一种软包锂电池电芯自动二封线设备的制作方法
本技术涉及电池加工设备领域,尤其涉及一种软包锂电池电芯自动二封线设备。
背景技术:
1、目前锂电池的应用非常广泛,所需要的产量也非常多,锂电池在制作成型前,需要对电池的电压、电流、电阻、外形包装进行检测,保证向外流出的电池是符合规格要求。
2、目前市面上的锂电池生产设备,每个生产加工工位都是单独设立的,需要有专人进行看守操作,耗费大量的人力,且在以往的加工操作中,往往只对锂电池的电芯进行一次封装,锂电池的产品质量得不到保证,导致企业的生产成本增大。
技术实现思路
1、本实用新型为克服上述不足,旨在提供一种能解决上述问题的技术方案。
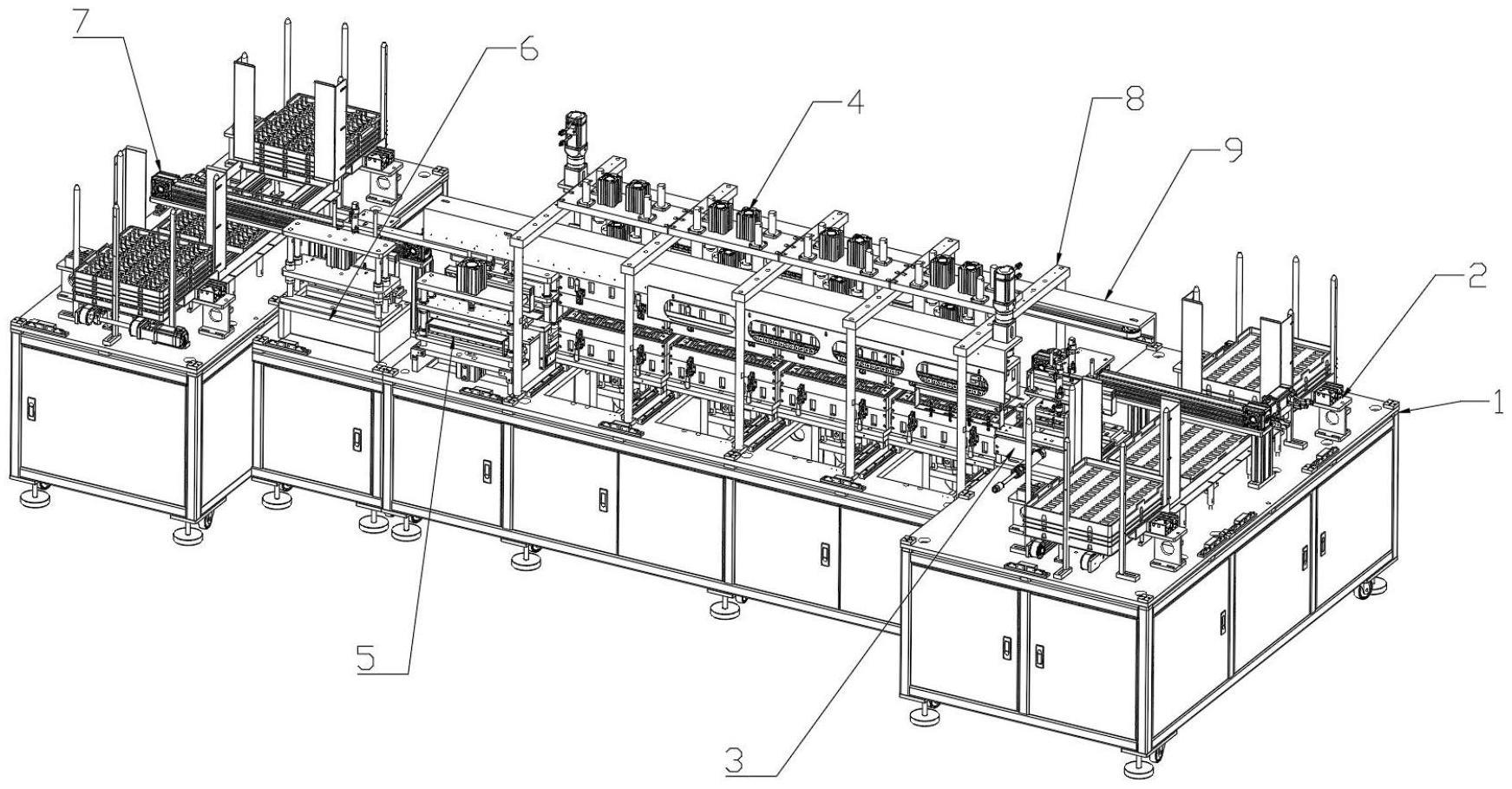
2、一种软包锂电池电芯自动二封线设备,包括机架和安装在机架上的控制面板,所述机架上从左往右依次设有上料机构、检测机构、真空封装机构、二次封装机构、切料机构和下料机构,所述检测机构、真空封装机构、二次封装机构、切料机构和物料转移机构分别与所述控制面板信号连接并由其操控运行。
3、作为上述技术方案的改进之一,所述检测机构包括第一底座,所述第一底座的顶面一侧设有测试放置座并用于放置所述软包锂电池电芯,所述第一底座的顶面另一侧设有第一滑轨,所述第一滑轨上安装有与之滑动配合的测试台,所述测试台上设有若干个电压检测探头,所述测试台上安装有第一气缸,通过所述第一气缸驱动若干个所述电压检测探头做上下往复运动,所述第一底座上安装有第二气缸,所述第二气缸与所述测试台连接,通过所述第二气缸驱动所述测试台沿所述第一滑轨运动。
4、作为上述技术方案的改进之一,所述真空封装机构包括:封装上模和封装下模,所述机架上设有第三气缸,所述第三气缸与所述封装上模连接并驱动其做上下往复运动,所述机架上设有第二滑轨,所述封装下模安装在所述第二滑轨上且与之滑动配合,所述机架上设有第四气缸,所述第四气缸与所述封装下模连接并驱动所述封装下模沿所述第二滑轨运动。
5、作为上述技术方案的改进之一,所述封装上模和封装下模合模形成可容纳所述软包锂电池电芯的腔体;所述封装下模内设有第一物料放置台、第一热封部和第二物料放置台,所述第一热封部设置在所述第一物料放置台和所述第二物料放置台之间,所述第一物料放置台上设有第一弧形槽,所述第二物料放置台上设有三角形凹槽,所述三角形凹槽的内部底面上设有若干个间隔设置的凹槽,若干个所述凹槽之间相互连通,所述三角形凹槽外接抽真空装置;所述封装上模内设有压块和第二热封部,所述压块上设有第二弧形槽,所述压块设置在所述第二热封部的一侧,所述第二热封部的另一侧设有若干个间隔的刺刀,当所述封装上模和封装下模合模时,通过合并所述第一弧形槽和所述第二弧形槽可固定所述软包锂电池电芯,所述刺刀与所述凹槽相对设置,所述第一热封部与所述第二热封部相对设置。
