一种搬运组件、电池串及工装搬运装置的制作方法
1.本实用新型涉及电池生产领域,具体地说是一种一种搬运组件、电池串及工装搬运装置。
背景技术:
2.为了保证焊带与电池片的焊接牢固性,电池串焊接过程中,一般会在每个电池片上均叠放工装以将焊带压紧在电池片上。传统电池串焊接工艺中,在完成对电池串焊接后,先将工装搬离电池串,然后将电池串搬离焊接工位。该搬运方式搬运效率较低。
技术实现要素:
3.针对传统的搬运装置存在的技术缺陷,本实用新型一方面提供了一种搬运组件,其具体技术方案如下:
4.一种搬运组件,用于搬运电池片及叠放在电池片上的工装,搬运组件包括安装支架、电池片吸取机构、第一工装吸取机构及第二工装吸取机构,其中:
5.电池片吸附机构设置在安装支架上,用于吸取待搬运电池片;
6.第一工装吸取机构及第二工装吸取机构设置在安装支架上,第一工装吸取机构和第二工装吸取机构配合吸取叠放在待搬运电池片上的工装。
7.通过电池片吸取机构、第一工装吸取机构及第二工装吸取机构的配合,本实用新型提供的搬运组件,能够实施对电池片及叠放在电池片上的工装的同时搬运。采用若干本实用新型提供的搬运组件,即能一次性地将焊接好的整串电池串及叠放在电池串上的所有工装搬离焊接工位,从而大幅度提升搬运效率。
8.在一些实施例中,第一工装吸取机构和第二工装吸取机构对称设置于电池片吸取机构的两侧;或者,第一工装吸取机构和第二工装吸取机构设置于电池片吸取机构的内侧。
9.将第一工装吸取机构和第二工装吸取机构对称设置于电池片吸取机构的两侧,从而从两端实施对工装的吸取、搬运,提升搬运稳定度,防止工装倾斜。将第一工装吸取机构和第二工装吸取机构设置于电池片吸取机构的内侧,从而从中间实施对工装的吸取、搬运,并使得本实用新型的结构更加简单、紧凑。
10.在一些实施例中,电池片吸取机构包括升降驱动机构、安装板及吸盘组件,其中:升降驱动机构设置在安装支架上,安装板连接在升降驱动机构的驱动端上,吸盘组件安装在安装板上;升降驱动机构用于驱动吸盘组件升降以吸取待搬运电池片。
11.提供了一种结构简单的电池片吸取机构,其通过升降驱动机构驱动吸盘组件升降以实施对待搬运电池片的吸取。
12.在一些实施例中,吸盘组件至少包括连接在安装板上的第一吸盘组件和第二吸盘组件,第一吸盘组件和第二吸盘组件配合实施对待搬运电池片的吸取。
13.第一吸盘组件和第二吸盘组件从两端配合实施对待搬运电池片的吸取,提升了吸取效果,防止电池片倾斜。
14.在一些实施例中,第一吸盘组件、第二吸盘组件被配置为能够向中间滑动靠拢及向两边滑动分开。
15.第一吸盘组件、第二吸盘组件被配置为能够向中间滑动靠拢及向两边滑动分开,从而使得电池片吸取机构能够实施对不同尺寸的电池片的吸取。
16.在一些实施例中,安装板的第一端设置有第一腰孔,安装板的第二端设置有第二腰孔,第一吸盘组件滑动连接在第一腰孔内并能沿第一腰孔滑动,第二吸盘组件滑动连接在第二腰孔内并能沿第二腰孔滑动。
17.通过在安装板的两端设置腰孔,实现了第一吸盘组件、第二吸盘组件与安装板之间的滑动装配。
18.在一些实施例中,升降驱动机构为升降驱动气缸,安装板连接在升降驱动气缸的伸缩杆上。
19.提供了一种结构简单、控制便捷的升降驱动机构,实现了对安装板的升降驱动。
20.在一些实施例中,第一工装吸取机构及所述第二工装吸取机构均包括电磁铁组件,电磁铁组件通电时吸取工装,电磁铁组件失电时释放工装。
