拍和品质,并且,人工成本高,用地占比空间大,针对上述问题,本技术提供一种结构简单、自动化程度高、占地小、使用方便的外置旁路焊带自动拉取裁切取放置结构。
技术实现要素:
3.本实用新型的目的是提供旁路焊带成型放置机构,解决了上述问题。
4.为解决上述问题,本实用新型提供旁路焊带成型放置机构,包括成型拉取机构和搬运机构,所述成型拉取机构包括焊条放置位、切刀机构、固定夹爪机构、第一移动驱动组件和移动夹爪机构,所述移动夹爪机构安装在所述第一移动驱动组件上,所述搬运机构包括第二移动机构,所述第二移动机构上安装有焊带搬运机构,所述第二移动机构包括横向移动驱动组件和升降机构,所述焊带搬运机构在所述横向移动驱动组件上的移动方向与所述焊条放置位的延伸方向之间存在夹角。
5.根据本实用新型一实施例,还包括放卷缠绕机构,焊带一端经过所述放卷缠绕机构后进入所述成型拉取机构位置。
6.根据本实用新型一实施例,所述放卷缠绕机构包括焊带卷放置位和若干个导向轮。
7.根据本实用新型一实施例,所述成型拉取机构中还包括整位机构,焊带依次经过所述放卷缠绕机构、所述整位机构和所述固定夹爪机构。
8.根据本实用新型一实施例,所述整位机构、所述固定夹爪机构和所述切刀机构沿焊带送出方向依次设置。
9.根据本实用新型一实施例,所述焊带搬运机构包括支撑体,所述支撑体上设有若干个吸盘组件,所述吸盘组件呈直线布置并与所述焊条放置位延伸方向平行。
10.根据本实用新型一实施例,所述成型拉取机构中还包括压爪机构,所述压爪机构用于将所述移动夹爪机构拉出的焊带压紧。
11.根据本实用新型一实施例,所述压爪机构包括驱动部和压爪部,所述驱动部用于驱动所述压爪部上的至少一部分向所述焊条放置位方向靠近或远离。
12.根据本实用新型一实施例,所述焊带搬运机构安装在所述升降机构上,所述升降机构安装在所述横向移动驱动组件上。
13.根据本实用新型一实施例,所述横向移动驱动组件与所述第一移动驱动组件之间相互垂直设置。
14.本实用新型的有益效果是,通过固定夹爪机构、移动夹爪机构和焊带搬运机构的
设置,准确高效吸附焊带并将焊带搬运至目的地,提高了焊带放置效率,保证了生产产能,结构巧妙合理,实用性较高,相较于传统人工工拉取扯直裁切,本技术具有占地面积小,焊带拉扯平直,长度精准、节约了人力成本等效果。
附图说明
15.下面结合附图和实施例对本实用新型进一步说明。
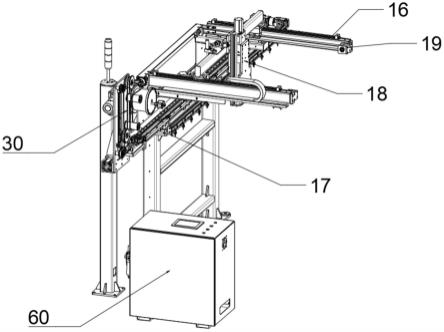
16.图1为旁路焊带成型放置机构整体结构示意图;
17.图2为旁路焊带成型放置机构的正视图;
18.图3为旁路焊带成型放置机构的俯视图;
19.图4为放卷缠绕机构的放大结构示意图;
20.图5为成型拉取机构的放大结构示意图;
21.图6为整位机构、固定夹爪机构和所述切刀机构的局部放大结构示意图;
22.图7为移动夹爪机构处的局部放大结构示意图;
23.图8为压爪机构的局部放大结构示意图。
具体实施方式
24.以下描述只用于揭露本实用新型以使得本领域技术人员能够实施本实用新型。以下描述中的实施例只作为举例,本领域技术人员可以想到其他显而易见的变形。在以下描述中界定的本实用新型的基本原理可应用于其他实施方案、变形方案、改进方案、等同方案以及其他未背离本实用新型精神和范围的其他方案。
25.旁路焊带成型放置机构,旁路焊带成型放置机构安装位置位于汇流焊后传输线体后侧,需在地面打膨胀螺钉固定,该汇流焊后传输线体需增加光伏玻璃整位功能,以保证旁路焊带放置时位置的准确性,玻璃整位完成后给予一个io信号,旁路焊带放置机构收到信号后将已经成型完成的焊带放置至组件指定位置,然后通过人工将旁路焊带与头、中、尾汇流条焊接到一起,本机构可兼容多种组件规格,具有较好的适应性;
