一种电芯自动加工设备的制作方法
本技术涉及锂电池生产,具体地,涉及一种电芯自动加工设备。
背景技术:
1、锂电池电池包通常由电芯、垫片、极帽等组成,其中,电芯的生产往往需要进行多道复杂的工序,例如极耳折角、贴青稞纸、贴十字胶等,最后加工成最终产品。
2、但在现有的生产设备中,由于设备在生产过程时无法对极耳进行校正,导致产品容易出现电芯歪斜、贴胶效果差,从而导致良品率降低,且在完成贴胶后,还需人工采用折刀将合格的电芯极耳进行二次弯折,人力成本大、生产投入增加。
3、为解决以上问题,本实用新型中提出一种电芯自动加工设备。
技术实现思路
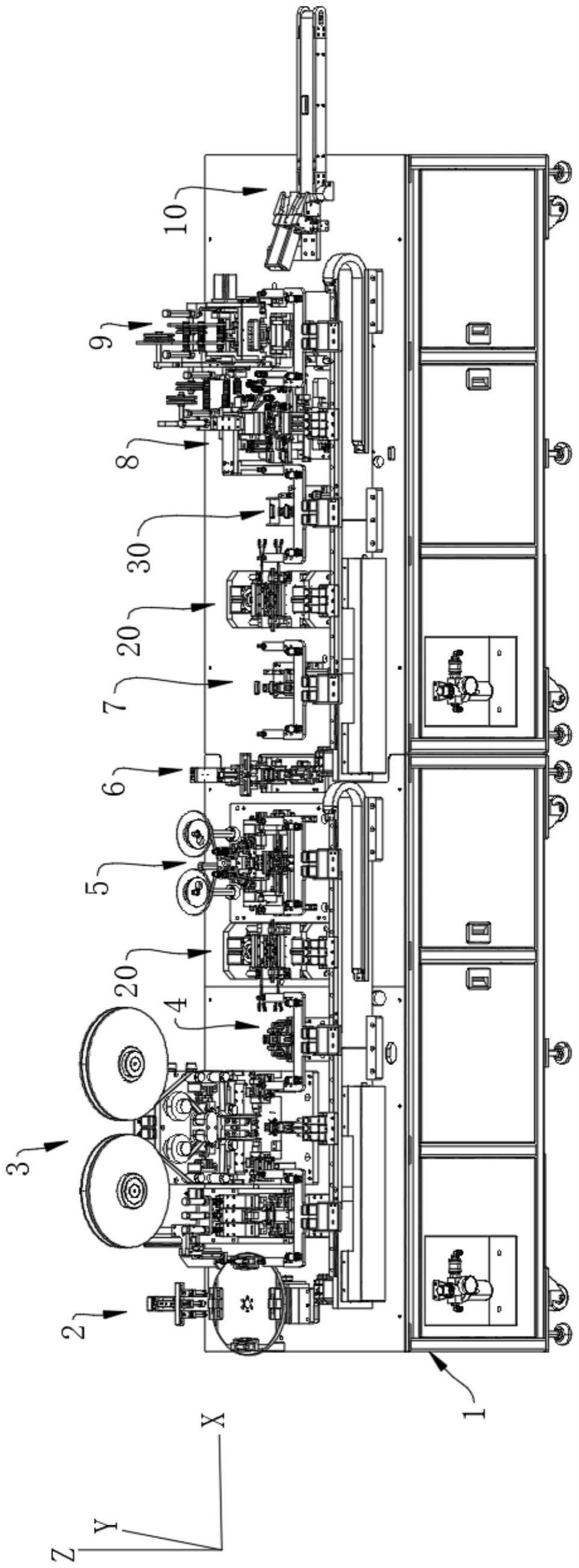
1、针对现有技术的不足,本实用新型提供一种电芯自动加工设备,包括:包括支撑机架,沿x轴方向依次设于支撑机架上的上料分选装置、极耳一次折角装置、贴青稞纸装置、极耳纠正装置、贴十字胶装置、极耳二次折角装置、贴侧胶装置及贴双色胶装置,支撑机架上设有输送装置,输送装置自上料分选装置延伸至支撑机架靠近贴双色胶装置的一端,并将电芯自上料分选装置夹持后依次输送至各加工装置,电芯被输送至上料分选装置时,上料分选装置对电芯进行分选并剔除不合格的电芯,输送至极耳一次折角装置时,极耳一次折角装置对极耳进行弯折,输送至贴青稞纸装置时,贴青稞纸装置将青稞纸贴至电芯两端,输送至极耳纠正装置时,极耳纠正装置纠正极耳姿态,输送至贴十字胶装置时,贴十字胶装置将十字胶贴至电芯两端,输送至极耳二次折角装置时,极耳二次折角装置对极耳二次弯折,输送至贴侧胶装置时,贴侧胶装置将胶带贴于电芯两侧,输送至贴双色胶装置时,贴双色胶装置将双色胶带贴于电芯两端,最终输送装置将电芯从贴双色胶装置中取出并完成加工。
2、本实用新型中,通过设置极耳纠正装置在加工过程中对电芯极耳进行纠正,有效避免加工过程中电芯极耳歪斜所造成的贴胶不良等,有效提高生产良品率;通过设置极耳二次折角装置,在电芯加工过程中完成极耳的二次折弯,在电芯加工过程中极大的减少工人劳动力,节省成本且有效提高生产效率。
技术特征:
1.一种电芯自动加工设备,其特征在于:包括支撑机架(1),沿x轴方向依次设于支撑机架(1)上的上料分选装置(2)、极耳一次折角装置(3)、贴青稞纸装置(4)、极耳纠正装置(5)、贴十字胶装置(6)、极耳二次折角装置(7)、贴侧胶装置(8)及贴双色胶装置(9),所述支撑机架(1)上设有输送装置(11),输送装置(11)自上料分选装置(2)延伸至支撑机架(1)靠近贴双色胶装置(9)的一端,并将电芯自上料分选装置(2)夹持后依次输送至各加工装置,电芯被输送至上料分选装置(2)时,上料分选装置(2)对电芯进行分选并剔除不合格的电芯,输送至极耳一次折角装置(3)时,极耳一次折角装置(3)对极耳进行弯折,输送至贴青稞纸装置(4)时,贴青稞纸装置(4)将青稞纸贴至电芯两端,输送至极耳纠正装置(5)时,极耳纠正装置(5)纠正极耳姿态,输送至贴十字胶装置(6)时,贴十字胶装置(6)将十字胶贴至电芯两端,输送至极耳二次折角装置(7)时,极耳二次折角装置(7)对极耳二次弯折,输送至贴侧胶装置(8)时,贴侧胶装置(8)将胶带贴于电芯两侧,输送至贴双色胶装置(9)时,贴双色胶装置(9)将双色胶带贴于电芯两端,最终输送装置(11)将电芯从贴双色胶装置(9)中取出并完成加工。