6、作为上述技术方案的改进之一,所述封装下模上设有用于驱动所述第一热封部做上下往复运动的第五气缸,所述封装上模上设有用于驱动所述第二热封部做上下往复运动的第六气缸,所述封装上模上设有用于驱动所述刺刀做上下往复运动的第七气缸,所述封装上模上设有用于驱动所述压块做上下往复运动的第八气缸。
7、作为上述技术方案的改进之一,所述二次封装机构包括封装底座,所述封装底座上设有相对设置的第三热封部和第四热封部,所述第三热封部设置在所述第四热封部的上方,所述封装底座上安装有第九气缸并用于驱动所述第三热封部做上下往复运动,所述封装底座上安装有第十气缸并用于驱动所述第四热封部做上下往复运动,所述第四热封部的一侧设有第三物料放置台,所述第三物料放置台上设有第三弧形槽并用于放置所述软包锂电池电芯,所述封装底座上安装有第十一气缸并用于驱动所述第三物料放置台将所述软包锂电池电芯运输至所述第三热封部与第四热封部之间。
8、作为上述技术方案的改进之一,所述切料机构包括切料平台,所述切料平台上设有第四物料放置台,所述第四物料放置台上设有第四弧形槽并用于放置所述软包锂电池电芯,所述切料平台上设有切刀,所述切刀设置在所述第四物料放置台的侧方,所述切料平台安装有第十二气缸,所述第十二气缸与所述切刀连接并驱动所述切刀做上下往复运动。
9、作为上述技术方案的改进之一,所述真空封装机构的两侧均设有第一物料运输装置,所述第一物料运输装置包括:第一固定板和第一抓取部,所述第一固定板安装在所述机架上,所述第一固定板上设有沿其长度方向设置的第三滑轨,所述第一抓取部安装在所述第三滑轨上且与之滑动配合,所述第一固定板上设有第一电机,所述第一电机与所述第一抓取部之间通过皮带传动,所述第一抓取部上设有用于抓取所述软包锂电池电芯的第一吸盘,所述第一抓取部上安装有第十三气缸,所述第十三气缸与所述第一吸盘连接并驱动所述第一吸盘做上下往复运动。
10、作为上述技术方案的改进之一,所述下料机构的结构与所述上料机构的结构相同,所述上料机构包括传送带,所述传送带垂直于所述第一物料运输装置设置,所述传送带的两端均设有料盘存放装置。
11、与现有技术相比,本实用新型的有益效果是:将数个不同的机构整合在一台设备中,并通过上料机构、第一物料运输装置、下料机构控制软包锂电池电芯的移动放置,实现全自动化的生产加工,只需一名员工即可实现操作整台设备的运行工作,大大缩减了人工成本,提高工作效率,经过二次封装的软包锂电池电芯可以提升成品率,降低企业的生产成本。
