极片、电极组件、电池单体、电池及用电设备的制作方法
本技术涉及电池,具体而言,涉及一种极片、电极组件、电池单体、电池及用电设备。
背景技术:
1、电池广泛应用于便携式电子设备、电动交通工具、电动工具、无人机、储能设备等领域。
2、电池包括电极组件,电极组件的极耳因焊接质量较差导致电池的可靠性较差。
技术实现思路
1、本技术实施例提供一种极片、电极组件、电池单体、电池及用电设备,以提高电池的极耳焊接质量,从而提高电池的可靠性。
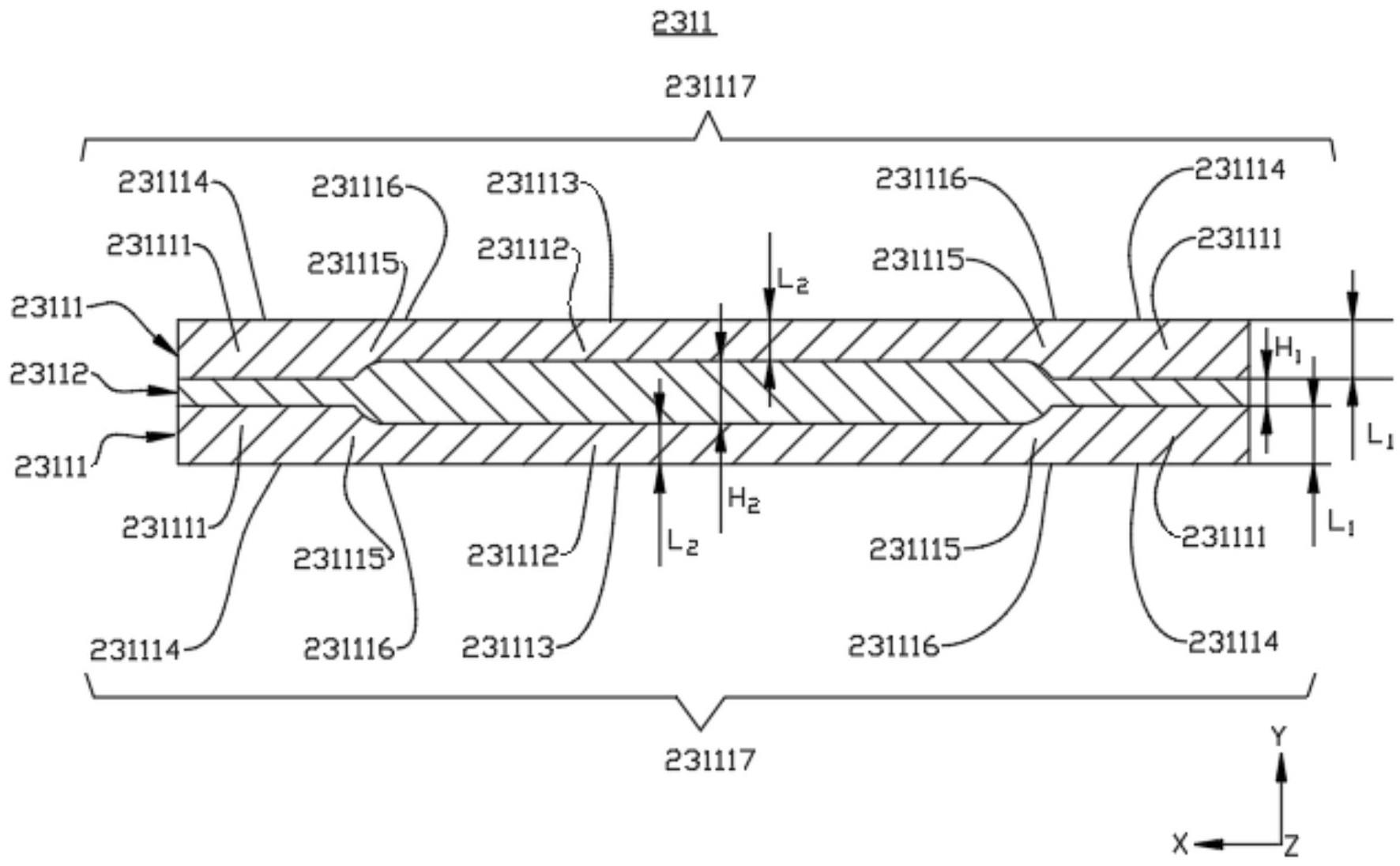
2、第一方面,本技术实施例提供一种极片,包括集流体和活性物质层。所述集流体包括导电层和绝缘层,沿所述极片的厚度方向,所述绝缘层相对的两侧均设置有所述导电层。所述绝缘层包括第一区域和第二区域,所述第二区域的厚度小于所述第一区域的厚度,沿所述极片的宽度方向,所述第一区域的至少一端连接有所述第二区域。所述导电层包括极耳部,所述极耳部至少部分设置于所述第二区域。所述活性物质层涂覆于所述导电层背离所述绝缘层的表面,所述极耳部未涂覆所述活性物质层。
3、上述技术方案中,通过将导电层的极耳部设置在厚度较小的第二区域,则采用该极片形成的电极组件的各个极耳部焊接时,因第二区域的厚度较小则第二区域的两侧的极耳部更容易焊接,从而实现两个极耳部电连接,降低焊接难度和缓解因绝缘层的存在导致极耳部焊接出现虚焊等焊接质量问题的风险,有利于提高具备该极片的电极组件的各个极耳部的焊接质量,从而具备该极片的电池或电池单体的可靠性。
4、在本技术第一方面的一些实施例中,所述绝缘层还包括第一过渡区,所述第一过渡区连接所述第一区域和所述第二区域,从所述第一区域指向所述第二区域的方向,所述第一过渡区的厚度逐渐减小。
5、上述技术方案中,第一过渡区的设置能够降低第一区域和第二区域之间形成应力集中的风险,提高极片的疲劳寿命和降低极片断裂的风险。
6、在本技术第一方面的一些实施例中,所述导电层还包括涂覆部,所述涂覆部设置于所述第一区域,所述活性物质层的至少部分设置于所述涂覆部背离所述第一区域的一侧,所述涂覆部的厚度小于所述极耳部的厚度。
7、上述技术方案中,涂覆部的厚度小于所述极耳部的厚度,能够一定程度上补偿第一区域的厚度大于第二区域的厚度的尺寸差,从而使得集流体的各个位置的厚度差较小,有利于提高集流体的结构尺寸均匀性,从而有利于提高极片的质量。
8、在本技术第一方面的一些实施例中,所述导电层包括涂覆部,所述涂覆部设置于所述第一区域,所述活性物质层的至少部分设置于所述涂覆部背离所述第一区域的一侧,所述涂覆部背离所述第一区域的表面和所述极耳部背离所述第二区域的表面共面。
9、上述技术方案中,涂覆部背离第一区域的表面和极耳部背离第二区域的表面共面,使得集流体在极片的厚度方向上的表面更为平整,便于集流体制造成型。
10、在本技术第一方面的一些实施例中,所述绝缘层还包括第一过渡区,所述第一过渡区连接所述第一区域和所述第二区域,从所述第一区域指向所述第二区域的方向,所述第一过渡区的厚度逐渐减小,所述导电层还包括第二过渡区,所述第二过渡区设置于所述第一过渡区,从所述第一区域指向所述第二区域的方向,所述第二过渡区的厚度逐渐增大。
