一种基于光伏组件的智能加工系统的制作方法
本发明涉及半导体零件制备,尤其涉及一种基于光伏组件的智能加工系统。
背景技术:
1、光伏发电是利用半导体界面的光生伏特效应而将光能直接转变为电能的一种技术,主要是由太阳电池板(组件)、控制器和逆变器三大部分组成。
2、公开号为cn111799345a的中国专利,公开了一种光伏组件加工方法,包括步骤s1:制作半成品;步骤s2:制作表面层;步骤s3:对来料eva卷料模切出中间eva层;步骤s4:将半成品、中间eva层、表面层依次叠层;步骤s5:转入层压机层压;其中步骤s2包括子步骤:步骤s21:对表面层原材料进行分切成片材;步骤s22:调配定制的印刷油墨;步骤s23:对表面层片材进行印刷;步骤s24:将印刷好的表面层片材进行烘烤,进而得到表面层;由此可见,上述现有技术存在以下问题:未对加工过程中的电池板组和加工完成后的光伏组件是否符合标准进行检测,未能及时发现在光伏组件的加工过程中的问题,并未针对发生的问题进行调节,大大影响了光伏组件加工的效率及合格率。
技术实现思路
1、为此,本发明提供一种基于光伏组件的智能加工系统,用以克服现有技术中未对加工过程中的电池板组和加工完成后的光伏组件是否符合标准进行检测,未能及时发现在光伏组件的加工过程中的问题,并未针对发生的问题进行调节,大大影响了光伏组件加工的效率及合格率的问题。
2、为实现上述目的,本发明提供一种基于光伏组件的智能加工系统,包括:
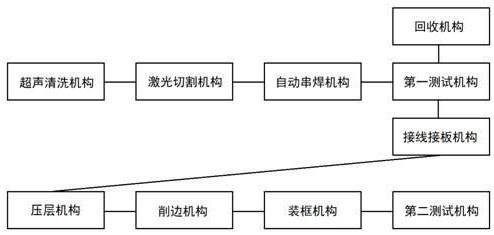
3、第一生产线,包括依次设置的用以清洗太阳能电池板的超声清洗机构、设置在超声清洗机构输出端用以使用对应切割深度对对应切割点位的太阳能电池板进行切割的激光切割机构、设置在激光切割机构输出端用以将若干切割后的太阳能电池板串焊为太阳能电池板组的自动串焊机构以及设置在自动串焊机构输出端用以对串焊后的太阳能电池板组进行检测的第一测试机构;所述自动串焊机构内设有能够沿预设路径移动的第一机械臂且第一机械臂的输出端设有用以焊接所述太阳能电池板的烙铁以及与烙铁相连以调节烙铁输入电压的调压器;所述第一测试机构内设有用以对太阳能电池板组进行el测试的测试装置以及用以统计测试装置输出的el测试结果图中处于对应的预设明度区间的像素点数量的统计装置;
4、回收机构,其设置在所述第一测试机构的第一输出端,用以接收第一测试机构输出的被标记为第一残次品和被标记为第二残次品的太阳能电池板组;
5、第二生产线,其位于所述第一生产线的输出端,包括设置在所述第一测试机构的第二输出端以对符合第一预设标准的电池板组进行接线的接板接线机构、设置在接板接线机构输出端以对电池板组进行压层的压层机构、设置在压层机构输出端以对压层后的电池板组进行削边的削边机构、设置在所述削边机构的输出端以对削边后的电池板组进行装框以组装成光伏板的装框机构以及设置在装框机构输出端以对装框机构装框后的光伏板的交联度和电压进行检测的第二测试机构;所述装框机构内设有用以放置待装框的电池板组的承接槽,装框机构内还设有用以将削边后的待装框的电池板组置于承接槽的第二机械臂,所述承接槽一侧为可横向移动的压框边,压框边与液压机的液压杆件连接以使液压杆件推动压框边移动;
6、判定机构,其分别与所述第一生产线、所述回收机构以及所述第二生产线中的对应部件相连,用以根据所述统计装置输出的统计结果计算太阳能电池板组评价值、根据太阳能板组评价值对单个太阳能板组是否符合第一预设标准进行判定,并对不符合第一预设标准的太阳能电池板组进行标记,以及,根据预设时长内的标记为第一残次品的太阳能电池板组的数量、标记为第一残次品的太阳能电池板组的评价值、标记为第二残次品的太阳能电池板组的数量和标记为第二残次品的太阳能电池板组的评价值分别计算自动串焊机构在对应的预设时长中的评价值和超声清洗机构评价值,以及,根据第二测试机构在预设时长内检测的若干光伏板的交联度和电压对第二生产线是否符合第二预设标准进行判定;
