全自动骨架弯针插针机的制作方法
1.本实用新型涉及插针机技术领域,具体为全自动骨架弯针插针机。
背景技术:
2.目前在工厂技术当中,主要技术:通过人工插针,效率低,劳动强度大,产量不稳定,难以达到生产要求,人工成本高,造成很大的浪费。本实用新型针对的目的是解决以上缺陷,提供变压器骨架弯针种针机。通过设计,一台机器可代替4个人工,提高效率和产量,减少劳动力。
技术实现要素:
3.本实用新型针对的目的是解决以上缺陷,提供全自动骨架弯针插针机。
4.为了解决上述技术问题,本实用新型采用如下技术方案:全自动骨架弯针插针机,包括机壳,所述机壳的一端顶面边缘安装有控制组件,所述机壳的一端顶面安装有弯针种针部,所述机壳的另一端顶面安装有中心转盘部,所述中心转盘部的上方设有环绕中心转盘部设置在机壳顶面的一号位、二号位、三号位和四号位,所述弯针种针部包括两个对称设置的送料插针部和主轴模组,所述送料插针部包括振动盘、模组架、侧伺服电机、种针组、送料装置组和闭环步进电机,侧伺服电机安装在模组架的上端侧面,种针组安装在模组架上,闭环步进电机安装在种针组的顶面,送料装置组安装在机壳的顶面,且送料装置组位于模组架的前方,振动盘安装在机壳的顶面,且振动盘位于模组架的后方,所述主轴模组的一端安装有中伺服电机,所述主轴模组的顶面安装有模具抽板,所述主轴模组的两侧面均安装有种针部手指气爪,所述种针部手指气爪的顶面安装有夹模,所述种针部包括安装在模组架上的上下气缸、上下气缸固定板、取料支板、上下气缸活动支板、手指气缸、打针气缸、转接块、冲片和针夹,上下气缸固定板安装在上下气缸的后端,取料支板安装在上下气缸固定板的底面,所述取料支板的前表面安装有取料滑轨,上下气缸活动支板安装在取料滑轨上,上下气缸安装在上下气缸固定板上,上下气缸的一端与上下气缸活动支板的顶面连接,手指气缸安装在上下气缸活动支板的一端,转接块安装在手指气缸上,打针气缸安装在转接块的上端,针夹安装在手指气缸的底面,冲片安装在打针气缸的底面,且冲片位于针夹上方,所述针夹内安装有针体,所述送料装置组包括送针主体和翻料气缸,所述送针主体的上端安装有送针盖板,所述送针盖板的侧面安装有旋转块,所述旋转块上安装有推力轴承、鱼眼轴承和真空吸管,翻料气缸安装在送针主体的下端,翻料气缸的一端与鱼眼轴承连接。
5.进一步的,所述中心转盘部包括盘体、转盘旋转组件和中心转盘固定座,中心转盘固定座安装在转盘旋转组件的顶面,盘体安装在中心转盘固定座上,所述盘体的顶面设置有用于对应四个工位的四组抽板挡块。
6.进一步的,所述一号位包括一号支架、一号无杆气缸和一号定位气缸,所述一号支架的一端顶面安装有一号直线滑轨,一号无杆气缸安装在一号支架的另一端顶面,所述一号直线滑轨上安装有一号安装块,且一号安装块的一端与一号无杆气缸连接,一号定位气
缸安装在一号安装块的一端顶面。
7.进一步的,所述二号位包括二号支架、二号定位气缸和二号无杆气缸,所述二号支架的顶面安装有二号直线滑轨,二号无杆气缸安装在二号支架上,且二号无杆气缸位于二号直线滑轨上方,所述二号直线滑轨上安装有二号安装块,且二号安装块与二号无杆气缸连接,二号定位气缸安装在二号安装块的顶面,所述二号安装块的前表面安装有二号竖向滑轨,所述二号竖向滑轨上安装有功能块,二号定位气缸的一端与功能块连接。