11、上述技术方案中,从第一区域指向第二区域的方向,第一过渡区的厚度逐渐减小,第二过渡区的厚度逐渐增大,能够弥补第一过渡区相对第一区域和第二区域的厚度差,从而使得集流体的各个位置的厚度差较小,有利于提高集流体的结构尺寸均匀性,从而有利于提高极片的质量。
12、在本技术第一方面的一些实施例中,所述第二过渡区背离所述第一过渡区的表面和所述极耳部背离所述第二区域的表面共面。
13、上述技术方案中,第二过渡区背离第一过渡区的表面和极耳部背离第二区域的表面共面,使得集流体在极片的厚度方向上的表面更为平整,便于集流体制造成型。
14、在本技术第一方面的一些实施例中,沿所述极片的宽度方向,所述第一区域的两端均连接有所述第二区域。
15、上述技术方案中,沿极片的宽度方向,第一区域的两端均连接有第二区域,在制造极片时,可以从集流体的中部裁切,从而同步制造两个极片,有利于提高具备极片的生产效率。
16、本技术第一方面的一些实施例中,所述导电层具有背离所述绝缘层的第一表面,沿所述极片的宽度方向,所述第一表面延伸至所述集流体的两端;沿所述极片的厚度方向,所述绝缘层相对的两侧的所述导电层的所述第一表面平行。
17、上述技术方案中,导电层具有背离绝缘层的第一表面,沿极片的宽度方向,第一表面延伸至集流体的两端,即第一表面为平面,便于制造成型,且便于在第一表面涂覆活性物质层,从而方便极片的制造成型。绝缘层相对的两侧的导电层的第一表面平行,集流体为等厚结构,便于集流体制造成型。
18、在本技术第一方面的一些实施例中,所述导电层还包括涂覆部,所述涂覆部设置于所述第一区域,沿所述极片的厚度方向,所述绝缘层两侧的所述导电层的所述涂覆部背离所述绝缘层的一侧设置有所述活性物质层。
19、上述技术方案中,绝缘层两侧的导电层的涂覆部背离绝缘层的一侧设置有活性物质层,增大了极片的活性物质量,有利于提高具备该极片的电池或电池单体的能量密度。
20、在本技术第一方面的一些实施例中,沿所述极片的厚度方向观察,所述活性物质层的投影和所述第二区域的投影重叠。
21、上述技术方案中,活性物质层沿极片的厚度方向的投影和第二区域的沿极片的厚度方向的投影重叠,沿极片的宽度方向,活性物质层尽可能多的覆盖导电层,增大了极片的活性物质层的量,有利于提高电池或电池单体的能量密度。
22、在本技术第一方面的一些实施例中,所述第二区域的厚度为h1,所述极耳部的厚度为l1,满足:h1/l1≤5。
23、上述技术方案中,若h1/l1>5,各个极耳部焊接时的焊接残留物面积较小,焊接稳定性较差,出现虚焊的可能性较小,因此,h1/ l1≤5以使焊接第二区域两侧的极耳部后,两个极耳部之间能够有较大的焊接残留物面积,以使焊接更加稳定,降低出现虚焊等焊接质量问题的风险。
24、在本技术第一方面的一些实施例中,h1/l1≤1。
25、上述技术方案中,h1/l1≤1使得极耳部焊接后有更大焊接残留物面积,进一步提高焊接稳定性,进一步降低出现虚焊等质量问题的风险。
