核聚变装置超导磁体多层多匝螺旋线圈绝缘自动包绕方法及系统与流程
本发明涉及核聚变,更具体地,涉及一种核聚变装置超导磁体多层多匝螺旋线圈绝缘自动包绕方法及系统。
背景技术:
1、核聚变能凭借资源无限、清洁环保、不产生高放射性核废料等优点,成为人类未来的理想新能源。国际热核聚变实验堆iter计划是当今世界最大的多边国际科技合作项目之一,其目的是通过建造反应堆级核聚变装置,验证和平利用核聚变发电的科学和工程技术可行性,是实现未来商业用聚变能的关键一步。核聚变装置超导磁体的线圈是超重要的大型部件,其中有一种线圈为多层多匝的螺旋线圈,重量高达15吨以上,甚至达到几百吨。现有技术常采用人工的方式对线圈进行绝缘带包绕。可想而知,重达15吨的线圈,体积大、重量高,人工包绕的方式无法控制质量,且所需要的操作空间大,因此空间也受限。核聚变装置整体体积大,设备多,在检修时,往往耗时耗力,线圈作为核聚变装置的重要部件,出现质量问题,将会影响整个装置的运转。
2、经检索,以下专利跟核聚变装置超导磁体线圈绝缘相关:
3、1、专利号为202120529699.6,专利名称为一种超大螺旋跨匝线圈绕组绝缘包绕的拉开落模成型设备,本实用新型涉及超导模型线圈的加工技术领域,特别涉及一种超大螺旋跨匝线圈绕组绝缘包绕的拉开落模成型设备,包括支撑门架、上部支撑平台、下部落模平台、线圈吊装平行机构、内伸缩平台机构、外伸缩平台机构、线圈拉开旋转机架、线圈支撑内靠模、线圈支撑外靠模、下平台辅助支撑机构、上平台辅助支撑机构和电动升降机;本实用新型可直接完成cfetr中心螺管模型线圈(csmc)中经热处理后的nb3 sn内外线圈绕组导体逐层拉开落模,弥补了国内大尺寸、特殊成型结构的超导磁体线圈无法实施拉开包绝缘后重新入模的实施思路,且该设备可以完成保证落模后的磁体线圈满足特殊的尺寸精度及不会导致导体的截面变形,设备使用方便,并适合类似结构磁体线圈的工况使用。
4、2、专利号为201811593003.5,专利名称为一种超导磁体氦进管绝缘处理方法。磁体结构呈t形的变截面结构,在磁体不规则形状处填补g10,降低了因不规则形状带来的绝缘处理难度,为减小因形状不规则带来的绝缘处理缺陷而带来的绝缘电学性能下降,通过在金属导管周围设计并铺设裙摆形绝缘材料来弥补。本发明的特点是,绝缘结构简单,适用于t形变截面结构的超导磁体在真空压力浸渍前的绝缘材料包裹处理,满足复杂结构超导磁体在低温、真空环境下的高压绝缘特殊要求。
5、3、专利号为201811593061.8,专利名称为一种y型尾端结构的超导磁体出线端的绝缘处理工艺。本发明公开了一种y型尾端结构的超导磁体出线尾端的绝缘处理方法,根据出线尾端的特殊形状,在出线尾端上包绕绝缘叠包进行绝缘处理。本发明为线圈具备y型几何结构的导体表面绝缘材料尺寸均匀和全包覆提供一种切实可行的解决方案。本发明的结构简单,能够保证绝缘强度及尺寸上的要求。
6、4、专利号为201910776517.2,专利名称为一种用于超导磁体s弯出线根部体绝缘处理工艺。对磁体s弯出线根部的绝缘,通过g10填充块进行填补,按照gkg结构在其部位紧密包裹住,最后固化成一整体。形成密闭的绝缘结构。本发明的结构特点是针对特殊部位绝缘处理的包绕,需要满足低温、真空耐电压的特殊要求。