26.所述旁路焊带成型放置机构包括控制电柜60,支架,支架上安装有成型拉取机构40和搬运机构50,所述成型拉取机构40包括焊条放置位41、切刀机构13、固定夹爪机构11、第一移动驱动组件14和移动夹爪机构9,所述移动夹爪机构9安装在所述第一移动驱动组件14上,第一移动驱动组件14为平移皮带线,平移电机15为驱动动力源,所述搬运机构50包括第二移动机构,所述第二移动机构上安装有焊带搬运机构17,所述第二移动机构包括横向移动驱动组件16和升降机构18,升降机构18为升降滑台,所述焊带搬运机构17在所述横向移动驱动组件16上的移动方向与所述焊条放置位41的延伸方向之间存在夹角,移动夹爪机构9负责将焊带夹住,然后把焊带从固定夹爪机构11中拉取至合适的长度后,压爪机构10压住焊带随之移动夹爪机构9的夹爪松开,切刀机构13剪断焊带,焊带此时就静置在焊条放置位41等待焊带搬运机构17上的吸盘来吸取,横向移动驱动组件16为平移皮带线,横向移动驱动组件16的作用在于利用平移电机驱动平移皮带线带动焊带搬运机构17移动至焊条放置位41上侧,升降电机驱动升降滑台18上下运动带动焊带搬运机构17向下运动使焊带接近组件后通过吸盘吸住焊带,然后升降滑台18使焊带搬运机构17上升,横向移动驱动组件16驱动焊带搬运机构17将焊带放置在光伏传输线体上。
27.还包括放卷缠绕机构30,焊带一端经过所述放卷缠绕机构30后进入所述成型拉取机构40位置。
28.所述放卷缠绕机构30包括焊带卷放置位和若干个导向轮,如图3,包括电机8、焊带卷1、导向轮2、导向轮3、导向轮4、缓存导向轮5、导向轮6,导向轮7,其中,焊带卷1安装在焊带卷放置位,电机8的输出轴端连接焊带卷1,焊带依次从导向轮2、导向轮3、导向轮4、导向轮5、导向轮6和导向轮7经过,从导向轮7出去的焊带经过重重滚轮后释放应力使其便于拉取避免焊带发生扭曲变形。
29.所述成型拉取机构40中还包括整位机构12,焊带依次经过所述放卷缠绕机构30、所述整位机构12和所述固定夹爪机构11,整位机构12用于限制焊带的位置,本实施例中,整位机构由两组相对设置的整位块构成,两个整位块之间的间距可进行调节。
30.所述整位机构12、所述固定夹爪机构11和所述切刀机构13沿焊带送出方向依次设置。
31.所述焊带搬运机构17包括支撑体171,所述支撑体171上设有若干个吸盘组件172,所述吸盘组件172呈直线布置并与所述焊条放置位41延伸方向平行。
32.所述成型拉取机构40中还包括压爪机构10,所述压爪机构10用于将所述移动夹爪机构9拉出的焊带压紧。
33.所述压爪机构10包括驱动部101和压爪部102,所述驱动部101用于驱动所述压爪部102上的至少一部分向所述焊条放置位41方向靠近或远离。如图8,压爪部102一端可转动的安装在所述驱动部101上,驱动部101驱动压爪部102一端转动,使另一端靠近或远离焊条放置位41运动。
34.本实施例中移动夹爪机构9、压爪机构10、固定夹爪机构11、切刀机构等均采用气动驱动。
35.所述焊带搬运机构17安装在所述升降机构18上,所述升降机构18安装在所述横向移动驱动组件16上。
36.所述横向移动驱动组件16与所述第一移动驱动组件14之间相互垂直设置。
37.本领域技术人员应当理解,上述描述以及附图中所示的本实用新型的实施例只作为举例,并不限制本实用新型。本实用新型的目的已经完整并有效地实现。本实用新型的功能和结构原理已在实施例中展示和说明,在没有背离所述原理情况下,本实用新型的实施方式可以有任何变形和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1