一种连接器尾罩加固处理装置的制作方法
本技术涉及电缆组件制作,具体涉及一种连接器尾罩加固处理装置。
背景技术:
1、电缆组装件是将电连接器和导线/电缆装联制作而成,其大量应用于航天系统的内部连接上,主要用作信号传输等。电缆组装件质量可靠性很大成度影响着系统工作的稳定性。电缆组装件质量的可靠性主要取决于连接器焊点的可靠性。尾罩处理是连接器接点与电缆芯线焊接合格后,将尾罩拧紧到位,再用其压紧卡箍对电缆进行夹紧的工作。尾罩处理做不好,电缆组装件会在尾罩和卡箍部位晃动,导致导线与接插件焊接点处受力,久而久之,极易引起焊接点的断裂,进而发生质量事故。
2、航天系统用电缆组件,尾罩处理的常规方法是,在尾罩同导线束或电缆空隙处缠绕聚氯乙烯带,待其填充到能够将尾罩同电缆间间隙全部塞满时,对其末端加热封口,然后将尾罩夹的安装螺钉紧固好。常规的尾罩处理需事先对聚氯乙烯套管进行裁剪,然后一层一层缠裹,最后进行加热封口,然后用手术刀将其端面修整平齐,该处理过程工作效率低,操作流程较多,电缆组件经高低温试验后,缠绕的聚氯乙烯材料变形而使尾端再次松动。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本实用新型提供了一种采用聚氨酯材料开模,加工成形一种圆形电连接器尾部加固防护部位的方法及其产品,其制备工艺简单,效率高,由此解决现有技术中,加固防护部位一致性差,效率低下,因填充物材料变形造成卡箍松动,导致导线与焊杯焊接处受力,引起焊杯焊点断裂的技术问题。
2、本实用新型的技术方案如下所述:
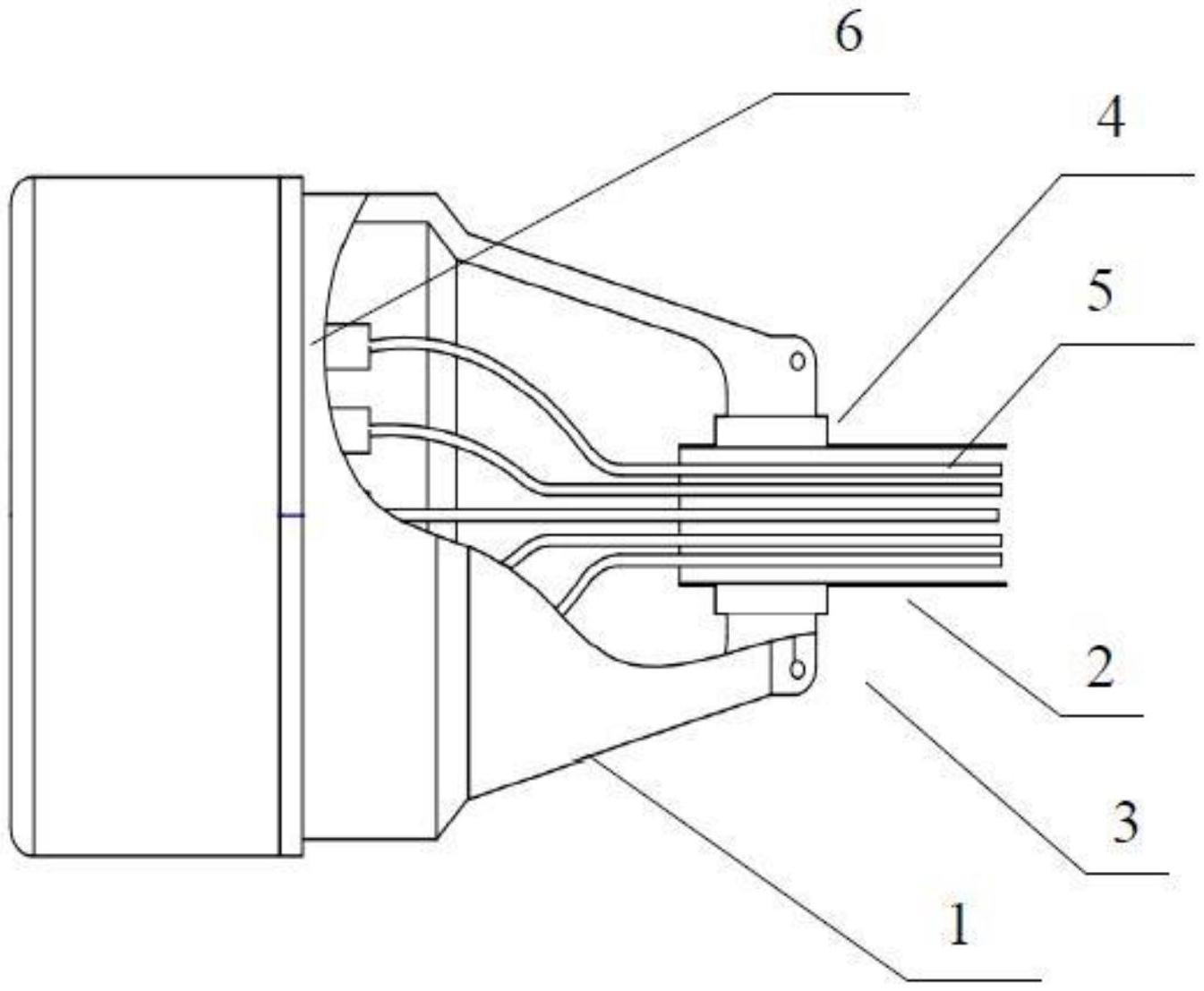
3、一种连接器尾罩加固处理装置,包括电连接器尾罩,电连接器出线孔,电连接器压紧装置,电缆外层护套;电缆表面覆有电缆外层护套,电缆集中穿过电连接器出线孔;电连接器压紧装置压紧在电连接器出线孔,电连接器尾罩罩在装置最外层。
4、电连接器尾罩为上端开口的圆台,上端开口尺寸与圆环形安装衬套外径相同,电缆外层护套从安装衬套的圆环中穿过。安装衬套为聚氨酯材料。
5、电缆通过电缆与接插件焊点焊接在电连接器尾罩底部。
6、所述的安装衬套长度,包括由电连接器出线孔内端面至压线夹外边,以及沿衬套伸入尾罩腔体内尺寸1-2mm,以及卡箍外露5-7mm三部分组成。
7、所述的安装衬套厚度,为圆形连接器尾罩出线孔半径和电缆外层护套半径之差。
8、所述的安装衬套采用机械加工或模具成形方式制作。
9、本实用新型的有益效果体现在:
