电容素子自动上料整形装置的制作方法
本技术涉及电容器生产制造,特别涉及一种电容素子自动上料整形装置。
背景技术:
1、电容器,通常简称其容纳电荷的本领为电容,用字母c表示,是一种容纳电荷的器件。电容器是电子设备中大量使用的电子元件之一,广泛应用于电路中的隔直通交,耦合,旁路,滤波,调谐回路,能量转换,控制等方面。电容器按电解质分类有:有机介质电容器、无机介质电容器、电解电容器和空气介质电容器等,其中牛角电解电容器的主要结构包括素子、铝壳、绝缘盖板、引脚端子;生产时将铝箔、电解纸和铝箔导条(正、负极片),铝箔导条的一端压接在铝箔上,压接好导条的铝箔和电解纸一起被卷绕形成电容器素子;放入电解液缸内进行抽真空含浸,含浸好后将引脚端子固定在绝缘盖板与素子的导条连接,对于安装有绝缘盖板的素子进行整形测试后,需要将素子放置到铝壳内,然后进行束腰、封口,从而完成装配工作。
2、牛角电解电容生产工艺中通常采用人工将电容的各个部件组装在一起,人工生产方式存在费时费力、生产效率低下、成本高、产品质量不稳定且产品合格率低等问题。为此,目前市面上也出现了一些电容组装设备,能够自动或者半自动方式实现电容器的组装;电容器素子需要与绝缘盖板上的引脚端子进行电性连接,由于铝箔、电解纸之间采用卷绕形成的从而使得两个铝箔之间形成一定的倾斜角度,这样不利与焊接或者铆接,因此,需要对电容素子的铝箔进行整形处理,现有工艺通常采用半自动设备进行铝箔整形处理,不利于电容器的全自动生产,因此,现有的电容素子上料方式需要进一步优化。
技术实现思路
1、本实用新型要解决的技术问题是提供一种电容素子自动上料整形装置,能够实现电容素子的铝箔自动冲孔整形上料,适用于自动化装配。
2、为了解决上述技术问题,本实用新型的技术方案如下:
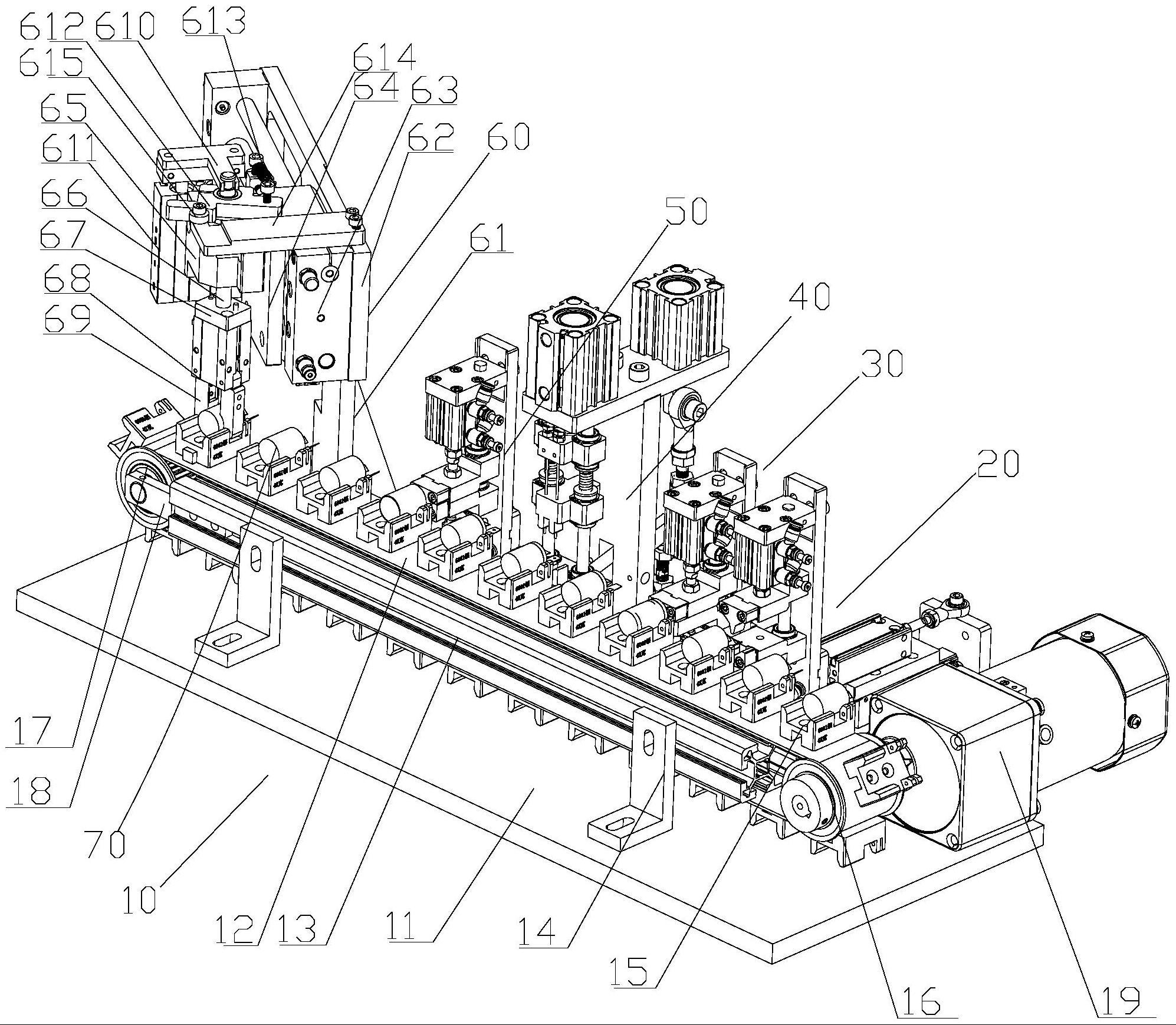
3、本实用新型提供了一种电容素子自动上料整形装置,包括素子上料底板、设置在所述素子上料底板上的同步移送机构,所述同步移送机构的同步带上均匀设置有多个同步带素子座,沿着同步带移动方向,在所述同步移送机构一侧依次设置有铝箔拉直机构、铝箔压平机构、铝箔冲孔机构、铝箔整形机构,待整形上料的电容素子从所述同步带的前端放置到所述同步带素子座,通过所述同步带素子座依次通过所述铝箔拉直机构、所述铝箔压平机构、所述铝箔冲孔机构、所述铝箔整形机构,在所述同步带的后端设置有平移取素子机构,通过所述平移取素子机构将冲孔整形后的电容素子移送到下一工位。