7、调节机构,其分别与所述第一生产线、所述回收机构、所述第二生产线以及所述判定机构中的对应部件相连,用以根据所述判定机构输出的判定结果将对应部件的运行参数调节至对应值。
8、进一步地,所述统计装置在第一预设条件下对所述测试装置测得的针对单个所述太阳能电池板组的el测试结果图中处于对应预设明度区间的像素点的数量进行统计,判定机构根据统计装置输出的统计结果计算针对该太阳能电池板组的评价值s,设定,其中,n1为该el测试结果图中位于预设第一明度区间的像素点的总数;n2为该el测试结果图中位于预设第二明度区间的像素点的总数;所述判定机构根据太阳能电池板组评价值确定针对该太阳能电池板组是否符合第一预设标准的判定方式,其中,
9、第一判定方式为所述判定机构判定该太阳能电池板组符合第一预设标准,并将其输送至所述接板接线机构;所述第一判定方式满足所述太阳能电池板组评价值小于等于第一预设评价值;
10、第二判定方式为所述判定机构判定该太阳能电池板组不符合第一预设标准并将该太阳能电池板组标记为第一残次品,并将其输送至所述回收机构,判定机构统计预设时长内标记为第一残次品的太阳能电池板组的数量以及各标记为第一残次品的太阳能电池板组的评价值计算自动串焊机构评价值,调节机构根据自动串焊机构评价值将调压器输出的电压升高至对应值;所述第二判定方式满足所述太阳能电池板组评价值小于等于第二预设评价值且大于所述第一预设评价值;
11、第三判定方式为所述判定机构判定该太阳能电池板组不符合第一预设标准并将其标记为第二残次品,并将其输送至所述回收机构,判定机构统计预设时长内标记为第二残次品的太阳能电池板组的数量以及各标记为第二残次品的太阳能电池板组评价值以计算超声清洗机构评价值,调节机构根据超声清洗机构评价值将超声清洗机构的清洗频率调节至对应值;所述第三判定方式满足所述太阳能电池板组评价值大于所述第二预设评价值;
12、所述第一预设条件为所述第一测试机构接收到所述自动串焊机构输出的串焊后的太阳能电池板组。
13、进一步地,所述调节机构在第二预设条件下根据所述判定机构计算的自动串焊机构在对应的预设时长中的评价值h确定所述烙铁在下一预设时长内的温度调节方式,设定,其中sj为预设时长内所述判定机构标记为第一残次品的第j个太阳能电池板组的太阳能电池板组评价值,j=1,2,3...m,m为预设时长内第一测试机构测试的标记为第一残次品的太阳能电池板组的数量;
14、所述判定机构将所述自动串焊机构在第t个预设时长中的评价值记为ht;
15、第一温度调节方式为所述调节机构使用预设第一调节系数控制所述调压器将调压器输出的电压升高至第一电压值;所述第一温度调节方式满足第二预设评价值与自动串焊机构评价值的差值小于等于第一预设差值;
16、第二温度调节方式为所述调节机构使用预设第二调节系数控制所述调压器将调压器输出的电压升高至第二电压值;所述第二温度调节方式满足第二预设评价值与自动串焊机构评价值的差值小于等于第二预设差值且大于所述第一预设差值;
17、第三温度调节方式为所述调节机构使用预设第三调节系数控制所述调压器将调压器输出的电压升高至第三电压值;所述第三温度调节方式满足第二预设评价值与自动串焊机构评价值的差值大于所述第二预设差值;
18、所述第二预设条件为所述判定机构在预设时长内判定标记为第一残次品的太阳能电池板组的数量与所述第一测试机构在预设时长内测试的太阳能电池板组的总数的比值大于0.11。