7、以上所述的第1个专利,可直接完成cfetr中心螺管模型线圈(csmc)中经热处理后的nb3 sn内外线圈绕组导体逐层拉开落模弥补了国内大尺寸、特殊成型结构的超导磁体线圈无法实施拉开包绝缘后重新入模的实施思路,且该设备可以完成保证落模后的磁体线圈满足特殊的尺寸精度及不会导致导体的截面变形,设备使用方便,并适合类似结构磁体线圈的工况使用。实际上,该设备公开了一种自动放线的设备,能实现大尺寸线圈的放线,但是该设备只实现了自动放线,放线后包绕线圈绝缘时,还是采用人工的方式,并且放线设备结构复杂,只在一定程度上降低了包绕线圈绝缘时的劳动强度。大尺寸线圈的吊装、线圈整形、绝缘包绕都没有涉及。其余三个专利虽涉及超导磁体线圈的绝缘包绕,但都未涉及整个线圈的绝缘包绕。
技术实现思路
1、本发明要解决的技术问题是针对核聚变超导磁体的线圈体积大、重量高,人工包绕质量难以保证、包绕周期长的不足,提供一种核聚变装置超导磁体多层多匝螺旋线圈绝缘自动包绕方法及系统。
2、一种核聚变装置超导磁体多层多匝螺旋线圈绝缘自动包绕方法,使用起吊设备将线圈吊运至线圈运送机构上,线圈运送机构移动至线圈起降机构之下,线圈起降机构将线圈从线圈运送机构上托起;线圈起降机构将线圈托起后,线圈运送机构从线圈起降机构下方移开,将包绕机构移动至线圈起降机构之下,线圈起降机构放线,包绕机构向线圈螺旋方向旋转对线圈进行绝缘包绕;线圈起降机构放线的速度与包绕机构的旋转速度相匹配。
3、进一步地,在包绕机构下方设置模具平台,包绕完成的线圈落在以包绕机构旋转中心为中心的模具平台上,设置于模具平台上的模具整形组件对落下来的线圈限位;完成包绕的线圈从线圈起降机构下方移出,起吊设备将完成包绕的线圈吊离。
4、进一步地,在所述包绕机构上设置线夹和包带头,线夹和包带头根据螺旋型线圈的螺旋方向布置,包带头的数量等于线圈绝缘带的层数,包带头排列顺序与绝缘带的包绕顺序一致;每个包带头的两侧分别至少布置一个线夹,使包带头垂直方向的位置固定,使线圈在层间过渡时不需要对包带头的垂直方向位置进行调节。
5、更进一步地,所述包带头能以包绕机构的旋转中心为圆心径向移动,在匝间过渡和层间过渡时,包带头沿径向移动。
6、进一步地,测量包绕机构旋转中心至包带头旋转中心的距离为r,已知包绕机构的旋转角速度为ω,求得包带头的切向速度v=rω,根据包带要求的叠包率为η,绝缘带宽为w,求得包带头转速通过控制包带头转速v,保证叠包率为设定的数值。
7、进一步地,直接使用工具测量包带头的行程,行程除以包带头运行时间获得包带头的行走速度,即为所述切向速度v,使用公式通过控制包带头转速v,保证叠包率为设定的数值。
8、进一步地,在模具平台的下方设置提升组件,随着模具平台上线圈越堆越高,提升组件驱动模具平台逐渐下降,避免完成包绕的线圈对线圈起降机构放下来的线圈造成干扰。
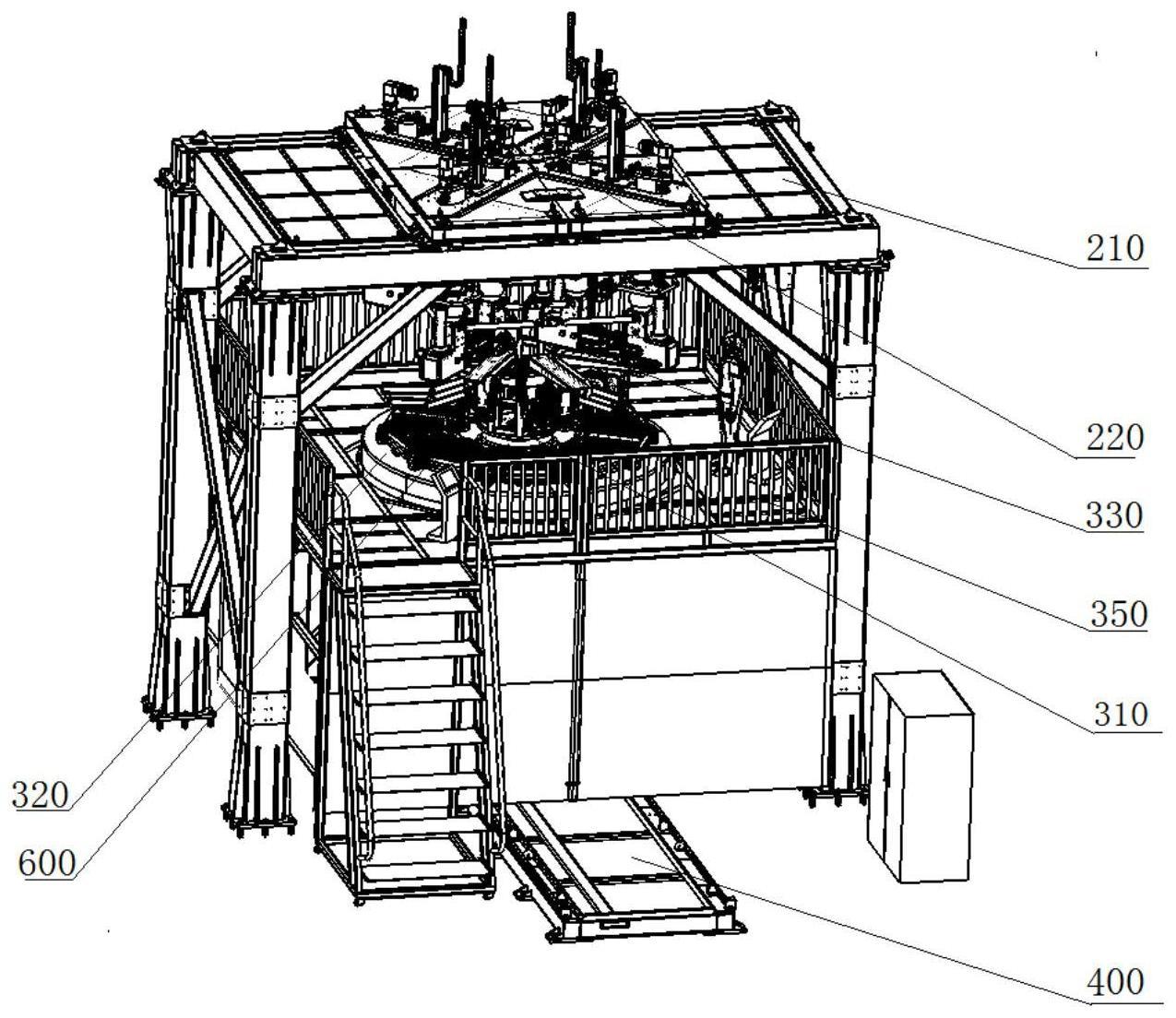