4、进一步的,所述同步移送机构还包括支撑梁,所述支撑梁通过若干梁固定支座安装在所述素子上料底板上,所述同步带设置在所述支撑梁上,所述支撑梁的前端设置有驱动同步带轮,所述支撑梁后端通过一后轮固定块设置有同步带后轮,所述同步带的两端分别设置在所述驱动同步带轮和所述同步带后轮上;所述驱动同步带轮通过一减速驱动电机连接驱动。
5、进一步的,所述铝箔拉直机构包括拉直底板,所述拉直底板上设置有拉直导轨滑块副,所述拉直导轨滑块副通过一拉直连接块设置有拉直气缸,所述拉直气缸通过一拉直鱼眼接头连接到鱼眼接头连接块,所述鱼眼接头连接块固定在所述拉直底板一端;所述拉直连接块在所述拉直底板另一端位置固定设置有拉直竖直支架,所述拉直竖直支架面向所述同步带素子座设置有拉直竖直滑杆,通过所述拉直竖直滑杆设置有拉直上模和拉直下模,所述拉直上模和所述拉直下模分别通过气缸驱动在所述拉直竖直滑杆上合模和打开。
6、具体的,所述拉直上模通过一拉直上模滑座安装在所述拉直竖直滑杆上,所述拉直竖直滑杆上端设置有拉直上气缸安装块,所述拉直上气缸安装块上的拉直上气缸连接驱动所述拉直上模滑座;所述拉直下模通过一拉直下模滑座安装在所述拉直竖直滑杆上,所述拉直竖直滑杆下端设置有拉直下气缸安装块,所述拉直下气缸安装块上的拉直下气缸连接驱动所述拉直下模滑座。
7、进一步的,所述铝箔压平机构包括铝箔压平底座、设置在所述铝箔压平底座上的压平竖直支架,所述压平竖直支架面向所述同步带素子座设置有压平竖直滑杆,通过所述压平竖直滑杆设置有压平上模和压平下模,所述压平上模和所述压平下模分别通过气缸驱动在所述压平竖直滑杆上合模和打开。
8、具体的,所述压平上模通过一压平上模滑座安装在所述压平竖直滑杆上,所述压平竖直滑杆上端设置有压平上气缸安装块,所述压平上气缸安装块上的压平上气缸连接驱动所述压平上模滑座;所述压平下模通过一压平下模滑座安装在所述压平竖直滑杆上,所述压平竖直滑杆下端设置有压平下气缸安装块,所述压平下气缸安装块上的压平下气缸连接驱动所述压平下模滑座。
9、进一步的,所述铝箔冲孔机构包括冲孔底座板、所述冲孔底座板上设置有冲孔下支架板、所述冲孔下支架板中间通过一冲孔竖直支架板安装有冲孔上支架板,所述冲孔上支架板和所述冲孔下支架面向所述同步带素子座设置有冲孔导向杆,所述冲孔导向杆上设置有冲孔上模和冲孔下模,所述冲孔上模内设置有冲孔针,通过气缸驱动所述冲孔上模和所述冲孔下模合模和打开,通过所述冲孔针对电容素子的铝箔进行冲孔。
10、具体的,所述冲孔导向杆上部依次设置有冲孔驱动滑座、冲孔上模滑座,所述冲孔驱动滑座和所述冲孔上模滑座之间的所述冲孔导向杆上套设有冲孔复位弹簧,所述冲孔针一端固定在所述冲孔驱动滑座,另一端穿设所述冲孔上模滑座后设在所述冲孔上模内;所述冲孔驱动滑座与所述冲孔上支架板上的冲孔上模气缸连接。