2.根据权利要求1所述的电芯自动加工设备,其特征在于,所述极耳纠正装置(5)包括纠正承载机构(51)、极耳夹正机构(52)及夹正调节机构(53),所述纠正承载机构(51)与所述极耳夹正机构(52)沿x轴方向依次设置,所述纠正承载机构(51)与所述夹正调节机构(53)沿y轴方向依次设置,纠正承载机构(51)用于承载电芯,承载时电芯极耳漏于纠正承载机构(51)外;所述极耳夹正机构(52)包括极耳夹正驱动件(521)及两组极耳夹正组件(522),所述极耳夹正驱动件(521)具有极耳夹正驱动件(521)端,两组所述极耳夹正组件(522)与所述极耳夹正驱动件(521)端连接,且两组所述极耳夹正组件(522)相对设置,所述电芯极耳延伸至两组极耳夹正组件(522)之间;所述夹正调节机构(53)包括夹正抬升部(531)、夹正开合部(532)及夹正调节组件(533),所述夹正开合部(532)设于所述夹正抬升部(531),所述夹正调节组件(533)一端连接于所述夹正开合部(532),另一端延伸至电芯极耳的下方;所述夹正抬升部(531)驱动所述夹正开合部(532)沿z轴方向运动,所述夹正开合部(532)驱动所述夹正调节组件(533)沿x方向运动,所述夹正调节组件(533)作用于电芯极耳,以调整极耳的z轴方向弯折角度,之后,所述极耳夹正驱动件(521)驱动两组极耳夹正组件(522)靠近,以纠正极耳的y轴方向偏移角度。
3.根据权利要求1所述的电芯自动加工设备,其特征在于,所述极耳二次折角装置包括二次折耳安装板(71)、二次折耳放置机构(72)及极耳二次折弯机构(73),所述二次折耳放置机构(72)和所述极耳二次折弯机构(73)相邻设于所述二次折耳安装板(71),所述极耳二次折弯机构(73)包括极耳二次折弯支架(731)、折弯部(732)及折弯冲压部(733),所述极耳二次折弯支架(731)设于所述二次折耳安装板(71),所述折弯部(732)及折弯冲压部(733)沿高度z方向依次设于极耳二次折弯支架(731),电芯承载于所述二次折耳放置机构(72)后,电芯的极耳露于二次折耳放置机构(72),所述折弯部(732)的折弯端延伸至二次折耳放置机构(72)相对的两侧,并位于电芯极耳的下方,所述折弯部(732)的折弯端对电芯极耳进行承托,所述折弯冲压部(733)的冲压端由上向下对电芯极耳进行冲压弯折。
4.根据权利要求1所述的电芯自动加工设备,其特征在于,所述贴青稞纸装置(4)包括:
5.根据权利要求4所述的电芯自动加工设备,其特征在于,所述贴纸承载机构(42)包括贴纸承载底座(421)、贴纸承载夹持组件(422)及贴纸承载组件(423),所述贴纸承载夹持组件(422)设于所述贴纸承载底座(421)且朝向x轴方向,所述贴纸承载组件(423)设于所述贴纸承载夹持组件(422)上并位于所述贴纸承载夹持组件(422)夹持路径上,电芯承载于所述贴纸承载组件(423),贴纸承载夹持组件(422)将电芯夹持固定。
6.根据权利要求1所述的电芯自动加工设备,其特征在于,所述贴侧胶装置包括:
7.根据权利要求6所述的电芯自动加工设备,其特征在于,所述贴侧胶机构(812)包括侧胶贴胶部(8121)、侧胶按压部(8122)及贴侧胶传动部(8123),所述贴侧胶传动部(8123)设于所述贴侧胶机构安装板(811),所述侧胶贴胶部(8121)及所述侧胶按压部(8122)沿z轴方向层叠于所述贴侧胶传动部(8123)且朝向所述贴侧胶承载机构(813),贴侧胶传动部(8123)驱动侧胶贴胶部(8121)及侧胶按压部(8122)沿z轴运动,使得侧胶贴胶部(8121)及侧胶按压部(8122)依次与贴侧胶承载机构(813)位于同一高度。
8.根据权利要求1所述的电芯自动加工设备,其特征在于,贴双色胶装置(9)包括:
9.根据权利要求8所述的电芯自动加工设备,其特征在于,所述双色胶供应机构(92)包括双色胶供应部分(921)及双色胶夹持部分(922),所述双色胶供应部分(921)包括第一上胶安装座(9211)、双色胶放卷部(9212)及双色胶放卷检测部(9213),所述第一上胶安装座(9211)与所述双色胶夹持部分(922)相邻,所述双色胶放卷部(9212)设于所述第一上胶安装座(9211)远离所述双色胶夹持部分(922)的一侧,所述双色胶放卷检测部(9213)包括双色胶固定导向组件(92131)及双色胶放卷检测组件(92132),所述双色胶放卷检测组件(92132)包括双色胶滑动导向组件(921321)及检测件位置检测件(921322),所述双色胶固定导向组件(92131)和所述双色胶滑动导向组件(921321)由上至下沿着z轴方向依次设置,所述双色胶滑动导向组件(921321)和所述位置检测件(921322)沿着y轴方向依次设置;胶带存储于双色胶放卷部(9212),胶带释放时,胶带先经过上方所述双色胶固定导向组件(92131),再经过下方的双色胶滑动导向组件(921321),再返回上方所述双色胶固定导向组件(92131)后延伸至双色胶夹持部分(922),使得胶带承托所述双色胶滑动导向组件(921321)于位置检测件(921322)上方,胶带释放完全后,胶带对所述双色胶滑动导向组件(921321)的承托消失,双色胶滑动导向组件(921321)落下并与所述位置检测件(921322)的检测端相对。
10.根据权利要求9所述的电芯自动加工设备,其特征在于,所述贴双色胶承载部(912)包括贴双色胶承载座(9121)、贴双色胶承载辊轮(9122)及贴双色胶承载夹持组件(9123),所述贴双色胶承载辊轮(9122)及所述贴双色胶承载夹持组件(9123)设于所述贴双色胶承载座(9121),且所述贴双色胶承载夹持组件(9123)与所述贴双色胶承载辊轮(9122)相邻设置;所述贴双色胶承载辊轮(9122)包括贴双色胶承载辊轮安装座(91221)及两组贴双色胶承载辊轮组件(91222),两组所述贴双色胶承载辊轮组件(91222)间隔设于所述贴双色胶承载辊轮安装座(91221),两组所述贴双色胶承载辊轮组件(91222)配合形成贴双色胶承载位(91223),所述贴双色胶承载夹持组件(9123)包括贴双色胶承载夹持驱动件(91231)及两组贴双色胶承载夹持件(91232),所述两组贴双色胶承载夹持件(91232)一端分别连接所述贴双色胶承载夹持驱动件(91231),另一端分别延伸至贴双色胶承载位(91223)相对的两端;所述贴双色胶承载夹持驱动件(91231)驱动两组贴双色胶承载夹持件(91232)相互靠近,并对转动状态下的电芯两端进行位置限位。
技术总结
本技术揭示一种电芯自动加工设备,包括包括支撑机架,沿X轴方向依次设于支撑机架上的上料分选装置、极耳一次折角装置、贴青稞纸装置、极耳纠正装置、贴十字胶装置、极耳二次折角装置、贴侧胶装置及贴双色胶装置,支撑机架上设有输送装置,输送装置自上料分选装置延伸至支撑机架靠近贴双色胶装置的一端,并将电芯自上料分选装置夹持后依次输送至各加工装置。本技术通过设置极耳纠正装置在加工过程中对电芯极耳进行纠正,有效避免加工过程中电芯极耳歪斜所造成的贴胶不良等,有效提高生产良品率;通过设置极耳二次折角装置,在电芯加工过程中完成极耳的二次折弯,在电芯加工过程中极大的减少工人劳动力,节省成本且有效提高生产效率。
技术研发人员:陈瑞良,刘干平,何东明,黎世坚,卢文金
受保护的技术使用者:广东三丰自动化设备有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!