9、本发明还提供一种核聚变装置超导磁体多层多匝螺旋线圈绝缘自动包绕系统,包括:线圈运送机构、包绕机构、线圈起降机构、底座和控制系统;起吊装置将线圈吊送至线圈运送机构上;线圈运送机构和包绕机构安装于底座上,并能沿底座来回移动,线圈起降机构悬架于线圈运送机构和包绕机构之上;控制系统对线圈运送机构、线圈起降机构、包绕机构和底座的动作进行控制。
10、进一步地,线圈起降机构包括支撑门架系统和线圈起降组件,线圈起降组件安装于支撑门架系统,支撑门架系统包括顶面平台和用于支撑顶面平台的立柱,支撑门架系统立于地面上,使线圈起降组件悬架于线圈运送结构和包绕机构之上;线圈起降组件包括驱动装置一和托盘结构,驱动装置一安装于顶面平台;线圈起降组件包括内外两层放线装置,每个放线装置包括驱动装置一和托盘结构,托盘结构与驱动装置一的输出端连接;托盘结构包括驱动装置二和伸缩托盘,伸缩托盘的伸缩长度大于等于线圈的宽度;驱动装置一驱动托盘结构升降,驱动装置二驱动伸缩托盘伸入线圈底部将线圈托住;内层的伸缩托盘从线圈中心孔伸入线圈底部,外层伸缩托盘从线圈外层伸入线圈底部。
11、进一步地,包绕机构包括旋转组件、模具平台、包带组件和安装座,旋转组件和模具平台安装于安装座上,安装座安装于底座上;旋转组件穿过模具平台的中心、并与模具平台之间具有间隙,包带组件安装于旋转组件、并位于模具平台之上;包带组件包括线夹和包带头,线夹和包带头均安装于旋转组件上,旋转组件旋转带动线夹和包带头旋转,线夹夹住螺旋线,包带头对螺旋线包带,线夹的数量以保证螺旋型的线圈不晃动为准,包带头的数量等于线圈绝缘带的层数,包带头排列顺序与绝缘带的包绕顺序一致;每个包带头的两侧分别至少布置有一个线夹,线夹和包带头根据螺旋型线圈的螺旋方向布置;包完绝缘带的螺旋线落位于模具平台上。
12、起吊装置将线圈吊送至线圈运送机构上,起吊装置可以为车间里面常用的行车。放置有线圈的线圈运送机构沿着底座移动至线圈起降机构正下方,线圈起降组件的驱动装置一驱动托盘结构下降,托盘结构的驱动装置二驱动伸缩托盘伸出将线圈托住。需要注意的是,内层和外层伸缩托盘共同将线圈托住,在放线时,位于内层伸缩托盘向线圈内侧方向收缩一个线宽,第一层线圈的最外侧一匝线圈分离,此时位于外层伸缩托盘向线圈内侧方向伸出一个线宽,外层伸缩托盘支撑的是第二层线圈。内层伸缩托盘托住下一层线圈并一匝一匝放线,外层伸缩托盘托住上一层线圈并一匝一匝将上一层线圈托住。
13、线圈托住后,线圈运送机构移开,包绕机构移动至线圈起降机构正下方,伸缩托盘放线后,将螺旋线穿过线夹和包带头,启动旋转组件和包带头开始包带,线夹将螺旋线夹住,旋转组件的旋转带动包带头和线夹沿着螺旋线包绕,包带完的螺旋线落在模具平台上。
14、需要注意的是,线夹的数量并不仅仅是分布于包带头的两侧,在旋转组件上设置有更多的线夹,其数量以保证螺旋型的线圈不晃动为准。
15、进一步地,线圈运送机构包括所述的模具平台和所述的安装座,还包括呈周向均布的支撑台,支撑台安装于模具平台上;线圈起降机构将线圈托住后,将支撑台拆卸。