12、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种软包锂电池电芯自动二封线设备,包括机架和安装在机架上的控制面板,其特征在于,所述机架上从左往右依次设有上料机构、检测机构、真空封装机构、二次封装机构、切料机构和下料机构,所述检测机构、真空封装机构、二次封装机构、切料机构和物料转移机构分别与所述控制面板信号连接并由其操控运行。
2.根据权利要求1所述的一种软包锂电池电芯自动二封线设备,其特征在于:所述检测机构包括第一底座,所述第一底座的顶面一侧设有测试放置座并用于放置所述软包锂电池电芯,所述第一底座的顶面另一侧设有第一滑轨,所述第一滑轨上安装有与之滑动配合的测试台,所述测试台上设有若干个电压检测探头,所述测试台上安装有第一气缸,通过所述第一气缸驱动若干个所述电压检测探头做上下往复运动,所述第一底座上安装有第二气缸,所述第二气缸与所述测试台连接,通过所述第二气缸驱动所述测试台沿所述第一滑轨运动。
3.根据权利要求1所述的一种软包锂电池电芯自动二封线设备,其特征在于:所述真空封装机构包括:封装上模和封装下模,所述机架上设有第三气缸,所述第三气缸与所述封装上模连接并驱动其做上下往复运动,所述机架上设有第二滑轨,所述封装下模安装在所述第二滑轨上且与之滑动配合,所述机架上设有第四气缸,所述第四气缸与所述封装下模连接并驱动所述封装下模沿所述第二滑轨运动。
4.根据权利要求3所述的一种软包锂电池电芯自动二封线设备,其特征在于:所述封装上模和封装下模合模形成可容纳所述软包锂电池电芯的腔体;所述封装下模内设有第一物料放置台、第一热封部和第二物料放置台,所述第一热封部设置在所述第一物料放置台和所述第二物料放置台之间,所述第一物料放置台上设有第一弧形槽,所述第二物料放置台上设有三角形凹槽,所述三角形凹槽的内部底面上设有若干个间隔设置的凹槽,若干个所述凹槽之间相互连通,所述三角形凹槽外接抽真空装置;所述封装上模内设有压块和第二热封部,所述压块上设有第二弧形槽,所述压块设置在所述第二热封部的一侧,所述第二热封部的另一侧设有若干个间隔的刺刀,当所述封装上模和封装下模合模时,通过合并所述第一弧形槽和所述第二弧形槽可固定所述软包锂电池电芯,所述刺刀与所述凹槽相对设置,所述第一热封部与所述第二热封部相对设置。
5.根据权利要求4所述的一种软包锂电池电芯自动二封线设备,其特征在于:所述封装下模上设有用于驱动所述第一热封部做上下往复运动的第五气缸,所述封装上模上设有用于驱动所述第二热封部做上下往复运动的第六气缸,所述封装上模上设有用于驱动所述刺刀做上下往复运动的第七气缸,所述封装上模上设有用于驱动所述压块做上下往复运动的第八气缸。