11、具体的,所述冲孔下模通过一冲孔下模滑座设置在所述冲孔导向杆下部,在所述冲孔下模滑座下侧设置有下模滑座驱动摆杆,所述下模滑座驱动摆杆一端作用到所述冲孔下模滑座,另一端穿设所述冲孔竖直支架板后通过摆杆驱动鱼眼拉杆与所述冲孔上支架板上的冲孔下模气缸连接,所述下模滑座驱动摆杆中间通过一摆杆销轴与所述冲孔竖直支架板铰接。
12、进一步的,所述铝箔整形机构包括铝箔整形底座、设置在所述铝箔整形底座上的整形竖直支架,所述整形竖直支架面向所述同步带素子座设置有整形竖直滑杆,通过所述整形竖直滑杆设置有整形上模和整形下模,所述整形上模和所述整形下模分别通过气缸驱动在所述整形竖直滑杆上合模和打开。
13、具体的,所述整形上模通过一整形上模滑座安装在所述整形竖直滑杆上,所述整形竖直滑杆上端设置有整形上气缸安装块,所述整形上气缸安装块上的整形上气缸连接驱动所述整形上模滑座;所述整形下模通过一整形下模滑座安装在所述整形竖直滑杆上,所述整形竖直滑杆下端设置有整形下气缸安装块,所述整形下气缸安装块上的整形下气缸连接驱动所述整形下模滑座。可选的,整形上模、整形上模滑座可以一体成型;整形下模、整形下模滑座可以一体形成。
14、进一步的,所述平移取素子机构包括平移支架、设置在所述平移支架上部的气缸安装板,通过所述气缸安装板设置有平移无杆气缸,所述平移无杆气缸设置在下一工序工位和所述同步带末端的同步带素子座之间,所述平移无杆气缸上设置有取料座板,所述取料座板通过一取料夹爪气缸设置有一组取料夹杆,所述取料夹杆用于夹取电容素子。
15、具体的,所述取料座板上设置有取料转移轴承座,所述取料转移轴承座内设置有取料转动轴,所述取料转动轴下端通过一取料连接块固定所述取料夹爪气缸。
16、具体的,所述取料转动轴上端设置有转向块,所述转向块一端通过一回拉弹簧与所述取料座板连接,所述转向块另一端设置有平移限位块,所述平移限位块和所述回拉弹簧使得所述取料转动轴在所述同步带素子座上方发生偏转。可选的,所述平移限位块通过一平移限位轴承作用在所述转向块一端。
17、具体的,所述取料转动轴上端还设置有竖直连接块,所述竖直连接块通过一竖直移动气缸驱动使得取料转动轴竖直方向移动;所述竖直移动气缸安装在所述取料座板一侧。
18、采用上述技术方案,本实用新型的电容素子自动上料整形装置,通过同步带上同步带素子座带动电容素子依次通过铝箔拉直机构、铝箔压平机构、铝箔冲孔机构、铝箔整形机构,对电容素子的铝箔进行自动整形、冲孔,以便于后续安装绝缘盖板,结构简单、适用于自动化装配。
- 还没有人留言评论。精彩留言会获得点赞!