16、本发明线圈运送机构和包绕机构并不是两个独立移动的机构,两者是一起来回移动的,线圈运送机构也包括包绕机构的模具平台和安装座,即也通过安装座与底座固定;线圈运动机构还包括用于支撑线圈的支撑台,支撑台呈周向均布,至少为三个,将线圈举起来移动至线圈起降机构的正下方,线圈起降机构将线圈托住后,将支撑台拆卸。即无需在底座上设置两个可移动机构分别用于送线和包线。起吊装置将线圈放置于支撑台上后,所述整体移动至线圈起降机构下方,此时位于线圈起降机构下方的为包绕机构及线圈运送机构。线圈起降组件将线圈托住后,再拆除支撑台,线圈运送机构完成线圈的运送,此时位于线圈起降机构下方的为包绕机构。
17、进一步地,驱动装置一包括依次传动连接的电机一,减速机一、丝杆一,托盘结构与丝杆一螺纹连接。电机一启动,减速机一的输出端固定有丝杆一,丝杆一的旋转运动转化为托盘结构的直线运动,实现托盘结构的升降。
18、更进一步地,丝杆一穿过顶面平台,并与顶面平台连接,电机一和减速机一位于顶面平台上;托盘结构位于顶面平台下。
19、更进一步地,线圈起降组件还包括导向杆一,导向杆一穿过顶面平台、并通过连接部件与丝杆一螺纹连接,丝杆一的转动同步带动导向杆一和托盘结构上下移动。
20、更进一步地,托盘结构还包括壳体,驱动装置二安装于壳体,导向杆一与壳体固定,丝杆一与壳体螺纹连接。
21、进一步地,顶面平台包括脚踏平台和焊接平台,线圈起降组件安装于焊接平台;焊接平台与脚踏平台固定连接;所述焊接平台由至少两块大小相同的方形板块拼接而成。
22、本发明所述的核聚变装置超导磁体多层多匝螺旋线圈绝缘自动包绕系统由于所包绕的线圈巨大,因此设备也非常之大,所述的脚踏平台为工作人员安装整个设备提供空间,安装线圈起降组件的焊接平台,由多块方形板块拼接而成,使焊接平台便于加工和安装。
23、更进一步地,方形板块的数量为四个,每块方形板块上安装有安装底板,方形板块上开有凹槽,安装底板的大小与凹槽相适配;每个方形板块的安装底板上分别安装有一对放线装置。
24、在安装时,先将方形板块一块一块与脚踏平台连接,再将两个放线装置安装于安装底板上,再将安装底板放置于方形板块的凹槽中并固定。
25、更进一步地,托盘结构通过螺母套与丝杆一螺纹连接;螺母套一端与托盘结构固定,另一端与丝杆一螺纹连接;所述螺母套为中空为螺母套的上下移动提供空间,螺母套的行程即为螺母套的长度。
26、进一步地,所述顶面平台的下方固定有“l”型的线圈引线挂具,“l”型的线圈引线挂具一端与顶面平台固定,另一端设置有凹槽用于容纳线圈的引线。
27、进一步地,所述立柱的数量为四根,立柱与地面接触的一端使用膨胀螺丝固定于底面,另一端支撑有顶面平台;四根立柱围成的四个面中,其中两个相对的面固定有剪刀叉加强筋,另两个相对的面固定有斜撑。
28、进一步地,相邻的两个托盘结构之间连接有拉杆一,拉杆一为刚性部件。所述拉杆一为刚性部件,拉杆一将内侧的四个托盘结构连接成一个整体,将外层的四个托盘结构连接成一个整体,使结构更加稳定。
29、进一步地,旋转组件包括旋转支撑件、旋转安装件和驱动装置三,旋转支撑件垂直安装于安装座,另一端固定有旋转安装件,驱动装置三安装于旋转支撑件,驱动装置三驱动安装架旋转;包带组件安装于旋转安装件。