8.进一步的,所述三号位包括三号支架、三号上下气缸、三号无杆气缸、三号直线滑轨、三号竖向滑轨、三号旋转气缸和三号夹子气缸,三号直线滑轨和三号无杆气缸均安装在三号支架的上端,且三号无杆气缸位于三号直线滑轨的上方,所述三号直线滑轨上安装有三号安装座,且三号安装座的一端与三号无杆气缸连接,三号上下气缸安装在三号安装座的顶面,所述三号安装座的前表面安装有三号竖向滑轨,所述三号竖向滑轨上安装有三号连接块,三号上下气缸的一端与三号连接块连接,三号旋转气缸安装在三号连接块的顶面,三号夹子气缸安装在三号连接块的侧面。
9.进一步的,所述四号位包括四号支架、四号步进电机、四号无杆气缸、四号直线滑轨、四号竖向滑轨、四号手指气爪和排出槽,排出槽安装在四号支架的下端侧面,四号无杆气缸和四号直线滑轨均安装在四号支架的顶面,所述四号直线滑轨的顶面安装有四号安装块,且四号安装块的一端与四号无杆气缸连接,四号步进电机安装在四号安装块的一端顶面,四号竖向滑轨安装在四号安装座的底面,且四号竖向滑轨位于四号步进电机的下方,所述四号安装块的一端底面安装有连接架,四号手指气爪安装在连接架的底面,所述排出槽上安装有两个四号门气缸。
10.本实用新型的有益效果如下:
11.本实用新型与现有技术相比,本实用新型的一号位由无杆气缸带动定位气缸把模具抽板送到固定的位置,二号位由无杆气缸带动定位气缸把模具抽板送进注塑机,三号位由无杆气缸带动夹子气缸把骨架上多余的水口清除,四号位下料用于筛选不良品。模组主轴结构为中心,通过中伺服电机传动装置带动。种针部为通过上下气缸带动上下气缸活动支板,直线滑轨固定。由手指气缸取产品,由打针气缸带动冲片把针体插到模具抽板中。送料装置组为由翻料气缸带动旋转块达到弯针从45度旋转到90度。
附图说明
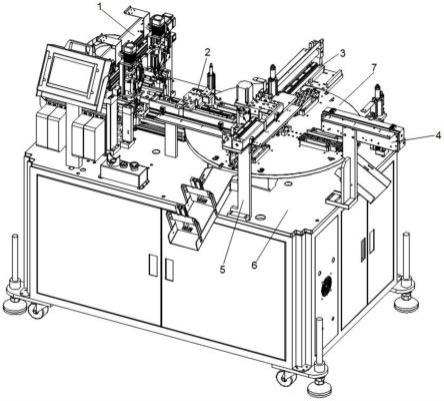
12.图1为本实用新型全自动骨架弯针插针机的结构示意图;
13.图2为本实用新型全自动骨架弯针插针机的弯针种针部结构示意图;
14.图3为本实用新型全自动骨架弯针插针机的种针组结构示意图;
15.图4为本实用新型全自动骨架弯针插针机的送料装置组结构示意图;
16.图5为本实用新型全自动骨架弯针插针机中心转盘部结构示意图;
17.图6为本实用新型全自动骨架弯针插针机的一号位结构示意图;
18.图7为本实用新型全自动骨架弯针插针机的二号位结构示意图;
19.图8为本实用新型全自动骨架弯针插针机的三号位结构示意图;
20.图9为本实用新型全自动骨架弯针插针机的四号位结构示意图;
21.图中:1-弯针种针部、2-一号位、3-二号位、4-三号位、5-四号位、 6-机壳、7-中心
转盘部、101-中伺服电机、102-闭环步进电机、103
‑ꢀ
模组架、104-侧伺服电机、105-种针组、106-送料装置组、107-夹模、 108-种针部手指气爪、109-模具抽板、110-主轴模组、1051-上下气缸、 1052-上下气缸固定板、1053-取料支板、1054-打针气缸、1055-转接块、1056-冲片、1057-针夹、1058-针体、1059-手指气缸、10510-取料滑轨、10511-上下气缸活动支板、1061-送针主体、1062-送针盖板、 1063-旋转块、1064-推力轴承、1065-真空吸管、1066-鱼眼轴承、1067
‑ꢀ
