瓷芯复合绝缘子组件的制作方法
1.本实用新型属于绝缘子技术领域,具体涉及一种瓷芯复合绝缘子组件。
背景技术:
2.瓷芯复合绝缘子是一种多界面结合在一起的绝缘材料,主要应用在户外变电站、电容器、电抗器、电阻器等起支撑作用,应用环境常是湿热多风等复杂的地理位置,因此,瓷芯复合绝缘子的温度循环预应力试验、水浸渍预应力试验、端部附件和绝缘子伞套间的界面结合、黏结面机械强度试验、起痕和蚀损试验等要求严苛,所以瓷芯复合绝缘子的界面密封性能要求极高,附着力也要达到更高的标准要求。这就需要对瓷芯复合绝缘子的不同界面之间有良好的密封性。
3.目前,国内外生产瓷芯复合绝缘子的厂家极少,对瓷材料和水泥胶合剂、法兰和水泥胶合剂之间的密封办法有限。在实际生产最初阶段是通过直接注塑密封的办法,就是将法兰外表面开槽,然后将法兰加高留一直线段为注塑成型时的密封垫圈距离,再将硫化硅橡胶伞套、法兰、水泥胶合剂和瓷材料主体的直接注塑到一起,这样成型的时候一方面法兰成型困难,镀锌难度增加,另一方面操作局限性太大,一种模具只能生产与其配套的法兰和瓷件的绝缘子,给制造型号各异的绝缘子增加模具型号,使模具品种繁多且复杂,管理不便,造价成本也高,制造周期长,模具的通用性差,造成直接注塑成型包覆水泥胶合剂和法兰的生产方法局限性太大。为了解决模具制造单一的缺陷性,需要发明一种密封性良好的瓷芯复合绝缘子。
技术实现要素:
4.针对现有技术中的不足,本实用新型的目的是提供一种瓷芯复合绝缘子组件,其设计科学合理,结构简单且易成型,手工即可制作,尺寸可根据不同的型号绝缘子随时调整,可控性灵活,保证成型的一致性和美观;所用材料室温即可成型,适应冬天低温和夏季高温的制造环境。
5.本实用新型所述的瓷芯复合绝缘子组件,包括瓷材料主体、法兰和高温硫化硅橡胶伞套,瓷材料主体与法兰之间依次设有瓷釉层、瓷砂层、沥青层、水泥胶合剂层、沥青层;瓷材料主体与高温硫化硅橡胶伞套之间设有瓷釉层;水泥胶合剂层与高温硫化硅橡胶伞套之间设有硫化硅橡胶保护套,硫化硅橡胶保护套与瓷材料主体之间依次设有瓷釉层、耦粘剂层;硫化硅橡胶保护套与水泥胶合剂层、法兰的接触面设有耦粘剂层;硫化硅橡胶保护套与高温硫化硅橡胶伞套的接触面设有耦粘剂层。
6.优选的,硫化硅橡胶保护套的长度为20mm-120mm,具体可根据瓷材料主体长度进行调整。
7.优选的,硫化硅橡胶保护套的内直径为60-330mm,具体可适应不同瓷材料主体的直径。
8.优选的,与水泥胶合剂层接触的硫化硅橡胶保护套厚度为5-10mm。
9.优选的,与高温硫化硅橡胶伞套接触的硫化硅橡胶保护套厚度为3-7mm。
10.优选的,耦粘剂层的厚度为0.3-0.5mm。
11.优选的,硫化硅橡胶保护套从法兰处向高温硫化硅橡胶伞套过渡的倾斜度为15-25
°
。
12.本实用新型中设有的硫化硅橡胶保护套和耦粘剂层,能有效密封法兰和水泥胶合剂层的连接处、水泥胶合剂层和瓷材料主体的界面连接处、瓷材料主体与高温硫化硅橡胶伞套的界面连接处,能调整法兰帽口到硫化硅橡胶保护套的倾角,达到能完全包覆到法兰边缘的效果。
13.本实用新型中设有的沥青层,可以平衡各种材质之间的膨胀率。
14.成型本实用新型时,可采用以下方法:
15.(1)在瓷材料主体与法兰之间喷涂或者刷上瓷釉层、瓷砂层、沥青层,灌注水泥胶合剂层,刷上沥青层,将瓷材料主体与法兰粘结好,然后将高温硫化硅橡胶伞套注塑成型到瓷材料主体上面。
16.(2)将瓷材料主体表面擦拭干净,水泥胶合剂层的横截面要与法兰帽口齐平,裸露在水泥胶合剂横截面外的瓷砂用毛刷清理到不掉渣为止,然后涂上耦粘剂静等1分钟,然后室温下开始成型硫化硅橡胶保护套;