30、更进一步地,驱动装置三包括依次传动连接的电机三、减速机三、主动齿轮和从动齿轮,从动齿轮的中心固定有输出轴;从动齿轮的旋转平面与安装架的旋转平面平行;所述旋转安装件与从动齿轮的输出轴固定,从动齿轮输出轴的旋转带动旋转安装件旋转。
31、更进一步地,所述旋转支撑件和旋转安装件均为笼型结构,笼型结构中安装有电气设备。
32、进一步地,所述安装座包括移动组件、箱体和操作平台组件;移动组件安装于底座上,移动组件包括移动板和驱动装置四,驱动装置四驱动移动板在底座上来回移动;箱体安装于移动板上,旋转组件安装于箱体上;操作平台组件包括脚手架、工作平台和楼梯;脚手架安装于移动板上;工作平台安装于脚手架上,楼梯的一端与地面接触,另一端与工作平台连接以便工作人员到达工作平台上;所述包绕机构的模具平台放置于工作平台上;旋转组件依次穿过模具平台和工作平台与箱体固定。
33、操作平台组件包括工作平台,并且模具平台放置于工作平台上,工作人员可通过楼梯进入工作平台上,进行设备的安装、调试,调整螺旋线,拆装支撑台等。
34、更进一步地,所述包绕机构还包括提升组件,提升组件安装于所述箱体,提升组件包括伸缩杆和驱动装置五,驱动装置五驱动伸缩杆的伸缩,箱体为中空,中空的箱体为伸缩杆的伸缩提供空间;伸缩杆的伸出端与模具平台固定,伸缩杆的伸缩带动模具平台的升降。
35、随着螺旋线的逐步包绕,螺旋线落位于模具平台上,模具平台上的螺旋线越堆越高,提升组件的作用是随着线圈越堆越高,提升组件带动模具平台逐渐下降。
36、进一步地,脚手架包括安装平台和安装于安装平台和工作平台之间的支撑组件,安装平台与移动板固定;支撑组件与地面接触,支撑组件与地面接触处设置有脚杯。支撑组件与地面接触,提供了较大的承载力。
37、更进一步地,工作平台的四周还安装有护栏。
38、更进一步地,伸缩杆的数量为四根,以模具平台的中心为中心均匀对称分布;驱动装置五包括电机五、减速机五和传动部件;传动部件包括减速机六和两根中间轴,减速机六的输入端和输出端垂直;所述减速机五具有两端输出端,减速机五的输出端分别连接有一个减速机六,减速机六的输出端又连接有中间轴;中间轴的端部设置有涡轮,所述伸缩杆上设置有与涡轮相啮合的螺纹;涡轮的转动带动伸缩杆的直线移动。此处使用一个电机五提供动力源,实现四根伸缩杆的同步伸缩。
39、更进一步地,提升组件还包括有导向杆二,导向杆二与模具平台垂直固定,导向杆二通过连接部件与伸缩杆固定,伸缩杆上下移动的同时带动导向杆二同步上下移动。
40、进一步地,模具平台上、靠近模具平台边缘处开有两个通孔,线圈两端的引线放入通孔中。
41、进一步地,模具平台为圆形,包括上封板、下封板及支撑于上封板和下封板之间的支撑板;上封板的下表面设置有加强结构,加强结构包括以模具平台为中心辐射分布的径向加强筋和模具平台中心为圆心的环向加强筋,径向加强筋和环向加强筋相交。
42、更进一步地,环向加强筋的数量至少为两层,最外层环向加强筋与支撑板之间还设置有以模具平台为中心辐射的小加强筋。