19、进一步地,所述判定机构在第二预设条件下根据计算的自动串焊机构评价值ht+1与自动串焊机构在前一预设时长中的评价值ht的差值确定自动串焊机构是否符合预设运行标准的串焊判定方式,其中,
20、第一串焊判定方式为所述判定机构初步判定所述自动串焊机构符合预设运行标准,并根据计算的自动串焊机构评价值ht+1对自动串焊机构是否符合预设运行标准进行进一步判定;所述第一串焊判定方式满足计算的自动串焊机构评价值ht+1与自动串焊机构在前一预设时长中的评价值ht的差值小于等于0;
21、第二串焊判定方式为所述判定机构初步判定所述自动串焊机构不符合预设运行标准,判定机构根据计算的自动串焊机构评价值ht+1与自动串焊机构在前一预设时长中的评价值ht的差值将调压器输出的电压降低至对应值;所述第二串焊判定方式满足计算的自动串焊机构评价值ht+1与自动串焊机构在前一预设时长中的评价值ht的差值大于0。
22、进一步地,所述判定机构在所述第一串焊判定方式下根据计算的自动串焊机构评价值ht+1确定自动串焊机构是否符合预设运行标准的串焊二次判定方式,其中,
23、第一串焊二次判定方式为所述判定机构判定所述自动串焊机构符合预设运行标准,并控制自动串焊机构以当前运行参数运行;所述第一串焊二次判定方式满足计算的自动串焊机构评价值ht+1小于等于所述第三预设评价值;
24、第二串焊二次判定方式为所述判定机构判定所述自动串焊机构不符合预设运行标准,并根据计算的自动串焊机构评价值ht+1与所述第一预设评价值的差值控制所述第一机械臂将焊接时长调高至对应值;所述第二串焊二次判定方式满足计算的自动串焊机构评价值ht+1大于所述第三预设评价值;其中,第三预设评价值大于所述第一预设评价值且小于所述第二预设评价值;
25、所述第二预设条件为所述调节机构完成针对调压器的调节并以调节后的参数运行预设时长后。
26、进一步地,所述调节机构在所述第二串焊二次判定方式下根据计算的自动串焊机构评价值ht+1与所述第一预设评价值的差值确定所述第一机械臂的焊接时长的调节方式,其中,
27、第一调节方式为所述调节机构使用第一预设时长调节系数将所述第一机械臂的焊接时长增加至第一焊接时长;所述第一调节方式满足计算的自动串焊机构评价值ht+1与所述第一预设评价值的差值小于等于第一标准差值;
28、第二调节方式为所述调节机构使用第二预设时长调节系数将所述第一机械臂的焊接时长增加至第二焊接时长;所述第二调节方式满足计算的自动串焊机构评价值ht+1与所述第一预设评价值的差值小于等于第二标准差值且大于所述第一标准差值;
29、第三调节方式为所述调节机构使用第三预设时长调节系数将所述第一机械臂的焊接时长增加至第三焊接时长;所述第三调节方式满足计算的自动串焊机构评价值ht+1与所述第一预设评价值的差值大于所述第二标准差值。
30、进一步地,所述调节机构在第三预设条件下根据所述判定机构计算的超声清洗机构评价值w确定超声清洗机构的清洗频率的频率调节方式,设定,其中,si为预设时长内所述判定机构标记为第二残次品的第i个太阳能电池板组的太阳能电池板组评价值,i=1,2,3...u,u为预设时长内第一测试机构测试的标记为第二残次品的太阳能电池板组的总数;
31、第一频率调节方式为所述调节机构使用第一调节系数将超声清洗机构的清洗频率调高至第一频率;所述第一频率调节方式满足超声清洗机构评价值与所述第二预设评价值的差值小于等于所述第一预设差值;
32、第二频率调节方式为所述调节机构使用第二调节系数将超声清洗机构的清洗频率调高至第二频率;所述第二频率调节方式满足超声清洗机构评价值与所述第二预设评价值的差值小于等于所述第二预设差值且大于所述第一预设差值;
33、第三频率调节方式为所述调节机构使用第三调节系数将超声清洗机构的清洗频率调高至第三频率;所述第三频率调节方式满足超声清洗机构评价值与所述第二预设评价值的差值大于所述第二预设差值;