21.采用电磁组件作为第一工装吸取机构、第二工装吸取机构的吸取部件,实现对第一工装吸取机构、第二工装吸取机构对工装的吸取力度的灵活调节,从而提升吸取效果。此外,基于电磁原理的吸取方式能够提升第一工装吸取机构、第二工装吸取机构的反应速度。
22.本实用新型另一方面提供了一种电池串及工装搬运装置,用于将焊接好的电池串搬离焊接工位,电池串由若干电池片焊接成串,电池串内的各电池片上均叠放有工装,电池串及工装搬运装置包括安装座及若干沿电池串的延伸方向排布在安装座上的上述任一项所述的搬运组件,每个搬运组件均用于实施对电池串中的一片电池片及叠放于电池片上的工装的吸取及搬运。
23.通过各搬运组件的共同配合,本实用新型提供的电池串及工装搬运装置能够一次性地将焊接好的整串电池串及叠放在电池串上的所有工装搬离焊接工位,从而大幅度提升搬运效率。
24.在一些实施例中,电池串及工装搬运装置还包括移动机构,安装座连接在移动机构的驱动端上,移动机构用于驱动各搬运组件平移及升降。
25.通过设置移动机构,实现了对各搬运组件的平移及升降驱动,使得各搬运组件能够移动至待搬运的电池串及工装上,以实施对电池串及工装的吸取、搬运。
附图说明
26.图1为本实用新型提供的搬运组件在第一个视角下的结构示意图;
27.图2为本实用新型提供的搬运组件在第二个视角下的结构示意图;
28.图3为本实用新型提供的搬运组件在第三个视角下的结构示意图;
29.图4为本实用新型提供的搬运装置在第一个视角下的结构示意图;
30.图5为本实用新型提供的搬运装置在第二个视角下的结构示意图;
31.图1至图5中包括:
32.搬运组件10:安装支架11、电池片吸取机构12、第一工装吸取机构13、第二工装吸取机构14、升降驱动机构121、安装板122、第一吸盘组件123、第二吸盘组件124,第一腰孔
125、第二腰孔126;
33.安装座20。
具体实施方式
34.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
35.传统的电池串焊接工艺中,在完成对电池串焊接后,先将工装搬离电池串,然后将电池串搬离焊接工位。该搬运方式搬运效率较低。
36.鉴于此,本实用新型提供了一种搬运组件,该搬运组件能够实施对电池片及叠放在电池片上的工装的同时搬运。采用若干个沿电池串的延伸方向排布的搬运组件,即能一次性地将焊接好的整串电池串及叠放在电池串上的所有工装搬离焊接工位,从而大幅度提升对电池片及工装的搬运、下料效率。
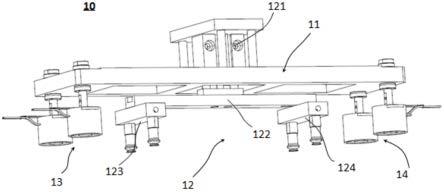
37.如图1至图3所示,本实用新型提供的搬运组件10包括安装支架11、电池片吸取机构12、第一工装吸取机构13及第二工装吸取机构14,其中:
38.电池片吸附机构12设置在安装支架11上,用于吸取待搬运电池片。
39.第一工装吸取机构12及第二工装吸取机构13设置在安装支架11上,第一工装吸取机构12和第二工装吸取机构13配合吸取叠放在待搬运电池片上的工装。
40.图1至图3实施例中,第一工装吸取机构12和第二工装吸取机构13对称设置于电池片吸取机构11的两侧。如此设置,第一工装吸取机构12、第二工装吸取机构13从两端实施对工装的吸取、搬运,从而使得工装保持平衡,防止工装倾斜、滑落。
41.在其他实施例中,也可以将第一工装吸取机构12、第二工装吸取机构13设置在电池片吸取机构11内侧,从而使得本实用新型的结构更加简单、紧凑。可选的,在这些实施例中,第一工装吸取机构12、第二工装吸取机构13为一体式结构。