翻料气缸、701-中心转盘固定座、702-盘体、703-抽板挡块、704-转盘旋转组件、201-一号无杆气缸、202-一号定位气缸、203-一号直线滑轨、301-二号定位气缸、302-二号竖向滑轨、303-二号无杆气缸、 304-二号直线滑轨、401-三号上下气缸、402-三号无杆气缸、403-三号直线滑轨、404-三号竖向滑轨、405-三号旋转气缸、406-三号夹子气缸、501-四号步进电机、502-四号无杆气缸、503-四号直线滑轨、 504-四号竖向滑轨、505-四号手指气爪、506-四号门气缸。
具体实施方式
22.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。以下结合附图对本实用新型进行详细的描述。
23.请参阅图1-9,其具体实施的全自动骨架弯针插针机,包括机壳 6,所述机壳6的一端顶面边缘安装有控制组件,所述机壳6的一端顶面安装有弯针种针部1,所述机壳6的另一端顶面安装有中心转盘部7,所述中心转盘部7的上方设有环绕中心转盘部7设置在机壳6 顶面的一号位2、二号位3、三号位4和四号位5,所述弯针种针部1 包括两个对称设置的送料插针部和主轴模组110,所述送料插针部包括振动盘、模组架103、侧伺服电机104、种针组105、送料装置组 106和闭环步进电机102,侧伺服电机104安装在模组架103的上端侧面,种针组105安装在模组架103上,闭环步进电机102安装在种针组105的顶面,送料装置组106安装在机壳6的顶面,且送料装置组106位于模组架103的前方,振动盘安装在机壳6的顶面,且振动盘位于模组架103的后方,所述主轴模组110的一端安装有中伺服电机101,所述主轴模组110的顶面安装有模具抽板109,所述主轴模组110的两侧面均安装有种针部手指气爪108,所述种针部手指气爪 108的顶面安装有夹模107,所述种针部包括安装在模组架103上的上下气缸1051、上下气缸固定板1052、取料支板1053、上下气缸活动支板10511、手指气缸1059、打针气缸1054、转接块1055、冲片 1056和针夹1057,上下气缸固定板1052安装在上下气缸1051的后端,取料支板1053安装在上下气缸固定板1052的底面,所述取料支板1053的前表面安装有取料滑轨10510,上下气缸活动支板10511 安装在取料滑轨10510上,上下气缸1051安装在上下气缸固定板1052 上,上下气缸的一端与上下气缸活动支板10511的顶面连接,手指气缸1059安装在上下气缸活动支板10511的一端,转接块1055安装在手指气缸1059上,打针气缸1054安装在转接块1055的上端,针夹 1057安装在手指气缸1059的底面,冲片1056安装在打针气缸1054 的底面,且冲片1056位于针夹1057上方,所述针夹1057内安装有针体1058,所述送料装置组106包括送针主体1061和翻料气缸1067,所述送针主体1061的上端安装有送针盖板1062,所述送针盖板1062 的侧面安装有旋转块1063,所述旋转块1063上安装有推力轴承1064、鱼眼轴承1066和真空吸管1065,翻料气缸1067安装在送针主体1061 的下端,翻料气缸1067的一端与鱼眼轴承1066连接。
24.所述中心转盘部7包括盘体702、转盘旋转组件704和中心转盘固定座701,中心转盘固定座701安装在转盘旋转组件704的顶面,盘体702安装在中心转盘固定座701上,所述盘体702的顶面设置有用于对应四个工位的四组抽板挡块703。
25.所述一号位2包括一号支架、一号无杆气缸201和一号定位气缸 202,所述一号支架的一端顶面安装有一号直线滑轨203,一号无杆气缸201安装在一号支架的另一端顶面,所述一号直线滑轨203上安装有一号安装块,且一号安装块的一端与一号无杆气缸201连接,一号定位气缸202安装在一号安装块的一端顶面。