34、所述第三预设条件为预设时长内所述判定机构判定标记为第二残次品的太阳能电池板组的数量与预设时长内第一测试机构测试的太阳能电池板组的总数的比值大于0.11。
35、进一步地,所述判定机构根据所述第二测试机构在预设时长内获取的若干光伏板的交联度和电压以计算单个光伏板的光伏板评价值g,其中g的计算公式为:
36、,
37、其中,α、β、γ均为预设评价参数,其中,α=10,β=100,γ=0.01v-1,u0为预设标准电压,设定u0=17.3,e为第二测试机构在预设时长内检测的光伏板的总数量,ηk为第二测试机构在预设时长内检测的第k个光伏板的交联度,uk为第二测试机构在预设时长内检测的第k个光伏板的电压,所述判定机构根据光伏板评价值确定所述第二生产线是否符合第二预设标准的四类第二生产线判定方式,其中,
38、第一类第二生产线判定方式为所述判定机构判定所述第二生产线不符合第二预设标准,判定机构控制调节机构使用第一预设压力参数将所述液压机针对承接槽的压强降低至第一压强,并控制调节机构使用第一预设温度调节系数将所述压层机构的压层温度升高至第一温度;所述第一类第二生产线判定方式满足所述光伏板评价值小于等于第一预设光伏板评价值;
39、第二类第二生产线判定方式为所述判定机构判定所述第二生产线不符合第二预设标准,并根据第二预设光伏板评价值与光伏板评价值的差值将所述压层机构的压层温度和/或压层时间调节至对应值;所述第二类第二生产线判定方式满足所述光伏板评价值小于等于第二预设光伏板评价值且大于所述第一预设光伏板评价值;
40、第三类第二生产线判定方式为所述判定机构判定所述第二生产线不符合第二预设标准,并根据第三预设光伏板评价值与光伏板评价值的差值将所述液压机针对承接槽的压强降低至对应值;所述第三类第二生产线判定方式满足所述光伏板评价值小于等于第三预设光伏板评价值且大于所述第二预设光伏板评价值;
41、第四类第二生产线判定方式为所述判定机构判定所述第二生产线符合第二预设标准,并控制第二生产线以当前运行参数运行;所述第四类第二生产线判定方式满足所述光伏板评价值大于所述第三预设光伏板评价值。
42、进一步地,所述调节机构在所述第二类第二生产线判定方式下根据第二预设光伏板评价值与光伏板评价值的差值确定压层机构的压层温度和/或压层时间的压层机构调节方式,其中,
43、第一压层机构调节方式为所述调节机构使用所述第一预设温度调节系数将所述压层机构的压层温度升高第一温度;所述第一压层机构调节方式满足所述第二预设光伏板评价值与光伏板评价值的差值小于等于第一预设光伏差值;
44、第二压层机构调节方式为所述调节机构使用所述第一预设时长调节系数将所述压层机构的压层时间升高至第一压层时间;所述第二压层机构调节方式满足所述第二预设光伏板评价值与光伏板评价值的差值小于等于第二预设光伏差值且大于所述第一预设光伏差值;
45、第三压层机构调节方式为所述调节机构使用所述第一预设温度调节系数将所述压层机构的压层温度升高至第一温度,并使用所述第一预设时长调节系数将所述压层机构的压层时间升高至第一压层时间;所述第三压层机构调节方式满足所述第二预设光伏板评价值与光伏板评价值的差值大于所述第二预设光伏差值。
46、进一步地,所述调节机构在所述第三类第二生产线判定方式下根据第三预设光伏板评价值与光伏板评价值的差值确定所述液压机针对所述承接槽的压强调节方式,其中,
47、第一压强调节方式为所述调节机构使用第一预设压力调节系数将所述液压机的压强降低至第一压强;所述第一压强调节方式满足第三预设光伏板评价值与光伏板评价值的差值小于等于所述第一预设光伏差值;