26、在本技术第一方面的一些实施例中,所述导电层还包括涂覆部,所述涂覆部设置于所述第一区域,所述第一区域的厚度为h2,所述涂覆部的厚度为l2,满足:1≤h2/l2≤50。
27、上述技术方案中,若是h2/l2<1,在集流体的厚度恒定的情况下,第一区域的厚度相对涂覆部的厚度较小,使得集流体包括第一区域的部分的强度较弱。h2/l2>50,涂覆部的厚度相对第一区域的厚度较小,在集流体的厚度恒定的情况下,难以使得导电层具有较高的过流能力。因此,1≤h2/l2≤50,使得集流体具有较好的强度,又使得导电层具有较好的过流能力。
28、在本技术第一方面的一些实施例中,2≤h2/l2≤20。
29、上述技术方案中,2≤h2/l2≤20,使得集流体具有更好的强度,又使得导电层具有更好的过流能力。
30、第二方面,本技术实施例提供了一种电极组件,所述电极组件包括第一方面任一实施例提供的极片。
31、上述技术方案中,因第一方面实施例提供的极片的绝缘层的第二区域的厚度较小则第二区域的两侧的极耳部更容易焊接,降低焊接难度和缓解因绝缘层的存在导致极耳部焊接出现虚焊等焊接质量问题的风险,有利于提高具备该极片的电极组件的各个极耳部的焊接质量。
32、在本技术第二方面的一些实施例中,所述电极组件包括两个根据第一方面任一实施例提供的所述的极片,两个所述极片极性相反。
33、上述技术方案中,因第一方面实施例提供的极片的绝缘层的第二区域的厚度较小则第二区域的两侧的极耳部更容易焊接,降低焊接难度和缓解因绝缘层的存在导致极耳部焊接出现虚焊等焊接质量问题的风险,电极组件的极性相反的两个极片均采用第一方面任一实施例提供的极片,使得电极组件的各个极耳部之间均具有较稳定的电连接关系。
34、第三方面,本技术实施例提供了一种电池单体,电池单体包括第二方面任一实施例提供的电极组件。
35、上述技术方案中,电极组件的极耳部焊接能够形成稳定的电连接关系,从而有利于电池单体稳定的充放电,提高电池单体的可靠性。
36、在第三方面的一些实施例中,所述电池单体还包括转接件,沿所述极片的厚度方向,位于所述第二区域两侧的所述导电层的所述极耳部与所述转接件焊接。
37、上述技术方案中,位于第二区域两侧的导电层的极耳部与转接件焊接,从而实现第二区域两侧的极耳部电连接,可以理解地,第二区域两侧的极耳部均与转接件实现电连接,并通过转接件引出电池单体的电极,便于电池单体进行充放电。
38、第四方面,本技术实施例提供一种电池,电池包括第三方面任一实施例提供的电池单体。
39、上述技术方案中,第二方面实施例提供的电池单体的电极组件的极耳部焊接能够形成稳定的电连接关系,从而有利于电池单体稳定的充放电,从而提高具备该电池单体的电池的可靠性。
40、第五方面,本技术实施例提供一种用电设备,用电设备包括第四方面实施例提供的电池。
41、上述技术方案中,第四方面实施例提供的电池可靠性较好,有利于提高通过该电池供电的用电设备的用电可靠性。
- 还没有人留言评论。精彩留言会获得点赞!