26.所述二号位3包括二号支架、二号定位气缸301和二号无杆气缸 303,所述二号支架的顶面安装有二号直线滑轨304,二号无杆气缸 303安装在二号支架上,且二号无杆气缸303位于二号直线滑轨304 上方,所述二号直线滑轨304上安装有二号安装块,且二号安装块与二号无杆气缸303连接,二号定位气缸301安装在二号安装块的顶面,所述二号安装块的前表面安装有二号竖向滑轨302,所述二号竖向滑轨302上安装有功能块,二号定位气缸301的一端与功能块连接。
27.所述三号位4包括三号支架、三号上下气缸401、三号无杆气缸 402、三号直线滑轨403、三号竖向滑轨404、三号旋转气缸405和三号夹子气缸406,三号直线滑轨403和三号无杆气缸402均安装在三号支架的上端,且三号无杆气缸402位于三号直线滑轨403的上方,所述三号直线滑轨403上安装有三号安装座,且三号安装座的一端与三号无杆气缸402连接,三号上下气缸401安装在三号安装座的顶面,所述三号安装座的前表面安装有三号竖向滑轨404,所述三号竖向滑轨404上安装有三号连接块,三号上下气缸401的一端与三号连接块连接,三号旋转气缸405安装在三号连接块的顶面,三号夹子气缸 406安装在三号连接块的侧面。
28.所述四号位5包括四号支架、四号步进电机501、四号无杆气缸 502、四号直线滑轨503、四号竖向滑轨504、四号手指气爪505和排出槽,排出槽安装在四号支架的下端侧面,四号无杆气缸502和四号直线滑轨503均安装在四号支架的顶面,所述四号直线滑轨503的顶面安装有四号安装块,且四号安装块的一端与四号无杆电机连接,四号步进电机501安装在四号安装块的一端顶面,四号竖向滑轨504安装在四号安装座的底面,且四号竖向滑轨504位于四号步进电机501 的下方,所述四号安装块的一端底面安装有连接架,四号手指气爪 505安装在连接架的底面,所述排出槽上安装有两个四号门气缸506。
29.本实用新型的一号位2由无杆气缸带动定位气缸把模具抽板109 送到固定的位置,二号位3由无杆气缸带动定位气缸把模具抽板109 送进注塑机,三号位4由无杆气缸带动夹子气缸把骨架上多余的水口清除,四号位5下料用于筛选不良品。模组主轴结构为中心,通过中伺服电机101传动装置带动。种针部为通过上下气缸带动上下气缸活动支板10511,直线滑轨固定。由手指气缸1059取产品,由打针气缸1054带动冲片1056把针体1058插到模具抽板109中。送料装置组106为由翻料气缸1067带动旋转块1063达到弯针从45度旋转到 90度。
30.工作流程为:开启振动盆、直振自动送料,把四块模具抽板放入中心转盘四个工位中,启动全自动开关按钮,一号位将模具抽板送入弯针种针部分,由主轴模组移位将弯针插入模具抽板相应的孔中,插完针一号位将模具抽板收回中心转盘工位中,中心转盘顺时针转动 90度,二号位将模具抽板送入注塑机中、待注塑完成将模具抽板收回中心转盘工位
中,中心转盘顺时针转动90度,三号位由无杆气缸带动夹子气缸把多余的水口料取掉,中心转盘顺时针转动90度,四号位将产品从模具抽板中拔出,由无杆气缸带动将产品移走放入箱中。
31.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1