42.可选的,如图1至图2所示,电池片吸取机构12包括升降驱动机构121、安装板122及吸盘组件,其中:升降驱动机构121设置在安装支架11上,安装板122连接在升降驱动机构121的驱动端上,吸盘组件安装在安装板122上。升降驱动机构121用于驱动吸盘组件升降以吸取待搬运电池片。
43.可选的,吸盘组件至少包括连接在安装板122上的第一吸盘组件123和第二吸盘组件124,第一吸盘组件123和第二吸盘组件124配合实施对待搬运电池片的吸取。如此设置,第一吸盘组件123和第二吸盘组件124从两端配合实施对电池片的吸取及搬运,从而保证吸取效果,并防止电池片倾斜。
44.为了实现对不同尺寸的电池片的吸取、搬运,可选的,第一吸盘组件123、第二吸盘组件124滑动连接在安装板122上,从而使得第一吸盘组件123、第二吸盘组件124能够向中间滑动靠拢及向两边滑动分开。如此,在吸取电池片前,首先控制第一吸盘组件123、第二吸盘组件124向中间滑动靠拢或向两边滑动分开,从而保证第一吸盘组件123、第二吸盘组件124吸附在电池片的两端。
45.如图3所示,可选的,安装板122的第一端设置有第一腰孔125,安装板122的第二端设置有第二腰孔126。第一吸盘组件123滑动连接在第一腰孔125内,并能沿第一腰孔125朝向或远离第二吸盘组件124滑动。第二吸盘组件124滑动连接在第二腰孔126内,并能沿第二
腰孔126朝向或远离第一吸盘组件123滑动。
46.可选的,升降驱动机构121采用升降驱动气缸,安装板122连接在升降驱动气缸的伸缩杆上。初始状态下,升降驱动气缸的伸缩杆向上缩回,安装板122处于高位。升降驱动气缸的伸缩杆向下伸出时,安装板122下降至低位,从而使得安装板122上的吸盘组件按压并吸附待搬运的电池片。
47.常见的工装为不锈钢材质。可选的,第一工装吸取机构123及第二工装吸取机构124均包括电磁铁组件,电磁铁组件通电时吸取工装,电磁铁组件失电时释放工装。采用电磁组件作为第一工装吸取机构123、第二工装吸取机构124的吸取部件,可实现对第一工装吸取机构123、第二工装吸取机构124的吸取力度的灵活调节,从而保证吸取效果。此外,基于电磁原理的吸取方式能够提升第一工装吸取机构123、第二工装吸取机构124的反应速度,实现对工装的快速吸取及释放。
48.本实用新型还提供了一种电池串及工装搬运装置,用于将焊接好的电池串搬离焊接工位,电池串由若干电池片焊接成串,电池串内的各电池片上均叠放有工装。
49.如图4和图5所示,本实用新型提供的电池串及工装搬运装置包括安装座20及若干沿电池串的延伸方向排布在安装座20上的上述任一项所述的搬运组件10,每个搬运组件10均用于实施对电池串中的一片电池片及叠放于电池片上的工装的吸取及搬运。
50.通过各搬运组件10的共同配合,本实用新型提供的电池串及工装搬运装置能够一次性地将焊接好的整串电池串及叠放在电池串上的所有工装搬离焊接工位,从而大幅度提升搬运效率。
51.可选的,电池串及工装搬运装置还包括移动机构,安装座20连接在移动机构的驱动端上,移动机构用于驱动各搬运组件10平移及升降,从而实施对电池串及工装的吸取及搬运。
52.上文对本实用新型进行了足够详细的具有一定特殊性的描述。所属领域内的普通技术人员应该理解,实施例中的描述仅仅是示例性的,在不偏离本实用新型的真实精神和范围的前提下做出所有改变都应该属于本实用新型的保护范围。本实用新型所要求保护的范围是由所述的权利要求书进行限定的,而不是由实施例中的上述描述来限定的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1