17.成型的顺序是:先抹高温硫化硅橡胶伞套的横截面部分,注意涂抹的时候要用力压实,交接面处与高温硫化硅橡胶伞套的表面齐平;其次抹水泥胶合剂和法兰的横截面上,这个部位是多种材料的结合面,抹的时候力度要大,用力要均匀,还要填实不同交接面间的缝隙;然后围绕瓷材料主体一周,反复涂抹3-5次,达到肉眼感官上是一段圆柱;最后从法兰帽口最外边缘靠向硫化硅橡胶保护套,抹成一个斜度,大约在15
°
即可。
18.本实用新型将高温硫化硅橡胶伞套与硫化硅橡胶保护套、瓷材料主体与硫化硅橡胶保护套、水泥胶合剂层与硫化硅橡胶保护套、法兰与硫化硅橡胶保护套设计成一套整体,保证硫化硅橡胶保护套的密封性不再二次拆分。
19.本实用新型与现有技术相比,具有如下有益效果:
20.(1)本实用新型操作尺寸范围宽泛,可控性灵活,能根据各种型号的不同尺寸做到密封;应用到瓷芯复合绝缘子尺寸的型号多,配套法兰也可以随时更换不同的型号;
21.(2)本实用新型所用材料室温即可成型,适应冬天低温和夏季高温的制造环境,制作简单,手工即能操作完成,提高了工作效率;
22.(3)本实用新型结构简单,保证成型的一致性和美观;
23.(4)本实用新型密封性能好,制备的试条形状、重量基本一致,成型率高,结构均匀,解决了断裂和弯曲现象;
24.(5)本实用新型可实现实际生产并交付用户使用。
附图说明
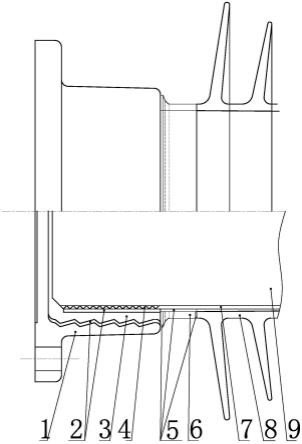
25.图1为本实用新型结构示意图;
26.图中:1、法兰;2、沥青层;3、水泥胶合剂层;4、瓷砂层;5、耦粘剂层;6、硫化硅橡胶保护套;7、瓷釉层;8、高温硫化硅橡胶伞套;9、瓷材料主体。
具体实施方式
27.以下结合实施例对本实用新型做进一步描述。
28.实施例1
29.如图1所示,一种瓷芯复合绝缘子组件,包括瓷材料主体9、法兰1和高温硫化硅橡胶伞套8,瓷材料主体9与法兰1之间依次设有瓷釉层7、瓷砂层4、沥青层2、水泥胶合剂层3、沥青层2;瓷材料主体9与高温硫化硅橡胶伞套8之间设有瓷釉层7;水泥胶合剂层3与高温硫化硅橡胶伞套8之间设有硫化硅橡胶保护套6,硫化硅橡胶保护套6与瓷材料主体9之间依次设有瓷釉层7、耦粘剂层5;硫化硅橡胶保护套6与水泥胶合剂层3、法兰1的接触面设有耦粘剂层5;硫化硅橡胶保护套6与高温硫化硅橡胶伞套8的接触面设有耦粘剂层5。
30.所述硫化硅橡胶保护套6的长度为50mm。
31.所述硫化硅橡胶保护套6的内直径为130mm。
32.与水泥胶合剂层接触的硫化硅橡胶保护套厚度为7mm。
33.与高温硫化硅橡胶伞套接触的硫化硅橡胶保护套厚度为5mm。
34.所述耦粘剂层的厚度为0.5mm。
35.所述硫化硅橡胶保护套6从法兰处向高温硫化硅橡胶伞套8过渡的倾斜度为15
°
。
36.成型本实用新型时,过程如下:
37.(1)在瓷材料主体9与法兰1之间喷涂或者刷上瓷釉层7、瓷砂层4、沥青层2,灌注水泥胶合剂层3,刷上沥青层2,将瓷材料主体9与法兰1粘结好,然后将高温硫化硅橡胶伞套8注塑成型到瓷材料主体9上面。
38.(2)将瓷材料主体9表面擦拭干净,水泥胶合剂层3的横截面要与法兰1帽口齐平,裸露在水泥胶合剂横截面外的瓷砂用毛刷清理干净,然后涂上耦粘剂静等1分钟,然后室温下开始成型硫化硅橡胶保护套6;
39.成型的顺序是:先抹高温硫化硅橡胶伞套8的横截面部分,交接面处与高温硫化硅橡胶伞套8的表面齐平;其次抹水泥胶合剂和法兰1的横截面上;然后围绕瓷材料主体9一周,反复涂抹3次;最后从法兰1帽口最外边缘靠向硫化硅橡胶保护套6,抹成一个斜度,大约在15
°
。
40.本实用新型将高温硫化硅橡胶伞套8与硫化硅橡胶保护套6、瓷材料主体9与硫化硅橡胶保护套6、水泥胶合剂层3与硫化硅橡胶保护套6、法兰1与硫化硅橡胶保护套6设计成一套整体,保证硫化硅橡胶保护套6的密封性不再二次拆分。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1