6.根据权利要求1所述的一种软包锂电池电芯自动二封线设备,其特征在于:所述二次封装机构包括封装底座,所述封装底座上设有相对设置的第三热封部和第四热封部,所述第三热封部设置在所述第四热封部的上方,所述封装底座上安装有第九气缸并用于驱动所述第三热封部做上下往复运动,所述封装底座上安装有第十气缸并用于驱动所述第四热封部做上下往复运动,所述第四热封部的一侧设有第三物料放置台,所述第三物料放置台上设有第三弧形槽并用于放置所述软包锂电池电芯,所述封装底座上安装有第十一气缸并用于驱动所述第三物料放置台将所述软包锂电池电芯运输至所述第三热封部与第四热封部之间。
7.根据权利要求1所述的一种软包锂电池电芯自动二封线设备,其特征在于:所述切料机构包括切料平台,所述切料平台上设有第四物料放置台,所述第四物料放置台上设有第四弧形槽并用于放置所述软包锂电池电芯,所述切料平台上设有切刀,所述切刀设置在所述第四物料放置台的侧方,所述切料平台安装有第十二气缸,所述第十二气缸与所述切刀连接并驱动所述切刀做上下往复运动。
8.根据权利要求2所述的一种软包锂电池电芯自动二封线设备,其特征在于:所述真空封装机构的两侧均设有第一物料运输装置,所述第一物料运输装置包括:第一固定板和第一抓取部,所述第一固定板安装在所述机架上,所述第一固定板上设有沿其长度方向设置的第三滑轨,所述第一抓取部安装在所述第三滑轨上且与之滑动配合,所述第一固定板上设有第一电机,所述第一电机与所述第一抓取部之间通过皮带传动,所述第一抓取部上设有用于抓取所述软包锂电池电芯的第一吸盘,所述第一抓取部上安装有第十三气缸,所述第十三气缸与所述第一吸盘连接并驱动所述第一吸盘做上下往复运动。
9.根据权利要求8所述的一种软包锂电池电芯自动二封线设备,其特征在于:所述下料机构的结构与所述上料机构的结构相同,所述上料机构包括传送带,所述传送带垂直于所述第一物料运输装置设置,所述传送带的两端均设有料盘存放装置。
技术总结
本技术涉及电池加工设备领域,一种软包锂电池电芯自动二封线设备,包括机架和安装在机架上的控制面板,所述机架上从左往右依次设有上料机构、检测机构、真空封装机构、二次封装机构、切料机构和下料机构,所述检测机构、真空封装机构、二次封装机构、切料机构和物料转移机构分别与所述控制面板信号连接并由其操控运行,将数个不同的机构整合在一台设备中,并通过上料机构、第一物料运输装置、下料机构控制软包锂电池电芯的移动放置,实现全自动化的生产加工,只需一名员工即可实现操作整台设备的运行工作,大大缩减了人工成本,提高工作效率,经过二次封装的软包锂电池电芯可以提升成品率,降低企业的生产成本。
技术研发人员:陈雪峰
受保护的技术使用者:东莞市兴峰数字智能有限公司
技术研发日:20221118
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!