48、第二压强调节方式为所述调节机构使用第二预设压力调节系数将所述液压机的压强降低至第二压强;所述第二压强调节方式满足第三预设光伏板评价值与光伏板评价值的差值小于等于所述第二预设光伏差值且大于所述第一预设光伏差值;
49、第三压强调节方式为所述调节机构使用第三预设压力调节系数将所述液压机的压强降低至第三压强;所述第三压强调节方式满足第三预设光伏板评价值与光伏板评价值的差值大于所述第二预设光伏差值。
50、与现有技术相比,本发明的有益效果在于,包括,第一生产线、回收机构、第二生产线,以及,用以根据计算的太阳能电池板组评价值对单个太阳能板组是否符合第一预设标准进行判定,计算自动串焊机构在对应的预设时长中的评价值和超声清洗机构评价值,根据第二测试机构在预设时长内检测的若干光伏板的交联度和电压对第二生产线是否符合第二预设标准进行判定的判定机构,以及,用以根据所述判定机构输出的判定结果将对应部件的运行参数调节至对应值的调节机构,可及时发现在光伏组件的加工过程中的问题并对发生的问题进行调节,有效提高了光伏组件加工的效率及合格率。
51、进一步地,统计装置将单个太阳能电池板的el测试结果图中处于第一明度区间的像素点和处于第二明度区间的像素点分别进行统计,其中处于第一明度的像素点为暗部,处于第二明度的像素点为明部,根据若干像素点中明度属于预设第一明度区间的像素点总数与若干像素点中明度属于预设第二明度区间的像素点总数的比值对单个太阳能电池板组的质量进行判定,并对质量不符合第一预设标准的单个太阳能电池板组进行标记,在确保精确地对单个太阳能电池板组的质量进行判定的同时,进一步提高了光伏组件加工的效率及合格率。
52、进一步地,当判定机构判定标记的第一残次品的数量与预设时长内第一测试机构测试的太阳能电池板组的总数的比值大于预设比值时即出现虚焊或断焊的太阳能电池板组的数量过高为所述烙铁温度不符合预设标准将调压器输出的电压升高以将烙铁的温度升高,在根据太阳能电池板组的情况对出现故障的对应机构进行调节的同时,进一步提高了光伏组件加工的效率及合格率。
53、进一步地,判定机构根据智能加工系统在调节调压器后运行预设时长后计算自动串焊机构评价值ht+1对调节后的自动串焊机构进行评价,若计算的自动串焊机构评价值ht+1较调节前降低则说明调压器调节方式正确,根据计算的自动串焊机评价值对自动串焊机构进行进一步判定,若仍不符合预设运行标准则说明焊接时长过短将焊接时长增加至对应值,在根据太阳能电池板组的情况对出现故障的对应机构进行调节的同时,进一步提高了光伏组件加工的效率及合格率。
54、进一步地,当判定机构判定标记的第二残次品的数量与预设时长内第一测试机构测试的太阳能电池板组的总数的比值大于预设比值时即出现污染的太阳能电池板组的数量过高将超声清洗机构的清洗频率调高,对加工过程中的电池板组光伏组件是否符合标准进行检测,及时发现在太阳能电池板组加工过程中的问题,并及时针对发生的问题进行调节,进一步提高了光伏组件加工的效率及合格率。
55、进一步地,判定机构根据光伏板评价值对第二生产线是否符合第二预设标准进行判定并在判定机构判定第二生产线不符合第二预设标准时根据光伏板评价值确定第二生产线出现故障的原因,当光伏板评价值过低时则判定压层机构和装框机构均不符合预设标准;当光伏板评价值大于第三预设光伏板评价值时第二生产线符合第二预设标准,在判定机构判定压层机构不符合预设标准时将压层机构的压层温度和/或压层时间增加至对应值,在判定机构判定装框机构不符合预设标准时将液压机的压强降低,第二检测机构对加工完成后的光伏板是否符合标准进行检测,以及时发现在光伏板的加工过程中的问题,调节机构对发生问题的对应机构的对应部件进行调节,进一步提高了光伏组件加工的效率及合格率的问题。
- 还没有人留言评论。精彩留言会获得点赞!