43、更进一步地,提升组件的导向杆二穿过下封板与径向加强筋固定连接,连接处设置有安装块。
44、进一步地,还包括模具整形组件,模具整形组件包括外整形组件和内整形组件,外整形组件由沿线圈外径周向均布的定位块组成,内整形组件均由沿线圈内径周向均布的定位块组成;定位块由定位板叠加而成,定位板的厚度等于线圈螺旋线的宽度,定位板的数量大于等于线圈的层数。
45、本发明的模具整形组件,在堆叠完一层线圈后,由人工进行安装。需要注意的是,本发明所述的线圈与普通的线圈不同,包带头包绕一层线圈需要耗费几天甚至十几天的时间,因此没必要设置自动化结构来进行线圈的整形。
46、更进一步地,相邻的定位板之间使用拉杆二连接;外整形组件中的定位块的位置与内整形组件中的定位块的位置对应;所述拉杆二为刚性部件。使用刚性部件拉杆二,将同一层的定位块连接成一个整体,使结构更加稳定。
47、进一步地,所述线夹和包带头与旋转组件可拆卸连接,其中线夹通过线夹支撑杆与旋转组件可拆卸连接,每个线夹对应的旋转组件位置上开有沿竖向分布的安装孔,以便根据螺旋线的位置调整线夹支撑杆的竖向位置;其中包带头通过包带头支撑杆与旋转组件可拆卸连接,每个包带头对应的旋转组件位置上开有沿竖向分布的安装孔,以便根据螺旋线的位置调整包带头支撑杆的竖向位置。
48、线圈包带完成后,移出包绕工位,线夹和包带头与旋转组件可拆卸连接,将线夹和包带头拆卸,拆卸模具整形组件,安装起吊板,使用起吊装置,将线圈吊离。
49、更进一步地,所述线夹为一对滚轮,两个滚轮平行,滚轮安装于线夹支撑杆上表面或者下表面使线夹支撑杆不对螺旋线形成干扰;滚轮两端通过连接件连接。两个滚轮之间具有间隙,线圈穿过间隙。
50、更进一步地,所述滚轮为长杆形状。所述滚轮包裹有软质材料,防止划伤线圈。
51、进一步地,所述包带头支撑杆上安装有驱动装置六,驱动装置六驱动包带头沿着包带头支撑杆径向移动;在包带头上安装有激光测距仪,实时检测包带头中心与线圈中心的距离数据;激光测距仪所获取的距离数据传送至控制系统,实时计算出包带头沿着包带头支撑杆的移动距离,以保证包带头包带点与线圈中心线重合。
52、在匝间过渡时,匝间线圈本来就是在同一平面上,因此垂直方向的距离无需调节,当匝间是从线盘外侧向里侧过渡时,包带头要向里侧移动;当匝间是从里侧向外侧过渡时,包带头向外侧移动。整个匝间过渡,垂直方向是无需调节的,只需要调节径向方向的距离。
53、在层间过渡时,从整个线圈的结构看,垂直方向是要调整的,但由于包带头两侧的线夹,两个线夹之间的线段始终在同一水平面上,因此即使是层间过渡也不必对螺旋线圈垂直方向进行调节。
54、综上所述,不管是匝间过渡还是层间过渡,包带头都只需要进行径向方向的调节,以保证包带头包带点与线圈中心线重合,保证包带质量。
55、在旋转安装件上安装有测距传感器,测量旋转安装件的中心至包带头旋转中心的距离为r,已知旋转安装件的旋转角速度为ω,求得包带头的切向速度v=rω,根据包带要求的叠包率为η,绝缘带宽为w,求得包带头转速
56、更进一步地,在包带头的一侧安装有一对测速滚轮,线圈穿过测速滚轮,测速滚轮与编码器连接,用于测量线圈的行程,行程除以时间获得线圈行走速度,即为包带头的切向速度v。