10、电缆组件焊接完成后,对电缆组件进行尾端处理时,现将接插件尾罩拧紧到位后,将与预先加工好的衬垫安装到,接插件尾罩出线孔与电缆束之间,用固定架压紧到位,即可获得制备好的电缆组件,制备工艺简单、效率高,聚氨酯材料避免了聚氯乙烯套管缠绕受热变形的弊端,由此解决现有技术中,加固防护部位一致性差,效率低下的技术问题。
技术特征:
1.一种连接器尾罩加固处理装置,其特征在于:包括电连接器尾罩(1),电连接器出线孔(2),电连接器压紧装置(3),电缆外层护套(5);电缆表面覆有电缆外层护套(5),电缆集中穿过电连接器出线孔(2);电连接器压紧装置(3)压紧在电连接器出线孔(2),电连接器尾罩(1)罩在装置最外层。
2.根据权利要求1所述的一种连接器尾罩加固处理装置,其特征在于:所述的电连接器尾罩(1)为上端开口的圆台,上端开口尺寸与圆环形安装衬套(4)外径相同,电缆外层护套(5)从安装衬套(4)的圆环中穿过。
3.根据权利要求2所述的一种连接器尾罩加固处理装置,其特征在于:所述的安装衬套(4)为聚氨酯材料。
4.根据权利要求1所述的一种连接器尾罩加固处理装置,其特征在于:所述的电缆通过电缆与接插件焊点(6)焊接在电连接器尾罩(1)内部底端。
5.根据权利要求2所述的一种连接器尾罩加固处理装置,其特征在于:所述的安装衬套(4)长度,包括由电连接器出线孔(2)内端面至压线夹外边,以及沿衬套伸入尾罩腔体内尺寸1-2mm,以及卡箍外露5-7mm三部分组成。
6.根据权利要求2所述的一种连接器尾罩加固处理装置,其特征在于:所述的安装衬套(4)厚度,为电连接器出线孔(2)半径和电缆外层护套(5)半径之差。
7.根据权利要求2所述的一种连接器尾罩加固处理装置,其特征在于:所述的安装衬套(4)采用机械加工或模具成形方式制作。
技术总结
本发明属于机械领域,具体涉及一种连接器尾罩加固处理装置。常规的尾罩处理需事先对聚氯乙烯套管进行裁剪并层层缠裹,最后加热封口,工作效率低,操作流程多,且尾端易再次松动。本装置包括电连接器尾罩,电连接器出线孔,电连接器压紧装置,电缆外层护套;电缆表面覆有电缆外层护套,电缆集中穿过电连接器出线孔;电连接器压紧装置压紧在电连接器出线孔,电连接器尾罩罩在装置最外层。本发明克服了现有技术的不足,制备工艺简单、效率高,聚氨酯材料避免了聚氯乙烯套管缠绕受热变形,解决了加固防护部位一致性差,效率低下、易变性的技术问题。
技术研发人员:陈玉报,张芸,张倩,李丹,蔡舒伯,林小明,王卓茹
受保护的技术使用者:北京航天万源科技有限公司
技术研发日:20220426
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!