57、以上两种方法测得包带头的切向速度v,两种方法相比较,保证数据的可靠性。以上两种方法,在包带的过程中,控制系统根据线圈的切线速度v,调整包带头的转速,保证正确的叠包率。
58、进一步地,所述包带头上还设置有限位滚轮,限位滚轮位于线宽的两侧,线圈穿过测速滚轮后,再穿过限位滚轮,限位滚轮对线圈的宽度方向进行限位。
59、进一步地,所述包带头包括包带盘和磁粉制动器,磁粉制动器为包带提供恒张力,所述磁粉制动器与包带盘的带芯轴连接;磁粉制动器的中心固定有连接轴,连接轴的顶部开有凹槽,带芯轴插入凹槽中。
60、更进一步地,所述包带盘上还安装有超声波测距传感器检测带盘外径,带盘外径数据传至控制系统,控制系统根据磁粉制动器设定的张力输出相应扭矩,达到稳定的输出张力。
61、更进一步地,所述包带盘上还安装有用于安装超声波测距传感器的支架,支架位于包带盘的带盘和磁粉制动器之间,支架的一侧从带盘伸出位于带盘外侧、以便于超声波测距传感器位于带盘的侧面实时检测带盘外径。
62、更进一步地,所述包带盘上还安装有用于安装超声波测距传感器的支架,支架位于包带盘的带盘和磁粉制动器之间,支架的一侧从带盘伸出位于带盘外侧、以便于超声波测距传感器位于带盘的侧面实时检测带盘外径。
63、进一步地,驱动装置六包括电机六、丝杆六和丝母六,所述包带头安装座与丝母六固定,电机六驱动丝杆六旋转带动丝母六直线移动,丝杆六沿旋转安装件的旋转中心呈径向设置。
64、进一步地,在丝杆六的两侧分别设置有导向杆三,所述包带头安装座的顶部、丝杆六的两侧固定有与导向杆三相适配的导向槽。
65、进一步地,驱动装置四包括电机四、减速机四和传动结构,传动结构包括固定于减速机四输出端的齿轮、设置于所述底座上的齿条、以及与齿条平行的两条直线导轨;电机四和减速机四安装于所述移动板,移动板底面还设置有一对与直线导轨相适配的导向槽;所述齿轮转动,齿轮带动与其相啮合的齿条移动,从而使移动板在底座上来回移动。
66、进一步地,直线导轨的两端分别设置有限位块。
67、本发明相对现有技术具有以下有益效果:
68、本发明首先提供一种核聚变装置超导磁体多层多匝螺旋线圈绝缘自动包绕方法及系统,解决现有核聚变超导磁体的线圈体积大、重量高,人工包绕质量难以保证、包绕周期长的技术问题。通过线圈运送机构将线圈送入包绕工位,通过线圈起降机构托住、支撑线圈,线圈起降机构放线;线圈下放后,包绕机构的线夹将线固定,为包绕做准备,包绕机构沿线圈螺旋方向边旋转边包绕,直至将线圈包扎完成;包绕完成的线圈落入模具平台上,当层包绕完成后,内外整形模具对线圈进行整形;包扎完成后,移出包绕工位,拆卸滚轮及包带头,安装起吊板,拆卸整形模具,将线圈吊离现有工位,准备下一个线圈包绕;底座承担线圈运送机构和包绕机构的重量并负责两者的移动;控制系统对线圈运送机构、线圈起降机构、包绕机构和底座的动作进行控制。所述自动包绕系统代替人工包绕,降低了劳动强度,提高了工作效率,其结构简单、设计合理,充分考虑了大型线圈包绕的实际工况。
- 还没有人留言评论。精彩留言会获得点赞!